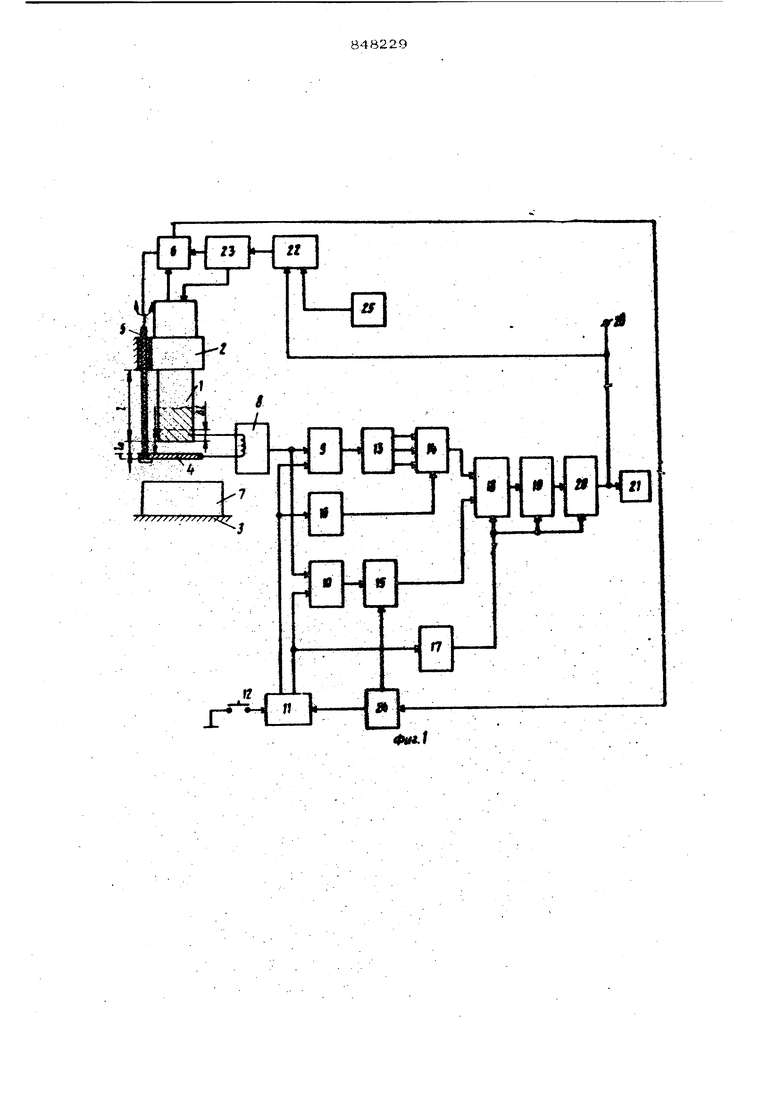
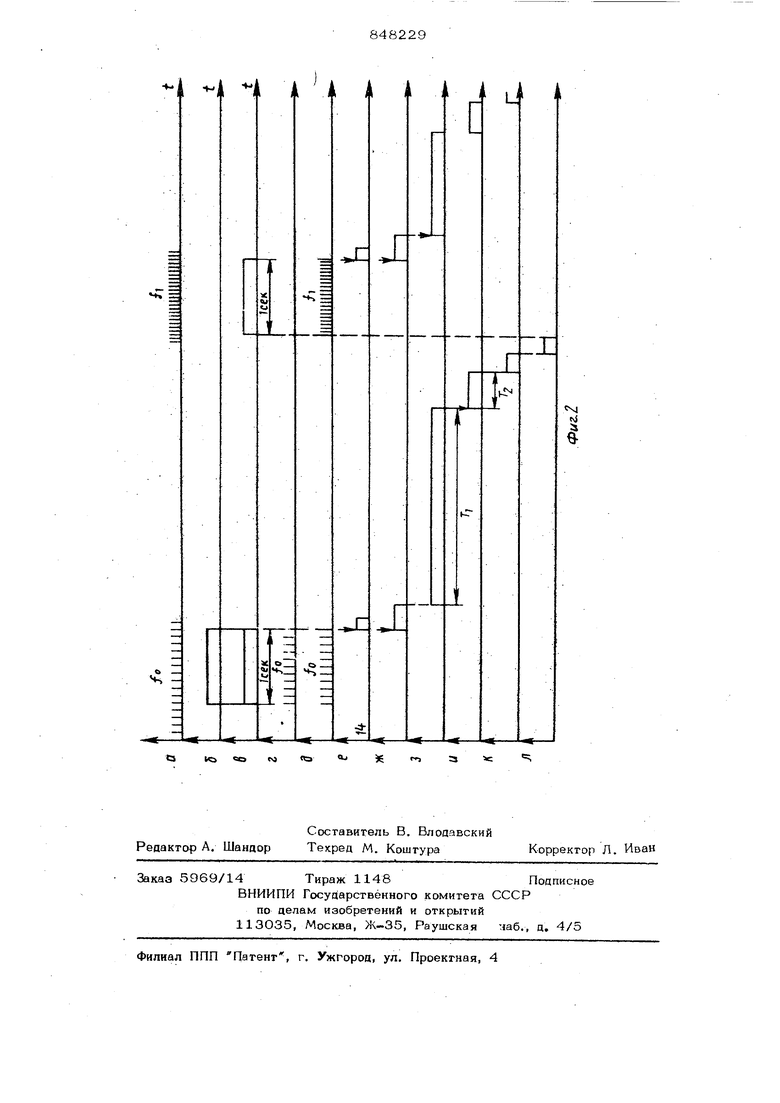
отведенном положении и вспомогательной пластиной. Пс ставленная цель достигается также тем, что в устройстве для измерения износа, содержащем механизм отвода шпинделя с электродом-инструментом на позицию измерения с регулятором подачи на входе и датчик положения электрода-инструмента со схемой считывания положения, согласно изобретению, датчик положения электрода-инструмента выполне в виде закрепленной на позиции измерения на станине и изолированной от нее поворотной от привода пластины, а схема считывания положения, состоит из задающего генератора, двух схем совпадения, таймера с кнопкой Пуск на первом вкоде и формирователем сигнала сброса на втором, формирователей сиг- нала записи и сигнала разрешения вы- числения износа, двух счетчиков и оперативного заклинивающего устройства, блоков деления частот и возведения в квадрат, блока вычисления износа, таймер-преобразователя И схемы преднебор причем емкость, образуемая рабочим торцем электрода-инструмента и пластино на позиции измерения введена в резонансный контур задающего генератора, выхо которого соединен с первыми входами двух схем совпадения, второй вход перво схемы совпадения и вход формирователя сигнала записи подключены к первому выходу таймера, а второй вход второй схемы совпадения и вход формирователя сигнала разрешения вычисления подсоединены ко второму выхоцу таймера; второй выход формирователя сигнала сброса подсоединены ко входу установки второго счетчика в нулевое состояние; выход первой схемы совпадения к счетному вхо ду первого счетчика, выходы которого подсоединены к информационным входам оперативного запоминающего устройства, которое своим входом разрешения записи подключено к выходу формирователя сигнала записи, а .выходом к первому входу блока деления частот, второй вход которого подсоединен к выходу второго сче чика, своим счетным входом .подсоединенного к ВЫХОДУ второй схемы совпадения, выход блока деления частот сое динен с входом блока возведения в квадрат, подсоединенного своим выходом к входу блока вычисления износа со схемой индикации на выходе, подсоединенного к первому входу таймера-преобра13ователя со схемой преднабора на втр - ром входе, входы разрешения вычиглоиия локов деления частот, возведения в квадрат и вычисления износа под .оединены к выходу формирователя сигнала вычисления, выхол таймер-преобразователя подсоединен ко входу регулятора, второй выход которого подсоединен Ко второму входу привода поворота пластины, первый выход которого подключен к входу формирователя сигнала сброса, а вход ко входу механизма отвода электрода-инструмента. Целесообразно это устройство снабдить блоком схемы переключения режимов обработки, который подсоединен к выходу блока вычисления износа. На фиг. 1 изображена блок-схема устройства измерения, износа электрода-инструмента, на фиг. 2 - диаграммы сигналов и их временная расстановка, при измерении износа. На фиг. 1 пунктиром отмечен износ электрода-инструмента (ЭЙ) При этом емкость между ЭИ и плотностью Сд С- o 4Jr&n - диэлектрическая проницаемость, -площадь ЭИ, -расстояние между ЭИ и