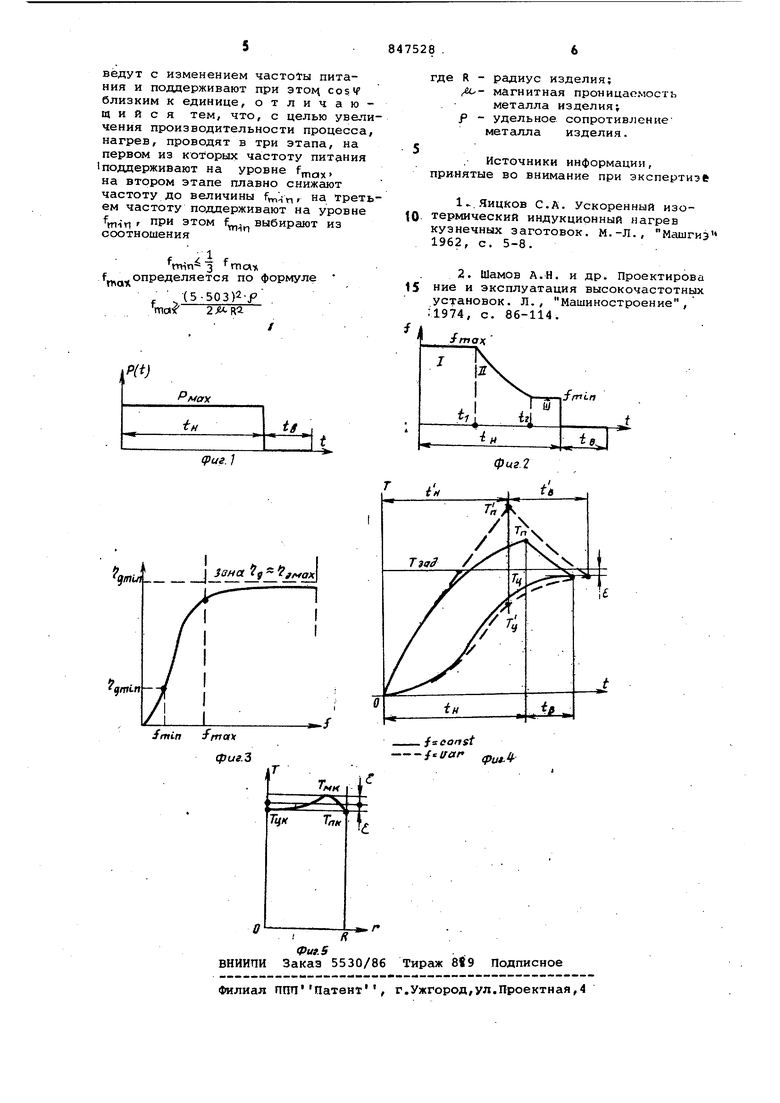
р- удельное сопротивление металла изделия. На фиг. 1 изображена программа изменения мощности P(t) во времени; на фиг. 2 - программа изменения частоты f(t) во времени; на фиг. 3 зависи 1ость электрического КПД сис|Темьа индуктор - изделие от частоты; на.ф,иг. 4 - кривые изменения вС.,Бгемени- температур поверхности и центра изделия при регулировании частоты Tp(t) и Tu,(t) и при постоян ТД (t); на ной частоте Т, фиг. 5 - распределение температуры по радиусу нагреваемого изделия Т(г) в конце оптимального процесса Оптимальный процесс цикла органи зован следующим образом. На протяжении определенного нагр ва потребляется максимальная мощнос ,На этом интервале частота питаквдего тока изменяется по трем участка I, II, ill. На участке I частота f fma-n - cpnst , где fma% целесообразно выбирать из соот ношения 5-503Я-Р т.еч когда обеспечивается достаточно высокий электрический КПД. При этом желательно работать на частоте, соответствующей нижнему пределу этого соотношения, так как чем ниже частота, тем более равномерно прогревается изделие. Однако выбор ниже рекомендуемого уровня резко снижает КПД и тем самым умен шает мощность, выделяющуюся в изде лии, что увеличивает время нагрев На участке нагрева кривые Тц(1), Tn(t) .и TL| (t) и Tf, (t) температу в центре изделия и на поверхности совпадают. На участке II при t t где t - время начала уменьшения частоты, частота плавно снижается ml п. где f /|ffndX-nPH - г. этом перепад температур поверхност и центра Т - ТцВ предлагаемом спо собе снижается по сравнению с известными способами. Это объясняется более интенсивным прогревом глу бинных слоев изделия. В момент времени tg частота достигает своег нижнего значения и на третьем этапе поддерживается на этом уровн Перепад температур поверхности и центра продолжает уменьшаться, В м мент времени t нагрев прекргодает ся и начинается этап выдержки, дли тельность которого tg. Этот этап заканчивается, когда температура поверхности и центра сравниваются. В этом случае температуры всех про межуточных слоев попадут в заданны допуск температур по сечению заготовки Тгад ± € Закон изменения частоты на участке И зависит от геометрических, теплофизических и электромагнитных параметров и может быть рассчитан известными методами, поскольку оегулирование частоты в процессе нагрева приводит к изменению cos системы индуктор - изделие, необходима автоматическая стабилизация требуемой величины cosif. Рассмотрим процесс нагрева цилиндрического слитка из титанового сплава диаметром 960 мм до . На первой стадии процесса поддерживается максимальная мощность нагрева Pnicix 100 кВт/м и частота f 50 Гц. Эта стадия заканчивается в момент t-( достижения температуры поверхности слитка, равной 0,8 Тзд. и составляющей 840.. Соответствующее значение t 61 мин. Затем при Vnc( кВт/м частота снижается по закону (58 ехр)-О,08{t-t)-15 до значения f,12 Гц в течение t - t 16,2 мин, после чего частота выдерживается на уровне f,-, 12 Гц по-прежнему