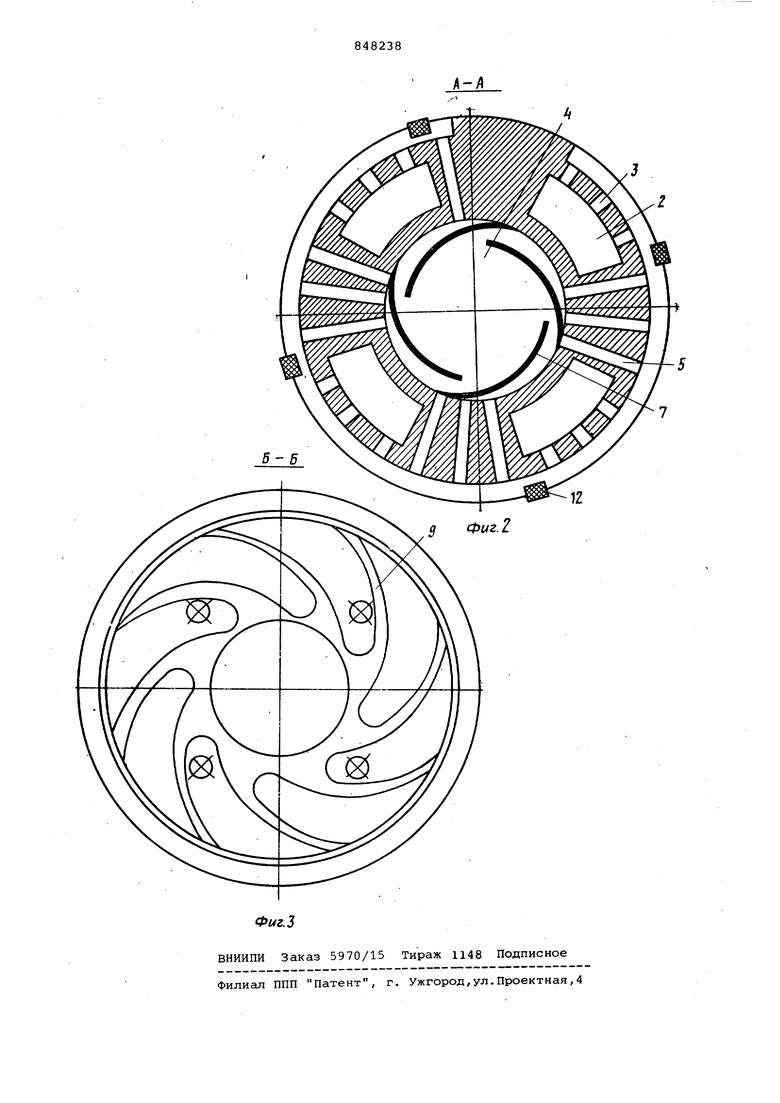
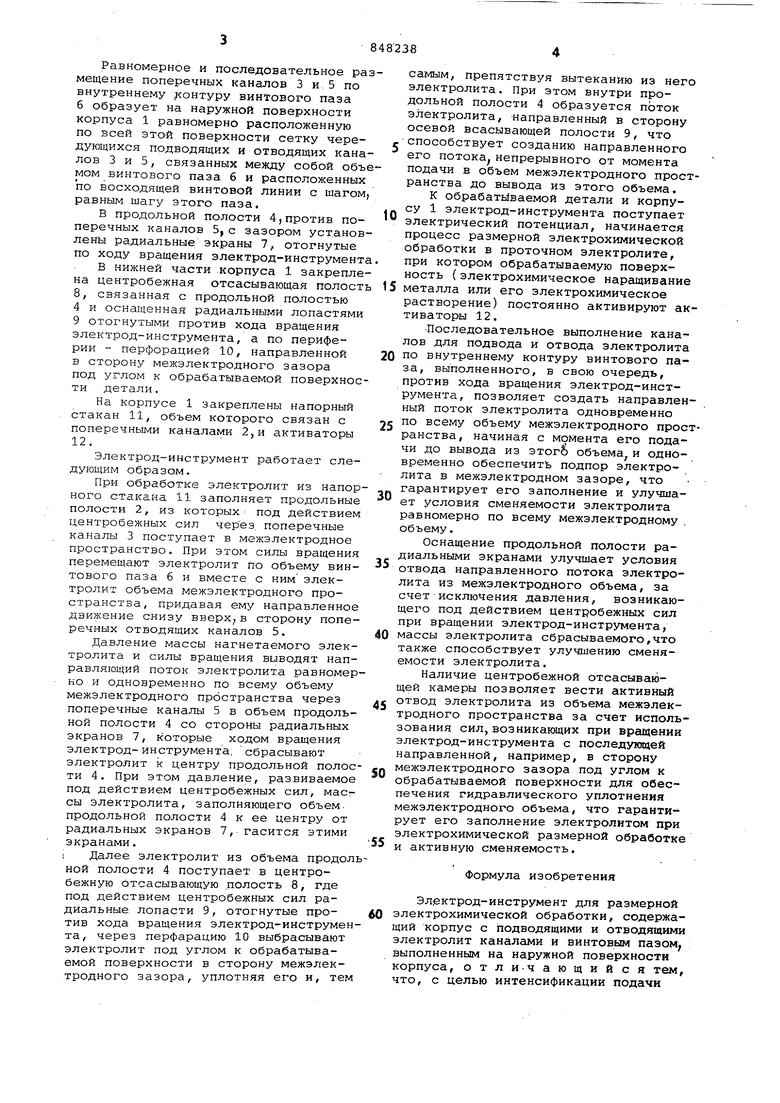
Изобретение относится к раэМерной электрохимической обработке деталей в проточном электролите. Известен электрод-инструмент для электрохимической обработки, снабженный продольными каналами, соединенными с поперечными каналами для подвода электролита, а также продольной полостью, соединенной с отводящими поперечными каналами Til Конструкция известного электрода не обеспечивает создание направленного потока электролита в межэлектродном зазоре и сменяемость электро лита.. Целые изобретения является обеспе чение интенсификации подачи электро лита и повышение надежности электрод инструмента. Указанная цель достигается тем, что на корпусе электрод-инструмента установлена центробежная отсасывающая камера, соединенная с продольной полостью корпуса, оснащенная радиальными экранами, установле ными с зазором против связанных с н поперечных каналов и отогнутыми по ходу вращения электрод- инструмента а поперечные каналы для подвода и о вода электролита последовательно вы полнены по внутреннему контуру винтового паза, выполненного,в свою очередь, против хода вращения электродидструмента, при этом цент1 обежная отсасывающая полость оснащена,, например, радиальными лопастями, отогнутыми против хода вращения электройинструмента, апо периферии - перфорацией , направленной в сторону межэлектродного зазора под углом к обрабатываемой поверхности. На фиг.1 изображен электрод-инструмёнт, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение ББ на фиг.1., , Электрод-инструмент дЛя размерной электрохимической обработки в проточном электролите состоит из корпуса 1, оснащенного продольными каналами 2, связанными с поперечными каналами 3 для подали электролита,и продольной полостью 4, связанной с поперечными каналами 5 для отвода электролита и размещенными меясду поперечными каналами 3. При этом поперечные кангшы 3 и 5 выполнены последовательно по внутреннему контуру винтового паза 6, выполненного,в. свою очередь, против хода вращенйя электрод-инструмента, на наружной поверхности его корпуса 1,
Равномерное и последовательное рамещение поперечных каналов 3 и 5 по внутреннему ронтуру винтового паза б образует на наружной поверхности корпуса 1 равномерно расположенную по всей этой поверхности сетку чередующихся подводящих и отводящих каналов 3 и 5, связанных между собой объмом винтового паза 6 и расположенных по восходящей винтовой линии с шагом равным шагу этого паза,
