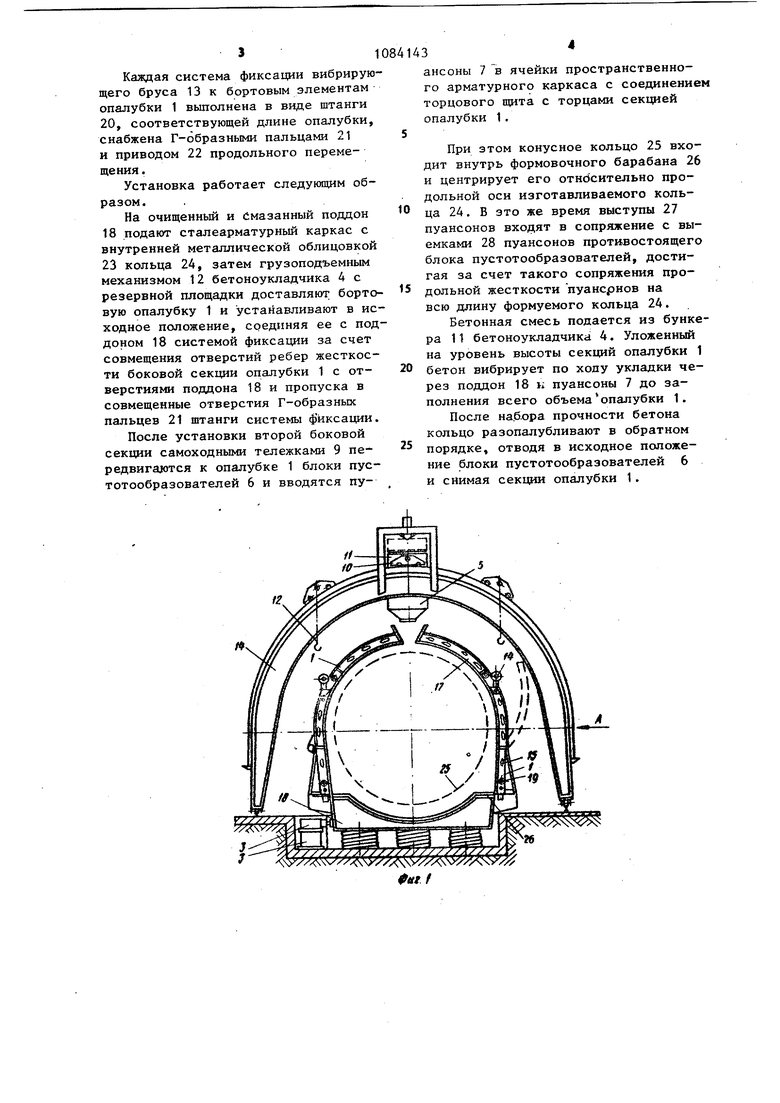
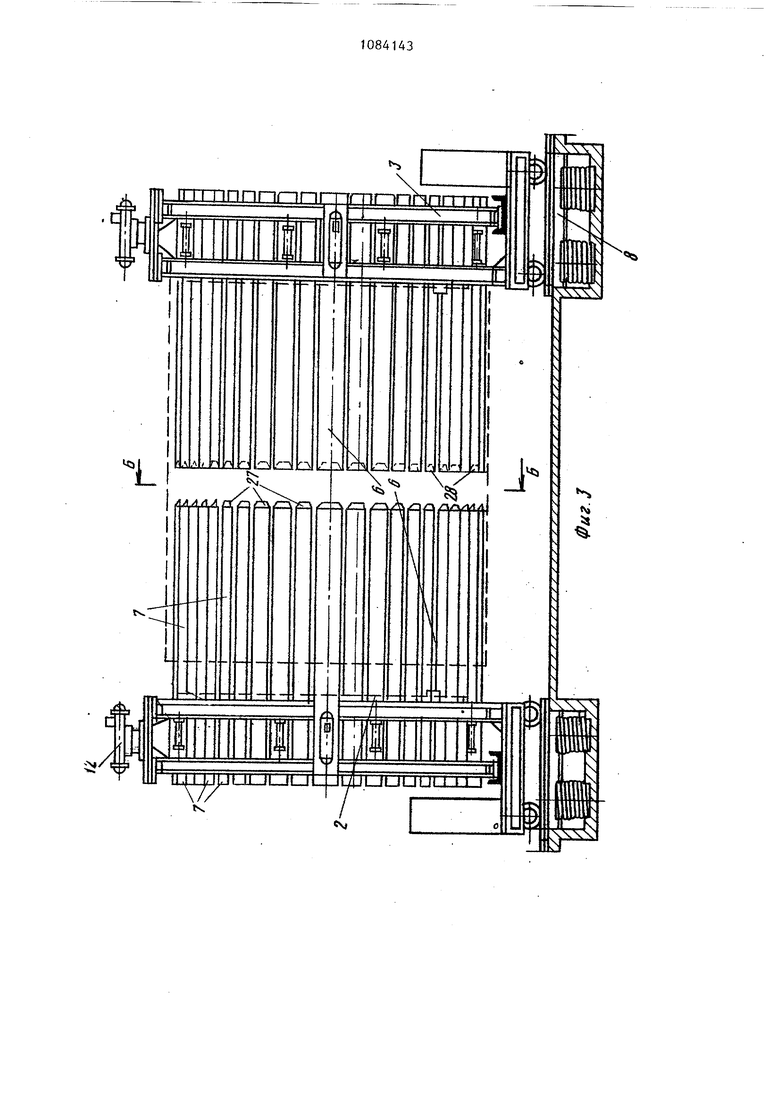
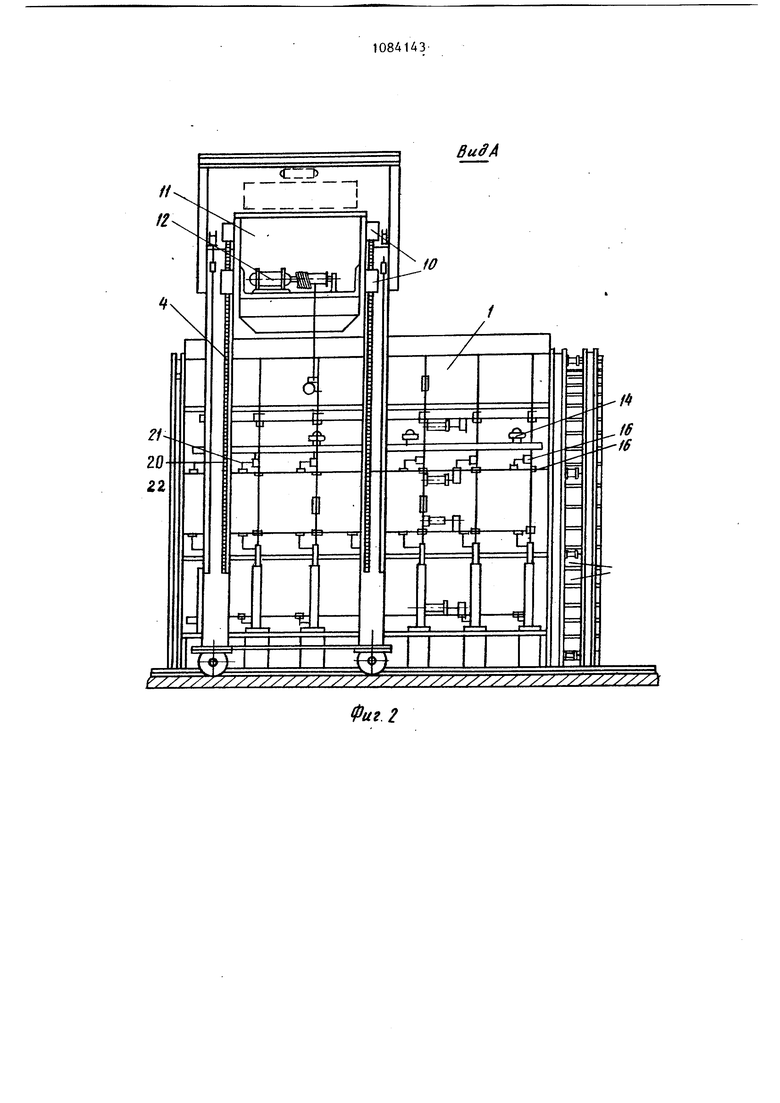
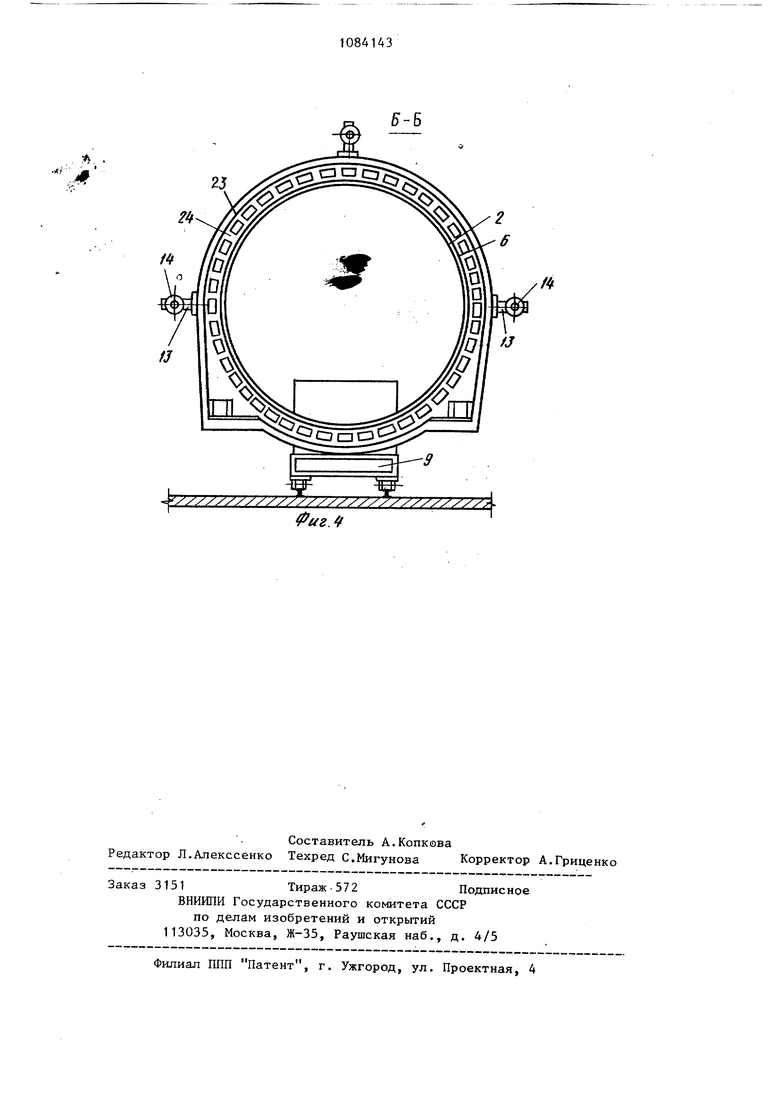
Изобретение относится к производству сборного железобетона, в частности элементов трубопроводов, тоннелей, галерей и других инженерных сооружений. Известна опалубка для изготовления колец трубопровода, содержаща внешнюю и внутреннюю опалубочные секции, стационарно установленные на фундаментах, виброштамп и подвиж ой поддон с приводом из силовых гидродомкратов Г13 Известное устройство не позволяет ИЗГОТОВЛЯТЬ %зделие с пустотами, повысить уровень механизации производственных процессов и увеличить длину изготавливаемых колец. Наиболее близкой к предлагаемой является форма для изготовления сталежелезобетонных колец трубопровода, содержащая составную бортовую опалубку с ребрами жесткости, формующий барабан, вибрирующие приспособления и бетоноукладчик с бункером 2 J. Недостатком этой формы является изготовление изделий с пустотами в стенках в горизонтальном положении Цель изобретения - обеспечение возможности изготовления крупногабаритных железобетонных колец с пустотельгми стенками в горизонтальном положении. Поставленная цель достигается тем, что установка для изготовления железобетонных колец, содержащая составную опалубку с ребрами жесткости, формовочный барабан, вибрирующие приспособления, портальньш бетоноукладчик с бункером, снабжена пустотообразователями, выполненными из двух блоков,.