(54) СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА РАБОЧУЮ ПОВЕРХНОСТБ ЛИТЕЙНОЙ ФОРМЫ
I
Изобретение относится к машиностроению, а именно к производству литых деталей и заготовок из тугоплавких металлов, химически активных к материалу формы.
Известны способы нанесения металлических покрытий газофазным осаждением при пиролизе газообразных карбонилов металлов. В процессе пиролиза соединений с двумя и более нелетучими компонентами, каким является карбонил вольфрама, вместе с металлом на поверхности осаждается определенное количество углерода. Обеспечение необходимого сцепления металлического покрытия с поверхностью достигается повышением температуры подложки 1.
Однако при этом интенсифицируется процесс пиролиза карбонила на значительном расстоянии от нагретой поверхности, а продукты разложения плохо сцепляются с подложкой или уносятся из зоны реакции прежде, чем произойдет осаждение. Предотврашения этого добиваются снижением давления в реакционной зоне.
Наиболее близким по технической сущности к изобретению является способ нанесения покрытий из металлов на рабочую поверхность форм, включающий пропускание
газовой смеси через поры формы, в котором предусматривается в целях улучщения качества покрытия пропускание через поры нагретой формы карбонилов металлов. Носителем паров карбонилов является инертный газ. Формирование покрытия на поверхности формы осуществляется за счет реакции термического разложения карбонилов при соприкосновении газовой смеси с разогретой до 700°С литейной формой 2.
Недостатком известного способа является то, что при пропускании карбонила вольфрама через корундовые формы для изготовления титановых отливок разложение его происходит с образованием в покрытии углерода, загрязняющего поверхностные слои отливок. Неравномерность толщины 15 покрытия на поверхностях, различно ориентированных относительно оси газового потока, приводит к появлению возможности химического взаимодействия тугоплавких металлов с материалом формы. В результате растет величина и загрязненность поверхностных слоев отливок, которые необходи.мо удалять механической обработкой.
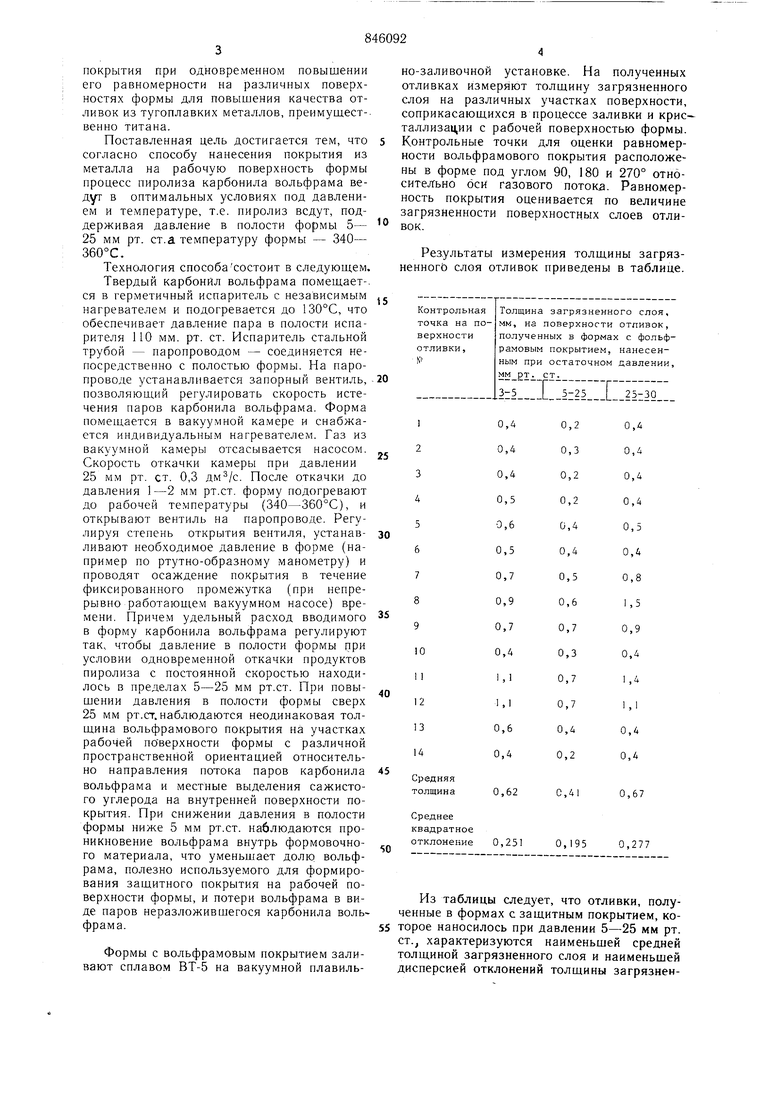
Цель изобретения - снижение загрязненности пироуглеродом металлического покрытия при одновременном повышении его равномерности на различных поверхностях формы для повышения качества отливок из тугоплавких металлов, преимуш,ест-. венно титана. Поставленная цель достигается тем, что согласно способу нанесения покрытия из металла на рабочую поверхность формы процесс пиролиза карбонила вольфрама ведут в оптимальных условиях под давлением и температуре, т.е. пиролиз ведут, поддерживая давление в полости формы 5- 25 мм рт. ст.а температуру формы - 340- 360°С. Технология способасостоит в следуюш,ем. Твердый карбонйл вольфрама помещает-, ся в герметичный испаритель с независимым нагревателем и подогревается до 130°С, что обеспечивает давление пара в полости испарителя 110 мм. рт. ст. Испаритель стальной трубой - паропроводом - соединяется непосредственно с полостью формы. На паропроводе устанавливается запорный вентиль, позволяющий регулировать скорость истечения паров карбонила вольфрама. Форма помещается в вакуумной камере и снабжается индивидуальны.м нагревателем. Газ из вакуумной камеры отсасывается насосом. Скорость откачки камеры при давлении 25 мм рт. ст. 0,3 . После откачки до давления 1-2 мм рт.ст. форму подогревают до рабочей температуры (340-360°С), и открывают вентиль на паропроводе. Регулируя степень открытия вентиля, устанавливают необходимое давление в форме (например по ртутно-образному манометру) и проводят осаждение покрытия в течение фиксированного промежутка (при непрерывно работающем вакуумном насосе) времени. Причем удельный расход вводимого в форму карбонила вольфрама регулируют так, чтобы давление в полости формы при условии одновременной откачки продуктов пиролиза с постоянной скоростью находилось в пределах 5-25 мм рт.