при полной мощности нагрева Рт,с( кВт/м- на протяжении t - ,6 мин. Момент t фиксируется по достижению температуры поверхности слитка равной 1,1 Т-за; у И О С. На этом заканчивается интервал нагрева, длительность которого ty, 61 + 16,2 + 4,6 81,8 мин. На втором интервале выравнивания температур длительностью 11,6 мин источник питания полностью отключается. Момент окончания всего процесса фиксируется при достижении равенства температуры поверхности и центра слитка на уровне . Длительность процесса нагрева t + tg 81,8 + + 11,6 93,4 мин при точности нагрева . Минимальное процесса нагрева при постоянной частоте f 50 Гц const составляет для той же точности () 99,5 мин. Таким образом, использование предлагаемого способа сокращает время процесса на s; 6%. Использование предлагаемого способа позволяет снизить общее время всего цикла нагрев - вьщержка в среднем на 10% при сохранении точности распределения температур по сечению изделия. Формула изобретения Способ термообработки металлических изделий в индукторе, при котором производят нагрев изделийподключением индуктора на полное напряжение питаиия на заданное время, затем отключают индуктор и вьадержживают изделие в течение времени, необходимом для выравнивания температуры по сечению, причем нагрев
ведут с изменением частоты питания и поддерживают при этоц cos if близким к единице, отличающийся тем, что, с целью увеличения производительности процесса, нагрев, проводят в три этапа, на первом из которых частоту питания 1 поддерживают на уровне на втором этапе плавно снижают частоту до величины fmVn на третьем частоту поддерживают на уровне , при этом f, выбирают из соотношения
rnan определяется по формуле
man
(5-503)-/
mcjui 2-e.RCl
где R - радиус изделия;
А магнитная проницаемость . металла изделия;
Р - удельное сопротивление металла изделия.
Источники информации,
принятые во внимание при экспертизе
1-.ЯИЦКОВ С.А. Ускоренный изотермический индукционный нагрев
кузнечных заготовок. М.-Л., Машгиэ 1962, с. 5-8.
2. Шамов А.Н. и др. Проектирова ние и эксплуатация высокочастотных установок. Л., Машиностроение, ;i974, с. 86-114.
f тац 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2039420C1 |
| Способ управления индукционной нагревательной установкой | 1986 |
|
SU1431078A1 |
| Способ управления поверхностным нагревом заготовок | 1984 |
|
SU1173563A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2167502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2751070C2 |
| Индукционное нагревательное устройство | 2020 |
|
RU2759171C1 |
| Способ закалки стрелочных остряков | 1983 |
|
SU1157091A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С КОНТРОЛЕМ ПОЛЯ ДОПУСКА ТЕМПЕРАТУРЫ ДЕФОРМАЦИИ | 2018 |
|
RU2691815C1 |
| СПОСОБ ВЫГРУЗКИ ГЕКСАФТОРИДА УРАНА ИЗ СТАЛЬНЫХ КОНТЕЙНЕРОВ И УТИЛИЗАЦИИ ЭТИХ КОНТЕЙНЕРОВ | 2002 |
|
RU2244683C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (a+b)- ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2690262C1 |
JffMCl
I
.fsconst ilrar J..