В продольной полости 4,против поперечных каналов 5, с зазором установлены радиальные экраны 7, отогнутые по ходу вращения электрод-инструмент
В нижней части .корпуса 1 закреплена центробежная отсасывающая полост В, связанная с продольной полостью 4 и оснащенная радиальными лопастями 9 отогнутыми против хода вращения электрод-инструмента, а по периферии - перфорацией 10, направленной в сторону межэлектродного зазора под углом к обрабатываемой поверхности детали.
На корпусе 1 закреплены напорный стакан 11, объем которого связан с поперечными каналами 2,и активаторы 12,
Электрод-инструмент работает следующим образом.
При обработке электролит из напорного стакана 11 заполняет продольные полости 2, из которых под действием центробежных сил через, поперечные каналы 3 поступает в межзлектродное пространство. При этом силы вращения перемещают электролит по объему винтового паза б и вместе с ним электролит объема межэлектродного пространства, придавая ему направленное движение снизу вверХ;в сторону поперечных отводящих каналов 5.
Давление массы нагнетаемого электролита и силы вращения выводят направляющий поток электролита равномерно и одновременно по всему объему межэлектродного пространства через поперечные каналы 5 в объем продольной полости 4 со стороны радиальных экранов 7, которые ходом вращения электрод-инструмента, сбрасывают электролит к центру продольной полости 4. При этом давление, развиваемое под действием центробежных сил, масгсы электролита, заполняющего объем, продольной полости 4 к ее центру от радиальных экранов 7, гасится этими экранами.
; Далее электролит из объема продолной полости 4 поступает в центробежную отсасывающую .полость 8, где под действием центробежных сил радиальные лопасти 9, отогнутые против хода вращения электрод-инструмента, через перфарацию 10 выбрасывают электролит под углом к обрабатываемой поверхности в сторону межэлектродного зазора, уплотняя его и, тем
самым, препятствуя вытеканию из него электролита. При этом внутри продольной полости 4 образуется поток электролита, -направленный в сторону осевой всасывающей полости 9, что способствует созданию направленного его потока непрерывного от момента подачи в объем межэлектродного пространства до вывода из этого объема.