пластиной, обратно пропорциональное CQ, -расстояние между ЭИ после обработки детали и пластиной при этом емкость между ЭИ и пластинойВ результате измерение емкости между ЭИ и пластиной что соответствует Износу ЭИ. наД6-8 -6,., (4} Введя вышеуказанную емкость в резонансный контур генератора, получим частоты на выходе генератора, причем увеличение частоты пропорционально увеличению износа. Если начальная частота контура при расстоянии между ЭИ и пластиной f 3 о где Ь - индуктивность контура генератора. 58 После обработки детали элекгроцоминструментом послецний износится и частота на выхоае генератора будет fi Д М Если изменить .относительный износ электрода-инструмента на безизносных режимах v-(.V где Е- - длина ЭЙ от его торца до базы шпинделя, ui - абсолютный износ ЭЙ, преобразуя равенство ()4(4 где К 9) тогца износ V К (1- -| )Ио; Предлагаемый способ осуществляется устройством, которое содержит электродинструмент (ЭЙ) 1, который закреплен в шпинделе 2 механизма отвода электрода-инструмента на позицию измерения электроэрозионного станка 3 и забазирован относительно станины станка 3. На расст янии от торца ЭЙ 1 закреплена пластин 4 на оси 5,. соединенная с устройством поворота 6 пластины. На станине станка 3 закреплена обработанная деталь 7. Вход генератора 8 соединен одной клеммой с ЭЙ 1, а другой - с пластиной 4. Выход генератора В соединен с первыми входами схем совпадения 9 и 10. Второй вкод схемь.1 совпадения 9 подключен к первому выход таймера 11, а второй вход схемы совпадения 10 подключен ко второму выходу таймера 11. Первый вход запуска таймер 11 подключен к кнопке 12. Выход схемы совпадения 9 подключен к счетному входу счетчика 13, а информационные выходысчетчика 13 подсоединены к информационным входам оперативного запоминающего устройства ОЗУ 14. Выход схемы сов падения 1О подсоединен к счетному входу счетчика 15. Первый выход таймера 11 под ключен еше ко входу формирователя 16, записи, выход которого подсоединен к виздузаписиОЗУ 14. Второй выход таймера 11 подключен еще ко входу формирователя 17 разрешения вычисления износа выход которо го подключен ко входам разрешения вычисле ния следующих блоков; деления 18, возве- 9 .дения в квадрат (: ) - 19 и вычисления износа 20. Выход ОЗУ 14 подключен к первому входу блока деления 18. Выход счетчика 15 подключен ко второму входу блока деления- - 18. Выход схемы деления 18 подсоединен ко входу блока возведения в квадрат 19, а выход подсоединен ко входу блока вычисления износа 20. Выход блока вычисления износа 20 подсоединен ко входу блока индикации 21, а также к первому входу таймера- преобразователя- 22. Выход таймера-преобразователя 22 подключен ко входу регулятора 23, первый выход которого подсоединен к шпинделю 2 станка 3, а второй выход подсоединен к устройству 6 поворота пластины 4. Выход устройства 6 поворота подключен ко входу формирователя сигнала сброса 24 счетчика 15 и запуска таймера 11. Первый выход формирователя .