1
Изобретение относится к области строительства н может быть использовано при производстве железобетонных трубопроводов большого диаметра.
Известна опалубка для изготовления колец трубопровода, выполненная в виде неразъемной металлической формы 1.
Недостатками этой опалубки являются высокая трудоемкость опалубочных работ и значительная металлоемкость опалубки.
Наиболее близким техническим решением к предложенному является опалубка для изготовления колец трубопроводов, включающая разъемные металлические секции 2.
Недостатком этой опалубки также является высокая трудоемкость работ.
Цель изобретения - уменьшение трудозатрат при производстве колец.
Указанная цель достигается тем, что опалубка для изготовления колец трубопроводов, включающая внешнюю и внутреннюю опалубочные секции, установленные на фундаментах, снабжена виброштампом и кольцевой фермой с кольцевым поддоном, которая установлена на фундаментах при помощи гидродомкратов, причем виброштамп установлен в верхней части секций, а каж2
дая секция выполнена с технологическим уклоном.
С целью исключения вытекания бетонной смеси кольцевой поддон снабжен двумя уплотнителями, один из которых выполнен в виде резинотканевой прокладки, а другой- в виде надувного эластичного элемента.
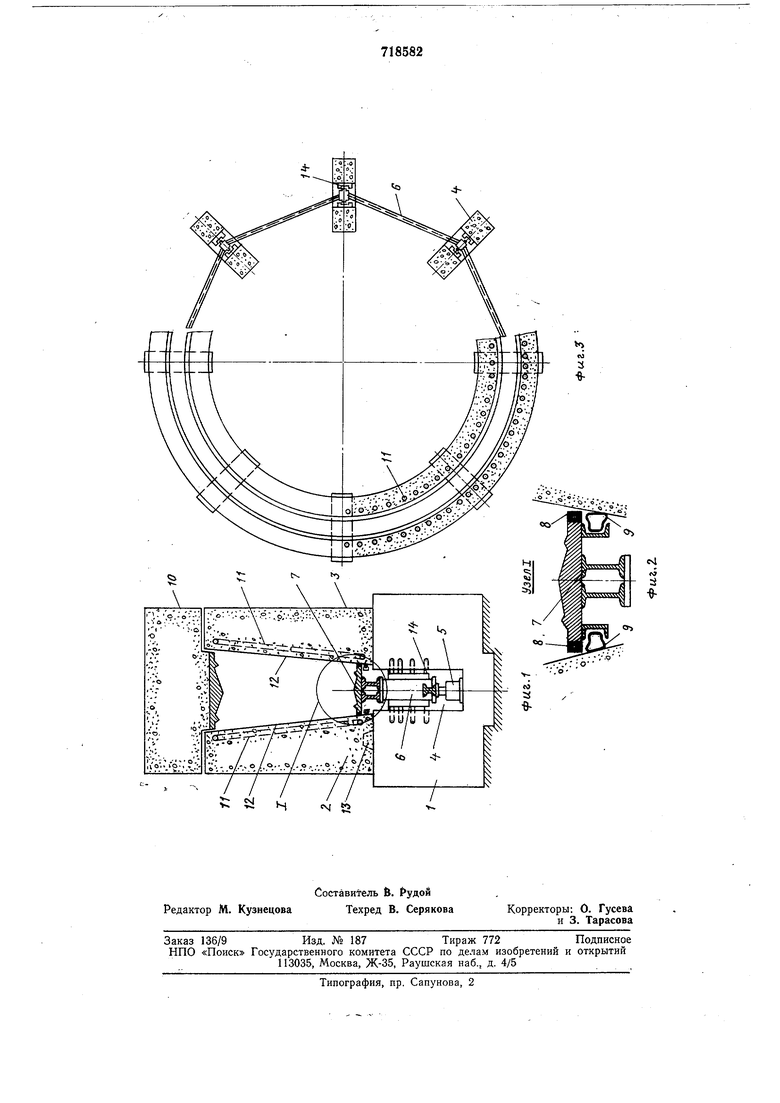
На фиг. 1 показана опалубка в разрезе; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - опалубка в плане.
Опалубка для изготовления колец трубопровода включает фундаменты 1, на которых установлены внешняя опалубочная секция 2 и внутренняя опалубочная секция 3. В каждом фундаменте выполнена ниша 4, в которой установлен гидроцилиндр 5. На гидроцилиндры 5 помещена кольцевая ферма 6, поверх которой смонтирован кольцевой поддон 7, имеющий с каждой стороны уплотнение, одно из которых выполнено в виде резинотканевой прокладки 8, а другое - в виде надувного эластичного элемента 9.