К обрабатываемой детали и корпусу 1 электрод-инструмента поступает электрический потенциал, начинается процесс размерной электрохимической обработки в проточном электролите, при котором обрабатываемую поверхность {электрохимическое наращивание металла или его электрохимическое растворение) постоянно активируют активаторы 12,
Последовательное выполнение каналов для подвода и отвода электролита по внутреннему контуру винтового паза, выполненного, в свою очередь, против хода вращения электрод-инструмента, позволяет создать направленный поток электролита одновременно по всему объему межэлектродного просранства, начиная с момента его подачи до вывода из этогЙ объема, и одновременно обеспечить подпор электролита в межэлектродном зазоре, что гарантирует его заполнение и улучшает условия сменяемости электролита равномерно по всему межэлектродному объему,
Оснащение продольной полости радиальными экранами улучшает условия отвода направленного потока электролита из межэлектродного объема, за счет исключения давления, возникающего под действием центробежных сил при вращении электрод-инструмента, массы электролита сбрасываемого,что также способствует улучшению сменяемости электролита.
Наличие центробежной отсасывающей камеры позволяет вести активный отвод электролита из объема межэлектродного пространства за счет использования сил,возникающих при вращении электрод-инструмента с последующей направленной, например, в сторону межэлектродного зазора под углом к обрабатываемой поверхности для обеспечения гидравлического уплотнения межэлектродного объема, что гарантирует его заполнение электролитом при электрохимической размерной обработке и активную сменяемость.
Формула изобретения
Электрод-инструмент для размерной электрохимической обработки, содержащий корпус с подводящими и отводящим электролит каналами и винтовым пазом выполненным на наружной поверхности корпуса, отли-чающийся тем что, с целью интенсификации подачи
электролита, на электроде-инструменте выполнена полость, сообщающаяся с отводящими электролит каналгили, р сположенная в нижней части корпуса и соединенная с наружной поверхностью электрода-инструмента наклонной кольцевой перфорацией, а подводящие и отводящие электролит каналы выполнены по внутреннему контуру винтового паза.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 694344, кл. в 23 Р 1/12, 1978.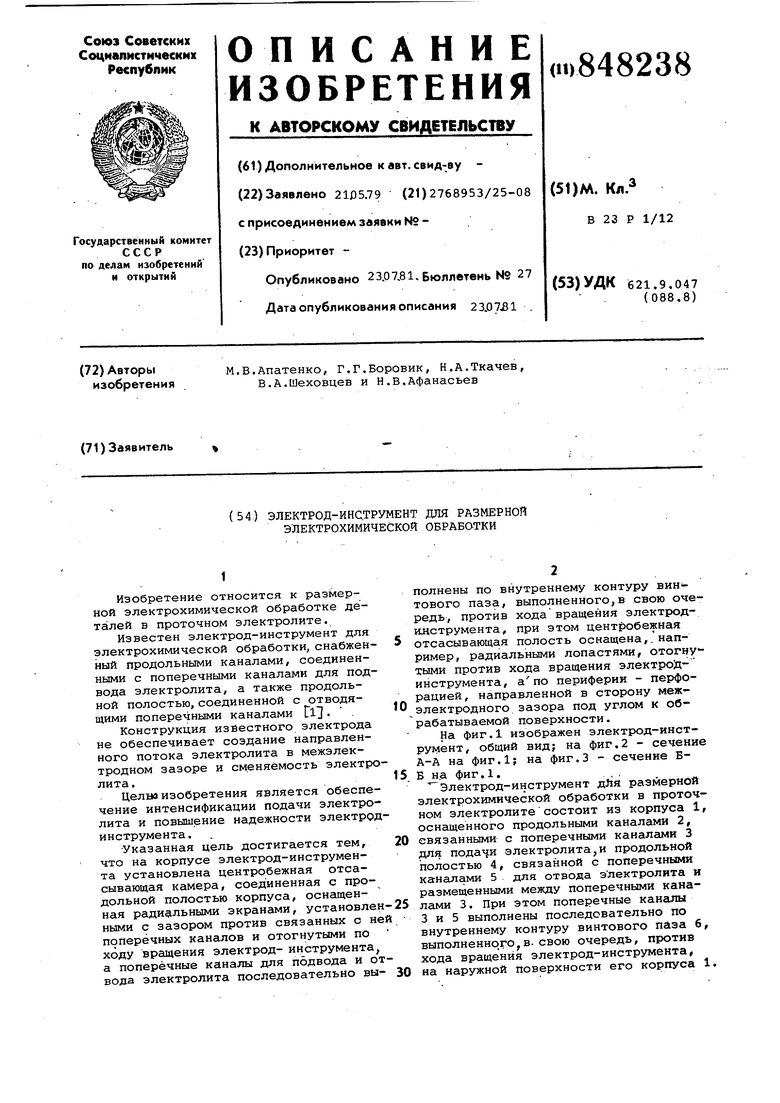
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод-инструмент для размерной электрохимической обработки | 1984 |
|
SU1187938A2 |
| Электрод-инструмент для размерной электрохимической обработки | 1981 |
|
SU1036486A2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
| Ячейка для нанесения электролитических покрытий | 1977 |
|
SU644875A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |