(54) ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ ТРУБОПРОВОДА


1
Изобретение относится к строительству и может быть использовано при производстве железобетонных трубопроводов большого диаметра.
По основному авт. св. № 718582 известна опалубка для изготовления колец трубопровода, включающая внешнюю и внутреннюю опалубочные секции, установленные на фундаментах.
Для уменьшения трудозатрат при производстве колец опалубка снабжена виброштампом, кольцевой фермой с кольцевым поддоном, которая установлена на фундаментах при помощи гидродомкратов, причем выиброштамп установлен в верхней части секций, а каждёя секция выполнена с технологическим уклоном. Кроме того, для исключения вытекания бетонной смеси кольцевой поддон снабжен двумя уплотнителями, один из которых выполнен .в виде резинотканевой прокладки, а другой - в виде надувного эластичного элемента 1.
Недостатком этой опалубки является большое количество гидроцилиндров, расположенных по периметру бетонируемого железобетонного кольца, что требует синхронной их работы, в противном случае неизбежен перекос распалубливаемого элемента и заклинивание его в опалубке, что снижает надежность работы.
Цель изобретения - повышение точности изготовления колец трубопровода и по вышение надежности работы.
Достигается это тем, что в опалубке, содержащей внешнюю и внутреннюю опалубочные секции, установленные на фунfQ даментах, виброштамп, кольцевую ферму с кольцевым поддоном, которая установлена на фундаментах при помощи гидродомкратов, причем виброштамп установлен в верхней части секций, каждая из которых выполнена с технологическим уклоном, коль S цевой поддон, снабжен двумя уплотнителями, один из которых выполнен в виде резинотканевой прокладки, а другой в виде надвуного эластичного элемента, кольцевая ферма с кольцевым поддоном шарнирно соединена с гидродомкратом при помощи систе20 мы радиально расположенных рычагов.
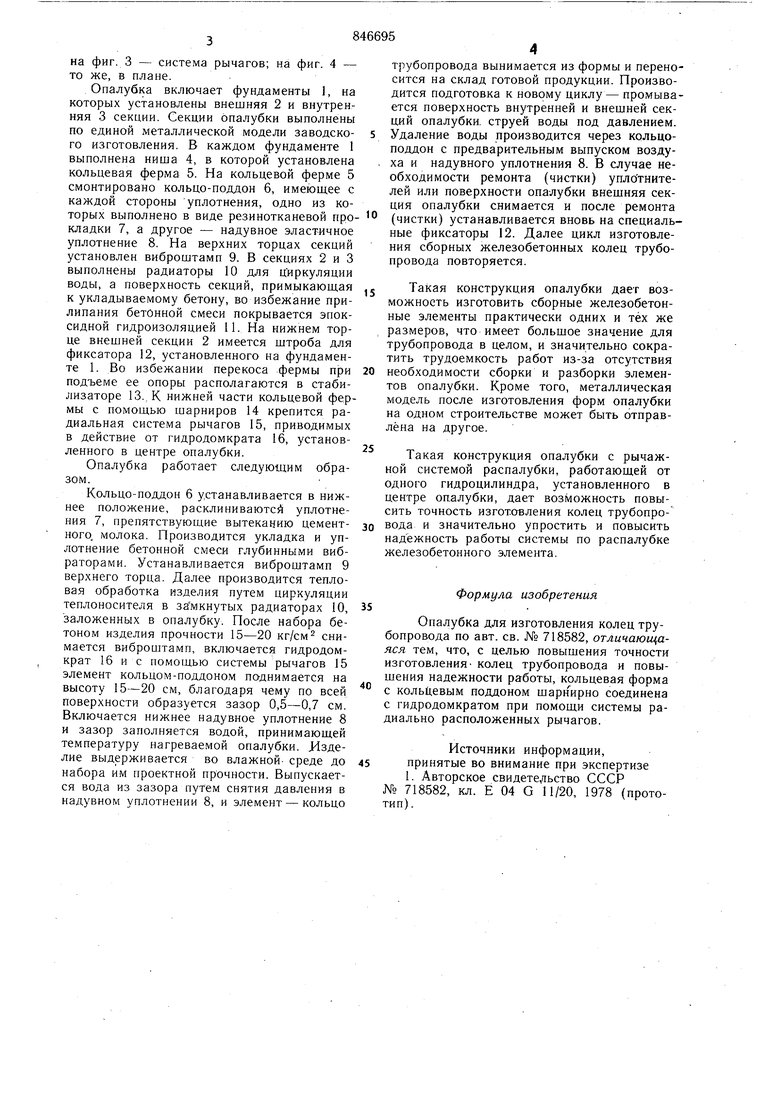
На фиг. 1 показана опалубка, поперечный разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - система рычагов; на фиг. 4 - то же, в плане. Опалубка включает фундаменты 1, на которых установлены внешняя 2 и внутренняя 3 секцин. Секции опалубкн выполнены по единой металлической модели заводского изготовления. В каждом фундаменте 1 выполнена ниша 4, в которой установлена кольцевая ферма 5. На кольцевой ферме 5 смонтировано кольцо-поддон 6, имеющее с каждой стороны уплотнения, одно из которых выполнено в виде резинотканевой прокладки 7, а другое - надувное эластичное уплотнение 8. На верхних торцах секций установлен виброштамп 9. В секциях 2 и 3 выполнены радиаторы 10 для циркуляции воды, а поверхность секций, примыкающая к укладываемому бетону, во избежание прилипания бетонной смеси покрывается эпоксидной гидроизоляцией 11. На нижнем торце внешней секции 2 имеется штроба для фиксатора 12, установленного на фундаменте 1. Во избежании перекоса фермы при подъеме ее опоры располагаются в стабилизаторе 13., К нижней части кольцевой фермы с помощью шарниров 14 крепится радиальная система рычагов 15, приводимых в действие от гидродомкрата 16, установленного в центре опалубки. Опалубка работает следующим образом. Кольцо-поддон 6 устанавливается в нижнее положение, расклиниваютсй уплотнения 7, препятствующие вытекаь ию цементного, молока. Производится укладка и уплотнение бетонной смеси глубинными вибраторами. Устанавливается виброштамп 9 верхнего торца. Далее производится тепловая обработка изделия путем циркуляции теплоносителя в замкнутых радиаторах 10, заложенных в опалубку. После набора бетоном изделия прочности 15-20 кг/см снимается виброштамп, включается гидродомкрат 16 и с помощью системы рычагов 15 элемент кольцом-поддоном поднимается на высоту 15--20 см, благодаря чему по всей поверхности образуется зазор 0,5-0,7 см. Включается нижнее надувное уплотнение 8 и зазор заполняется водой, принимающей температуру нагреваемой опалубки. Кзделие выдерживается во влажной- среде до набора им проектной прочности. Выпускается вода из зазора путем снятия давления в надувном уплотнении 8, и элемент - кольцо трубопровода вынимается из формы и переносится на склад готовой продукции. Производится подготовка к новому циклу - промывается поверхность внутренней и внешней секций опалубки, струей воды под давлением. Удаление воды производится через кольцоподдон с предварительным выпуском воздуха и надувного уплотнения 8. В случае необходимости ремонта (чистки) уплотнителей или поверхности опалубки внешняя секция опалубки снимается и после ремонта (чистки) устанавливается вновь на специальные фиксаторы 12. Далее цикл изготовления сборных железобетонных колец трубопровода повторяется. Такая конструкция опалубки дает возможность изготовить сборные железобетонные элементы практически одних и тех же размеров, что имеет большое значение для трубопровода в целом, и значительно сократить трудоемкость работ из-за отсутствия необходимости сборки и разборки элементов опалубки. Кроме того, металлическая модель после изготовления форм опалубки на одном строительстве может быть отправлена на другое. Такая конструкция опалубки с рычажной системой распалубки, работающей от одного гидроцилиндра, установленного в центре опалубки, дает возможность повысить точность изготовления колец трубопровода и значительно упростить и повысить надежность работы системы по распалубке железобетонного элемента. Формула изобретения Опалубка для изготовления колец трубопровода по авт. св. № 718582, отличающаяся тем, что, с целью повышения точности изготовления колец трубопровода и повышения надежности работы, кольцевая форма с кольцевым поддоном щарнирно соединена с гидродомкратом при помощи системы радиально расположенных рычагов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 718582, кл. Е 04 G 11/20, 1978 (прототип).
V/y//X//yy/1W777//////.
У777777777777//Л
фиг. i
и