каждьш из которых состоит из комплекта пуансонов, жес ко закрепленных одними концами вобоймах, самоходными тележками, на которых смонтированы обоймы, распо ложенные у торцов опалубки и сопря гаемые с.ними, портальный бетоноукладчик снабжен балансирными тележками, на одной из которых смонтирован бункер, а на другой - груз . подъемный механизм, несущий вибрирующее приспособление в виде расположенного вдоль опалубки бруса с вибраторами и системами фиксации к бортовым элементам опалубки, при этом на нижние секции бортов опалу ки соединены между собой шарнирно по образующей на ребрах жесткости, имеющих стыковочные узлы, а с верхней секцией, поддоном и вибрирующими приспособлениями.- посредством стыковочных узлов, причем портал бетоноукладчика в верхней части выполнен по окружности с радиусом, проведенным из центра опалубки. Каждая система фиксации вибрирующего бруса к бортовым элементам опалубки вьтолнена в виде штанги, соответствующей длине опалубки, снабжена Г-образными пальцами и приводом продольного перемещения. На фиг. 1 схематически изображена предлагаемая установка без блока пустотообразователей, вид с торца; на фиг. 2 - вид А на фиг. 1 (введен один блок пустотообразователей, с правой стороны); на фиг. 3 - блоки пустотообразователей (левый блок частично выведен из отформованного изделия), вид сбоку; на фиг. 4 разрез Б-Б на фиг. 3. Установка содержит составную опалубку 1 с ребрами жесткости, формовочный барабан 2, вибрирующие приспособления 3, портальный бетоноукладчик 4 с бункером 5, пустотообразователи 6, выполненные из двух блоков, каждый из которых состоит из комплекта пуансонов 7, жестко закрепленных одними концами в обоймах 8, самоходные тележки,9, на которых смонтированы . 8, расположенные у торцов опалубки 1 и сопрягаемые с ними, на портальном бетоноукладчике 4 установлены балансирные тележки 10, на одной из которых смонтирован бункер 11, at на другой - грузоподъемньй механизм 12, несущий вибрирукнцее приспособление в виде расположенного вдоль опалубки бруса 13 с вибраторами 14 и системами фиксации к бортовым элементам опалубки, при этом . нижние секции 15 бортов опалубки соединены между собой шарнирно по образующей на ребрах жесткости, имеющих стыковочнБШ узлы 16, а с верхней секцией 17, поддоном 18 и вибрирующими приспособлениями 3 посредством стыковочных узлов 19, причем портал 4 бетоноукладчика в верхней части выполнен, по окружностио с радиусом, проведенным из центра опалубки.
Каждая система фиксации вибрирующего бруса 13 к бортовым элементам опалубки 1 выполнена в виде штанги 20, соответствующей длине опалубки, снабжена Г-образными пальцами 21 и приводом 22 продольного перемещения .