подсоединен ко входу i сброса счетчика 15, а второй выход формирователя 24 ко второму входу запуска таймера 11. Второй вход таймера-преобрасзователя 22 подсоединен к выходу схемы 25 прецнабора. Вход схемы 26 переключения режимов подключен к выходу блока вычисления износа 2О. Устройство для измерения износа электрода-инструмента работает следующим образом. Установленный в шпинаеле механизма отвода электрода-инструмента на позицию измерения 2 электроэрозионного станка электрод-инструмент 1 фиксируют в строго определенном положении относительно пластины 4, расположенной -jia оси 5 вращения, закрепленной на стани-не 3. Пластина 4 поворачивается вместе с изолированной осью 5 устройством 6, при измерении износа фиксированное положение п%1пендикул$фно оси движения шпинделя 2. При обработке детали 7 пластина 4 возвращается в исходное состояние устройства 6 поворота, при котором она не может обрабатывать деталь 7 электродом-инструментом 1. Введенная пластина 4 с торцом электрода-инструмента 1 образуют емкость С,, (Cj ). Вход генератора 8 подключен к этой емкости. Емкость Со вносится в резонансный контур генератора 8, и при этом генератор 8 выдает сигнал с частотой {, которая с: выхода последнего поступает на первые вхоцы схем 9 и 1О совпадения. При нажатии кнопки 12 таймер 11 Вырабатывает импульс длительностью 1 (возможны другие длительности) с высокой гочнсх;гью не хуже 0,01%. При на жагии кнопки 12 импульс появляется сра на двух выходах таймера 11 и поступае на вторые входы схем 9 и 1О совпадения, разрешает прохождение сигнала зада ющегр генератора. На выходах схем 9 и 10 совпадения и появятся сигналы с час тотой fg , которые поступают на счетные вхоцы счетчиков 13 и 15 с выхода схемы 9 совпадения на вход счетчика 13, а с выхода схемы 10 на вход счетчика 15. По окончании выдачи импульса раз- решения таймером 11 задним фронтом этого импульса запускаются по входам формирователи сигнала записи 16 и формирователя сигнала выполнения вычислений 17. При приходе сигнала записи на вход записи а ОЗУ 14 с формирователя 16 в ОЗУ производится .запись информации из счетчика 13, которая хранится в ОЗУ на все время обработки детали 7 и измерения износа электрода-инструмента 1. С выхода ОЗУ 14 инфop шция поступает на вход блока деления т (18), -э на другой вход блока деления 18 поступает сигнал с выхода счетчика 15. Операция вычисления начинается с приходом импульса разрешения вычисления с выход формирователя 17. Импульс разрешения , вычисления одновременно приходит на входы размещения блока возведения в квадрат 19, блока вычисления износа 20. Сигнал с выхода схемы целения --- - 18 поступает на схемы 19 возведения в квадрат )i с выхода последней на блок вычисления износа 2О по формуле (10). С выхода блока вычисления износа 2О сигнал поступает на схему 21 индикации. При начальном измерении на схе ме 21 индикации показан износ ноль. Код износа с выхода блока вычисления износа .20 поступает на вход схемы таймера-преобразователя 22, который преобразует величину кода числа в длительность импул зса в обратнопропорциональ- ной зависимости, т.е. чем больше величина зкзакодйрованного числа, тем меньше алитальность вырабатываемого им пульса и наоборот, чем меньше длительность вырабатываемого импульса. Так ка на вход схемы первоначально происходит крц нулевого износа, то при этом таймер - преобразователь 22 воспринимает код нуля как команду на переключение ко входу схемы преднабора 25, на который подается код наперед заданного изн са. Таймер-преобразователь22, вырабатыв ет импульс, Н|юпорциональный этому закодированному числу, который поступает на вход управления регулятора 23, который производит регулирование процесса обработки в течение времени, выработанного таймером-преобразователем 22. По окончании импульса таймера-преобразователя 22 регулятор 23 отводит электродинструмент в исходное положение и выдает сигнал управления на устройство 6 поворота пластины 4. Пластина 4 поворачивается и фиксируется под торцом электрот да-инструмента 1 в положении точно соответствующем первоначальному измерению износа. По окончании установки пластины в фиксированное положение устройство 6 поворота выдает сигнал на вход формирователя 24, который вырабатывает на первом своем выходе импульс сброса информации счетчика 15, который поступа ет на вход сброса. С второго выхода схемы формирователя 24 после импульса сброса счетчика поступает импульс запуска таймера 11, причем при запуске таймера 11 от формирователя 24, импульс таймера 11 поступает только на второй выход и далее на второй вход схемы совпадения 1О, который разрешает счет только счетчиком 15импульсов,по- ступаемых с выхода гене эатора 8. При втором измерении емкость между торцом электрода-инструмента 1 и пластиной 4 уменьшилась за счет износа электродаинструмента 1 в процессе электроэрозионной обработки детали 7. При этом емкость С вносится в контур генератора 8 и последний генерирует частотуf более высокую, чем при первичном измерении и которую фиксирует счетчик 15 за время измерения (например, 1 с). Схема деления 18, на второй вход которой приходит эта частота с выхода счетчика 14, которая сравнивается с частотой, записанной в ОЗУ 14, т.е.-г, выдает сигнал на блок возведения в квадрат 19, где получаем §4- , далее на блоке вычисления износа 20 преобразуем по формуле (Ю), т.е. V О, и с выхода блока вычисления износа 2О получаем код числа, пропорциональный износу электродаинструмента 1, который поступает на схему индикации 21, которая индицирует износ электрода-инструмента 1. Код с ; выхода блока вычисления износа 2О поступает на вход таймера - преобразователя 22, так как код числа пропорционального износу больше нуля, то схема преднабора 25 блокируется и таймер-преобразователь вырабатывает импульс длительностью обратно пропорционально получен ному кодувеггичины износа и включает |регулятор на время обработки равное длительности импульса, вырабатываемого таймером-преобразователем 22, при этом перец началом обработки регулятор 23 выдает команду на поворот оси 5 плас- гины 4, которая выводится из-под электрода-инструмента 1, давая возможность пролзводить обработку детали 7. По окон чании времени импульса - таймера-преобразователя 22 весь цикл повторяется снова, причем, последующее измерение производится тем чаще, чем износ электрода-инструмента больше. Нажатием кно ки 12 возможно повторение первоначального измерения в любой момент обработк причем при этом цикл измерения начинается сначала. Выход кода числа износа с выхода блока вычисления износа 2О