ст. При повышении давления в полости формы сверх 25 мм рт.ст. наблюдаются неодинаковая толщина вольфрамового покрытия на участках рабочей поверхности формы с различной пространственной ориентацией относительно направления потока паров карбонила вольфрама и местные выделения сажистого углерода на внутренней поверхности покрытия. При снижении давления в полости формы ниже 5 мм рт.ст. наблюдаются проникновение вольфрама внутрь формовочного материала, что уменьщает долю вольфрама, полезно используемого для формирования защитного покрытия на рабочей поверхности формы, и потери вольфрама в виде паров неразложившегося карбонила вольфрама. Формы с вольфрамовым покрытием заливают сплавом ВТ-5 на вакуумной плавильно-заливочной установке. На полученных отливках измеряют толщину загрязненного слоя на различных участках поверхности, соприкасающихся в процессе заливки и кристаллизации с рабочей поверхностью формы. Контрольные точки для оценки равномерности вольфрамового покрытия расположены в форме под углом 90, 180 и 270° относительно бси газового потока. Равномерность покрытия оценивается по величине загрязненности поверхностных слоев отливок. Результаты измерения толщины загрязненногЬ слоя отливок приведены в таблице. Средняя толщина квадратное отклонение Из таблицы следует, что отливки, полученные в формах с защитным покрытием, которое наносилось при давлении 5-25 мм рт. ст., характеризуются наименьшей средней толщиной загрязненного слоя и наименьшей дисперсией отклонений толщины загрязненного слоя на различных участках поверхности от среднего значения. Это позволяет считать, что при остаточном давлении 5-25 мм рт.ст. получается наиболее равномерное по толщине защитное покрытие на участках рабочей поверхности, различно ориентированных относительно направления потока паров, причем это покрытие обладает лучшим комплексом защитных свойств. Применение предлагаемого способа в промышленности позволяет за счет уменьшения загрязненного поверхностного слоя, подлежащего удалению механической обработкой, повысить коэффициент использования металла на 10-15% и снизить трудоемкость изготовления деталей из литых заготовок на 5-10%. Формула изобретения Способ нанесения металлического покрытия на рабочую поверхность литейной фор.мы, включающий нагрев формы, заполнение полости парообразным карбонилом металла и его фильтрацию через стенки формы, отличающийся тем, что, с целью уменьшения загрязнения металлического покрытия пироуглеродом и неравномерности толщины покрытия, повышения качества отливок из тугоплавких металлов, в качестве парообразного карбонила металла вводят пары карбонила вольфрама с удельным расходом, обеспечивающим давление в полос-J-H формы 5-25 мм рт. ст. Источники информации, принятые во внимание при экспертизе 1.Самсонов Г. В. и Эпик А. П. Тугоплавкие покрытия. М., «Металлургия, 1973, с. 357-363. 2.Авторское свидетельство СССР № 480495, кл. В 22 D 27/20, В 22 D 19/00. 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 1994 |
|
RU2075540C1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ДЛЯ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ И ЕГО ВАРИАНТ | 1994 |
|
RU2089664C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕОРГАНИЧЕСКИХ ПЛЕНОК НА ПОВЕРХНОСТИ СТЕКОЛ | 1992 |
|
RU2008286C1 |
| Способ изготовления графитовых тиглей для плавки титана | 1983 |
|
SU1109570A1 |
| Парогазовая смесь для получения покрытий из тугоплавких металлов | 1982 |
|
SU1168628A1 |
| Способ получения карбидных покрытий | 1979 |
|
SU790842A1 |
| МЕТАЛЛОПОКРЫТИЕ С ПОВЫШЕННОЙ АДГЕЗИЕЙ К МАТЕРИАЛУ ПОДЛОЖКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2358034C2 |
| Способ нанесения покрытий из металлов на рабочую поверхность форм | 1973 |
|
SU480495A1 |
| Способ легирования наплавленного металла при дуговой сварке и наплавке | 2018 |
|
RU2697132C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2009 |
|
RU2396738C1 |