На верхних торцах секций установлен виброштамп 10.
В секциях 3 и 2 выполнены радиаторы 11 для циркуляции воды, а поверхность секций, примыкающая к укладываемому бетону, во избежание прищпацня к ней бетонной смеси покрывается эпоксидной гидроизоляцией 12. На нижнем тбрйевнешней секции 2 имеется штраба для фиксатора, 13, установленного на фундаменте 1. Во избежание перекоса фермы при подъеме ее опоры располагаются в стабилизаторах 14.
Работа опалубки осуществляется следующим образо,. . . . - ...
Крльц.евой поддон 7 устанавливают в нижнее положение и расклинивают резинотканевую прокладку 8, препятствующую вытеканию цементного молока.
Устанавливают арматурный каркас с закладными деталями и фиксаторами защитного слоя и укладывают бетонную смесь. Производится уплотнение бетонной смеси глубинными вибраторами. Устанавливается виброщтамп 10 верхнего торца. Далее ведется тепловая обработка изделия путем циркуляции теплоносителя в замкнутых радиаторах И, заложенных в опалубку. После набора бетонЪм изделия прочности 15-20 кг/см снимается виброштамп, в.ключается система гидроцилиндров иэлёмент кольцевым поддоном поднимается на 15- 20 см, благодаря чему до всей поверхности образуется зазор 0,5-0,7 см. Включаются надувной эластичный элемент 9, и зазор заполняется водой, принимающей температуру нагреваемой опалубки. Изде.лие в.ыдерживается во влажпой срёдедо набора им проектной прочности. Выпускается вода из зазора путем снятия давления в элементе 9, и готовое кольцо трубопровода вынимается из формы и переносится на склад готовой продукции.
.i.-rj /t-K Л-1 ;;i, 11 :
Производите подготовка к следующему цикл) - промуваетсд поверхность внутренней и внешнейсёкций опалубки струей воды, под давл ением. Удаление воды производится через кольцевой поддон с предварительным выпуском воздуха из надувного элемента 9.
Формула изобретения
1. Опалубка для изготовления колец трубопровода, включающая внешнюю и внутреннюю опалубочные секции, установленные на фундаментах, отличающаяся тем, с целью уменьшения трудозатрат
при производстве колец, опалубка снабжена виброштампом и кольцевой фермой с кольцевым поддоном, которая установлена на фундаментах при помощи гидродомкратов, причем виброштамп установлен в верхней части секций, а каждая секция выполнена с технологическим уклоном.
2. Опалубка по п. 1, отличающаяся тем, что, с целью исключения вытекания бетонной смеси, кольцевой поддон снабжен
двумя уплотнителями, один из которых выполнен в виде резинотканевой прокладки, а другой - в виде надувного эластичного элемента.
Источники информации,
принятые во внимание при экспертизе
1. Рабидович Д. Л., Березницкий Л. В., Сагалов В. t. Оборудование для формования железобетонных труб большого диаметра. М., 1965, с. 12.
2. Проект 34ЩН «Металлическая форма для изготовления железобетонных труб диаметром 4000 мм. Чертеж № 34044 Гидроста лйпроекта. Запорожье, 1963.
4
л
s
е
| название | год | авторы | номер документа |
|---|---|---|---|
| Опалубка для изготовления колецТРубОпРОВОдА | 1979 |
|
SU846695A1 |
| Установка для изготовления железобетонных колец | 1982 |
|
SU1084143A1 |
| Устройство для возведения здания из монолитного железобетона | 1980 |
|
SU1044756A1 |
| Опалубка | 1987 |
|
SU1491997A1 |
| Пневматическая опалубка для возведения монолитных железобетонных сооружений | 1981 |
|
SU996682A1 |
| Опалубка для бетонирования перекрытий из монолитного железобетона | 1981 |
|
SU996683A1 |
| СПОСОБ ВОЗВЕДЕНИЯ СТРЕЛЬЧАТЫХ КУПОЛЬНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2694455C2 |
| СПОСОБ ВОЗВЕДЕНИЯ СООРУЖЕНИЙ, УСТОЙЧИВЫХ К ВОЗДЕЙСТВИЮ ЗЕМЛЕТРЯСЕНИЙ | 2009 |
|
RU2452824C2 |
| Агрегат для сооружения горных выработок с монолитной бетонной обделкой | 1977 |
|
SU905480A1 |
| ПЕРЕСТАВНАЯ ОПАЛУБКА Н.Р. ЯНСУФИНА | 2005 |
|
RU2290485C2 |