Установка работает следующим образом.
На очищенный и Смазанный поддон 18 подают сталеарматурный каркас с внутренней металлической облицовкой 23 кольца 24, затем грузоподъемным механизмом 12 бетоноукладчика 4 с резервной площадки доставляют бортовую опалубку 1 и устанавливают в исходное положение, соединяя ее с поддоном 18 системой фиксации за счет совмещения отверстий ребер жесткости боковой секции опалубки 1 с отверстиями поддона 18 и пропуска в совмещенные отверстия Г-образньш пальцев 21 штанги системы фиксации.
После установки второй боковой секции самоходными тележками 9 передвигается к опалубке 1 блоки пустотообразователей 6 и вводятся пуfZ
/
аксоны 7 в ячейки пространственного арматурного каркаса с соединением торцового щита с торцами секцией опалубки 1.
При этом конусное кольцо 25 входит внутрь формовочного барабана 26 и центрирует его отнЬсительно продольной оси изготавливаемого кольца 24. В это же время выступы 27 пуансонов входят в сопряжение с выемками 28 пуансонов противостоящего блока пустотообразователей, достигая за счет такого сопряжения продольной жесткости пуансрнов на всю длину формуемого кольца 24.
Бетонная смесь подается из бункера 11 бетоноукладчика 4. Уложенный на уровень высоты секций опалубки 1 бетон вибрирует по ходу укладки через поддон 18 к пуансоны 7 до заполнения всего объемаопалубки 1.
