подсоединены к генератору токов высокой частоты.
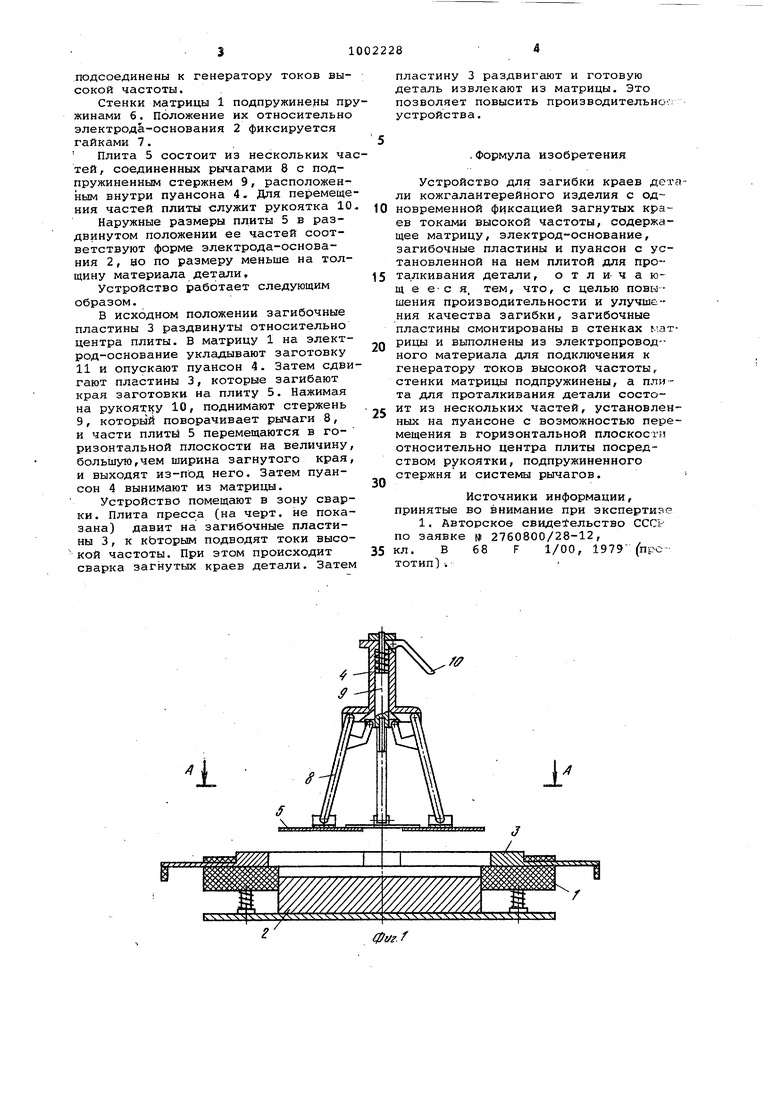
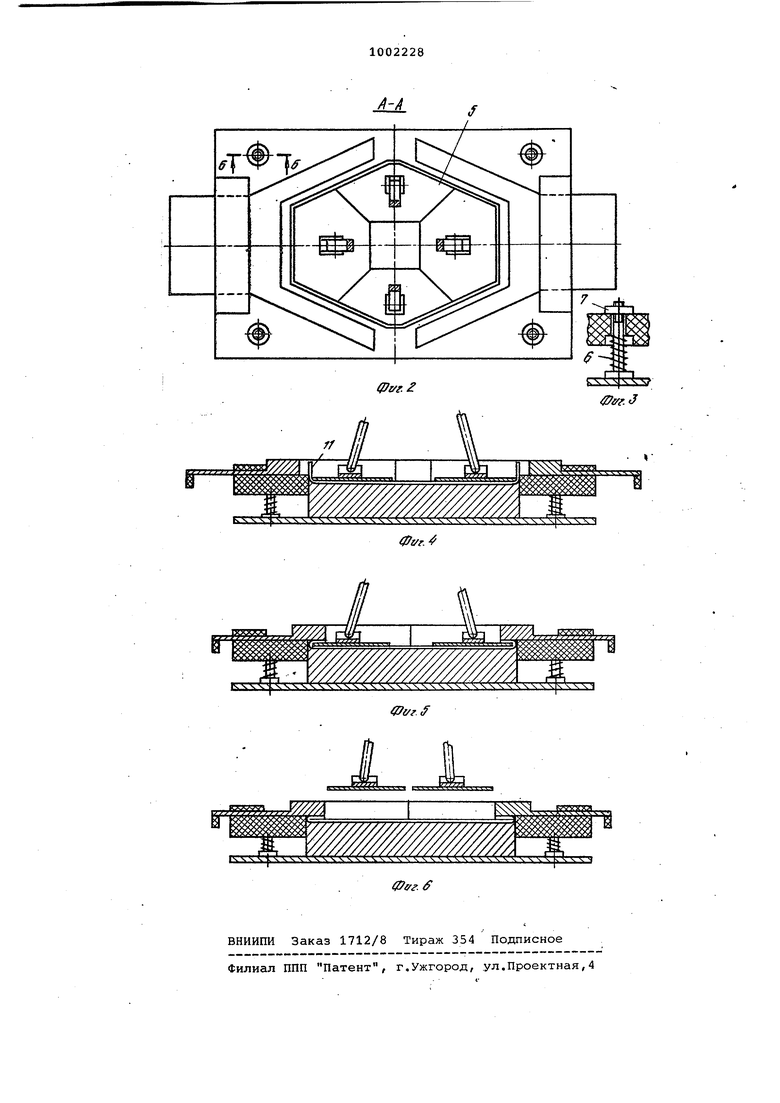
Стенки матрицы 1 подпружинены пружинами 6, Положение их относительно электрода-основания 2 фиксируется гайками 7.