подается на клемму 26 подключения блок изменения режимов генератора технологи- ческого тока, где производится автоматическая подстройка генератора с целью уменьшения износа электрода-инструмента 1. На фиг. 2 представлены временные диаграммы работы устройства для осуществления, способа износа электродаинструмента при электроэрозионной обработке. Диаграммы а - сигнал на выходе задающего генератора при п вичном измерении Q и при вторичном измерении ,, , причем { ,, пропорционально уменьшению емкости между торцом электродаинструмента 1 и пластиной 4; б - импуль на выходе таймера 11, который формируется только при нажатии кнопки 12 (длительность импульса 1 с); в сигнал на 2-ом выходе таймера 11,который формируется и при нажатии кнопки 12 и при запуске по второму входу от формирователя 24 (длительность импульса 1 с) г - сигнал на выходе схемы 9 совпадения, который регистрируется счетчиком 13 за время 1 с и записывает ся в ОЗУ 14 с частотой fcj, д - сигнал на выходе схемы 10 совпадения, кото рый регистрируется счетчиком 15 за время .1 с, е - импульсы на выходе формирователя 16, поступающие на вход записи 14 ж - импульсы на выходе формирователя 17, поступающие на входы разрешения вычисления блоков деления 18, возведения в квадрат 19 и вычисления износа 2О; з - импульсы на выходе таймера-преобразователя 22, длительност Т I которых зависят от кода величины износа Наперед заданного лли полученного в результате вычисления блоком 2О И - импульсы длительностью Т,2,, вырабатываемые регулятором 23 на отвод электрода-инструмента 1 и поворота пластины, 4 в положение измерения износа к - импульсы сброса счетчика 15, вьфабатывае мые фоомирователем 24 по второму выходу; л - импульсы запуска таймера 11, формируемые по второму выходу формирователя 24. Экономический эффект от использования изобретения создается за счет снижения брака При изготовлении деталей на электроэрозионных копировально-прошивочных станках. Формула изобретения 1.Способ измерения износа электрода-инструмента при электроэрозионной обработке изделий, включающий периодический отвод электрода «нструмента на позицию измерения и определение положения рабочего торца электрода-инструмента относительно установленного до начала обработки, отличающийс я тем, что, с целью повышения точности измерений до начала обработки на позиции измерения в фиксированном положении относительно рабочего торца электрода-инструмента устанавливают вспомогательную пластину и износ электрода инструмента определяют по изменению емкости между рабочим торцем электродаинструмента в крайнем отведенном положении и вспомогательной пластиной. 2.Устройство для измерения износа электрода-инструмента при электро ро- зионной обработке изделий, содержащее . механизм отвода шпинделя с электродоминструментом на позицию измерения с регулятором поаачи на входе и датчик положения электрода-инструмента со схемой считывания положения, о т л и- чающееся тем, что датчик положения элекгрода.ч1нструмента выполнен в виде закрепленной на позиции измерения на станине и изолированной от нее поворотной от привода пластины, а схема считывания положения состоит из задающего генератора, двух схем совпадения, таймера с кнопкой Пуск на первом входе и формирователем сигнала сброса на втором, формирователей сигнала записи и сигнала разрешения вычисления износа, двух счетчиков и оперативного заклинивающего устройства, блоков деления частог и бозееаения в квадрат, блока вьписления износа, таймер-преобразователя и