После набора прочности бетона кольцо разопалубливают в обратном порядке, отводя в исходное положение блоки пустотообразователей 6 и снимая секции опалубки 1. XxXXXXXXxXXXXXXXXXXXx XXX BuffA
Фи2.2 УХЛ :.f ие.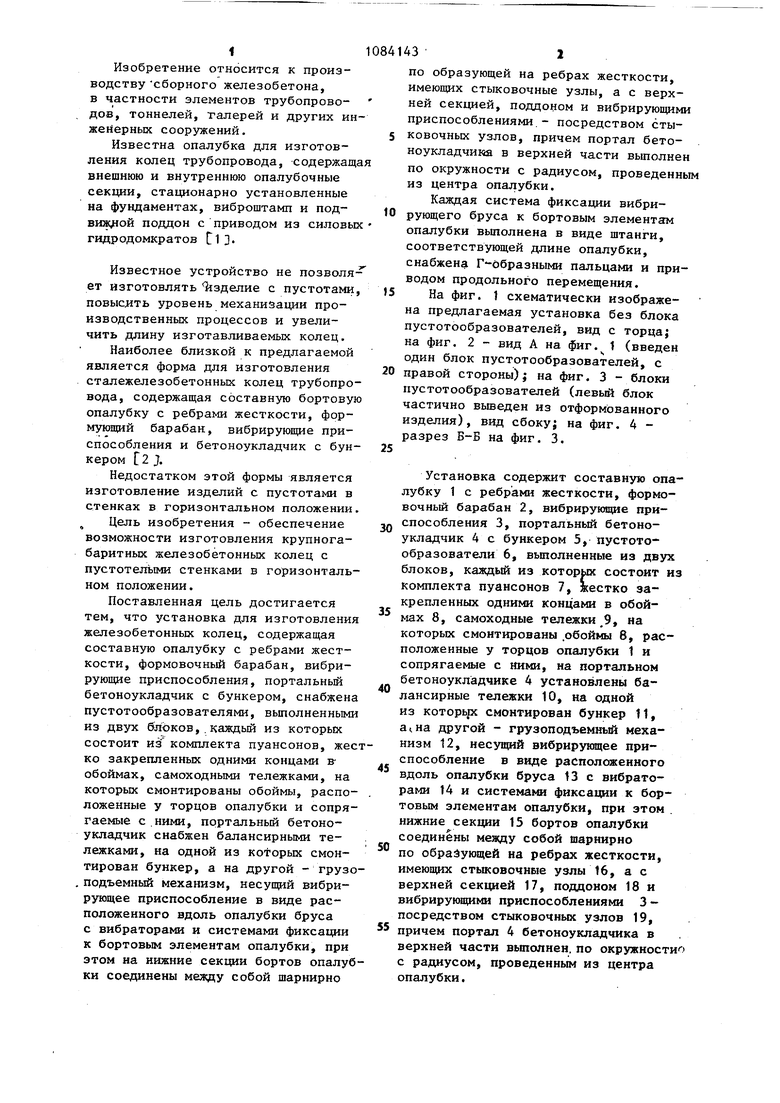
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИЗ ТВЕРДЕЮЩЕГО МАТЕРИАЛА С АРМИРОВАНИЕМ, РИГЕЛЬ, БАЛКА И КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2292262C1 |
| Установка для формования изделий с пустотами из бетонных смесей | 1981 |
|
SU1004109A1 |
| Установка для производства железобетонных труб | 1983 |
|
SU1400889A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Установка для формования тонкостенных, пустотелых железобетонных изделий | 1972 |
|
SU444664A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЖЕЛЕЗОБЕТОННЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2031783C1 |
| УНИВЕРСАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2293652C1 |
| Бетоноукладчик | 1979 |
|
SU905101A1 |
| Установка для формования объемныхэлЕМЕНТОВ | 1979 |
|
SU837877A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU433028A1 |
1. УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ КОЛЕЦ, содержащая составную опалубку с рвбра(«1 жесткости, формовочный барабан, вибрирукицие приспособления, портальный бетоноукладчик с бункером, отличающаяся тем, что, с целью обеспечения возможности изготовления крупногабаритных железобетонных колец с путотелыми стенками в горизонтальном положении, она снабжена пустотообразователями вьшолненными из двух блоков, каждый из которых состоит из комплекса пуансонов, жестко закрепленных одними концами в обоймах, самоходными тележками, на которых смонтированы обоймы, расположенные у торцов опалубки и сопрягаемые с ними, портальный бетоноукладчик снабжен балансирными тележками, а одной из которых смонтирован бункер, а на другой - грузоподъемный механизм, несущий вибрирукйцее приспособление в виде расположенного вдоль опалубки бруса с вибраторами и системами фиксации к бортовым элементам опалубки, при этом нижние секции бор- ; тов опалубки соединены между собой шарнирно по образующей на ребрах жесткости, имеющих стыковочные узлы, а с верхней секцией, поддоном и вибрирующими приспособлениями посредством стыковочных узлов, причем портал бетоноукладчика в верхней части выполнен по окружности с радиусом, проведенным из центра опалубки. 2, Установка по п. 1, о т л и чающаяся тем, что каждая система фиксации вибрирукяцего бру00 4: са к 6optoBbiM элементам опалубки выполнена в виде штанги, соответст- , вующей длине опалубки, снабжена Г- образными пальцами и приводом продольного перемещения. ОО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Опалубка для изготовления колецТРубОпРОВОдА | 1979 |
|
SU846695A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проект технологической части полигона ЖБИ Загорской ГАЭС, № 260-28-22,Гидропроект, М., 1980 | |||