Плита 5 состоит из нескольких частей, соединенных рычагами 8 с подпружиненным стержнем 9, расположенным внутри пуансона 4. Для перемещения частей плиты служит рукоятка 10,
Наружные размеры плиты 5 в развинутом положении ее частей соответствуют форме электрода-основания 2, ао по размеру меньше на толщину материала детали.
Устройство работает следующим образом.
В исходном положении загибочные пластины 3 раздвинуты относительно центра плиты. В матрицу 1 на электрод-основание укладывают заготовку 11 и опускают пуансон 4. Затем сдвигают пластины 3, которые загибают края заготовки на плиту 5. Нажимая на рукоятку 10 поднимают стержень 9, который поворачивает рычаги 8, и части плитьЗ 5 перемещаются в горизонтальной плоскости на величину, большую,чем ширина загнутого края, и выходят из-под него. Затем пуансон 4 вынимают из матрицы.
Устройство помещают в зону сварки. Плита пресса (на черт, не показана) давит на загибочные пластины 3 , к кЬторым подводят токи высокой частоты. При этом происходит сварка загнутых краев детали. Затем
пластину 3 раздвигают и готовую деталь извлекают из матрицы. Это позволяет повысить производительно : устройства.
.Формула изобретения
Устройство для загибки краев детали кожгалантерейного изделия с од 0 новременной фиксацией загнутых краев токами высокой частоты, содержащее матрицу, электрод-основание, загибочные пластины и пуансон с установленной на нем плитой для проталкивания детали, о т л и- ч а ющ е ес я. тем, что, с целью повышения производительности и улучшения качества загибки, загибочные пластины смонтированы в стенках f-атрицы и выполнены из электропроводного материала для подключения к генератору токов высокой частоты, стенки матрицы подпружинены, а плита для проталкивания детали состоит из нескольких частей, установленных на пуансоне с возможностью перемещения в горизонтальной плоскосгн относительно центра плиты посредством рукоятки, подпружиненного стержня и системы рычагов.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2760800/28-12, 5 кл. В 68 F 1/00, 1979 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки деталейТОКАМи ВыСОКОй чАСТОТы | 1979 |
|
SU810509A1 |
| Устройство для соединения деталей | 1977 |
|
SU612902A1 |
| Устройство для загибки краев деталей кожгалантерейных изделий | 1979 |
|
SU870353A1 |
| Устройство для изготовления кожгалантерейного изделия методом сварки токами высокой частоты | 1983 |
|
SU1154103A1 |
| Устройство для загибки краев деталей | 1976 |
|
SU579219A1 |
| Устройство для изготовления кожгалантерейных изделий методом сварки токами высокой частоты | 1983 |
|
SU1080992A1 |
| Устройство для сварки деталей токамиВыСОКОй чАСТОТы | 1979 |
|
SU806444A1 |
| Устройство для загибки краев деталей | 1988 |
|
SU1563667A1 |
| Устройство для загибания краев швейных деталей | 1983 |
|
SU1175428A1 |
| Устройство для изготовления изделий из полимерных материалов методом сварки токами высокой частоты | 1980 |
|
SU927525A1 |
А
/ff
0i/.f
А±