схемы преанабора, причем емкость, образуемая рабочим горном эяектроца-инструменГа н пласгиной на позиции измерения введена в резонансный контур задающего генератора, выход которого соединен с
первыми входами двух схем совпацения Ьтгорой вход первой схемы совпадения и вход формирователя сигнала записи подключены к первому выходу таймера, а второй вход второй схемы совпадения и Вход формирователя сигнала разрешения вычисления подсоединены ко второму выходу таймера, второй выход формирователя сигнала сброса подсоединен ко входу установки счетчика в нулевое состояние, выход первой схемы совпадения к счетном входу первого счетчика, выходы которого подсоединены к информационным входам оперативного запоминающего устройства, которое своим входом разрешения записи подключено к выходу формирователя сигнала записи, а выходом к первому входу блока деления частот, второй вход которого подсоединен к зыходу второго счетчика, своим счетным входом подсоеднненного к выходу второй схемы совпааения, выход блока деления частот соедине с входом блока возведения в квадрат.
подсоединенного своим выходом к входу блока вычисления износа со схемой индика ции на выхоае, подсоединенного к пер вому входу таймера-преобразователя со схемой преднабора на втором входе, входы разрешения вычисления блоков деления частот, возведения в квацраг и вычисления износа подсоединены к выходу формирователя сигнала вычисления, выход таймер-преобразователя подсоединен ко входу регулятора, второй выход которого подсоединен Ко входу регулятора, второй выход которого подсоединен ко второму входу привода поворота пластины, первый выход которого подключен ко входу формирователя сигнала сброса, а вход ко входу механизма отвода электрода-инструмента.
3. Устройство по п. 2, о г л и ч аю щ е е с я тем, что оно снабжено блоком схемы переключения режимов обработки, который подсоединен к выходу блока вычисления износа.
Источники информации, принятые во внимание при экспертизе
1..Патент США N 3614371, кл. 219-69, опублик. 1971,.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработкии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU848235A1 |
| Многоканальный источник питания | 1979 |
|
SU849658A1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ УСРЕДНЕННОЙ СКОРОСТИ СХОДА ШИХТЫ В ДОМЕННОЙ ПЕЧИ | 1992 |
|
RU2048529C1 |
| Устройство для телединамометрирования глубинно-насосных скважин | 1990 |
|
SU1797131A1 |
| Устройство для электроанальгезии | 1991 |
|
SU1819631A1 |
| Устройство для автоматического измерения амплитудно-частотных характеристик | 1986 |
|
SU1379749A1 |
| ПАРАЛЛЕЛЬНЫЙ ЗНАКОВЫЙ КОРРЕЛОМЕТР | 1999 |
|
RU2174705C2 |
| Устройство для управления перемоточным станком | 1982 |
|
SU1087594A1 |
| ПАРАЛЛЕЛЬНЫЙ ЗНАКОВЫЙ КОРРЕЛОМЕТР | 2002 |
|
RU2252450C2 |
| Электропривод постоянного тока | 1983 |
|
SU1102001A1 |