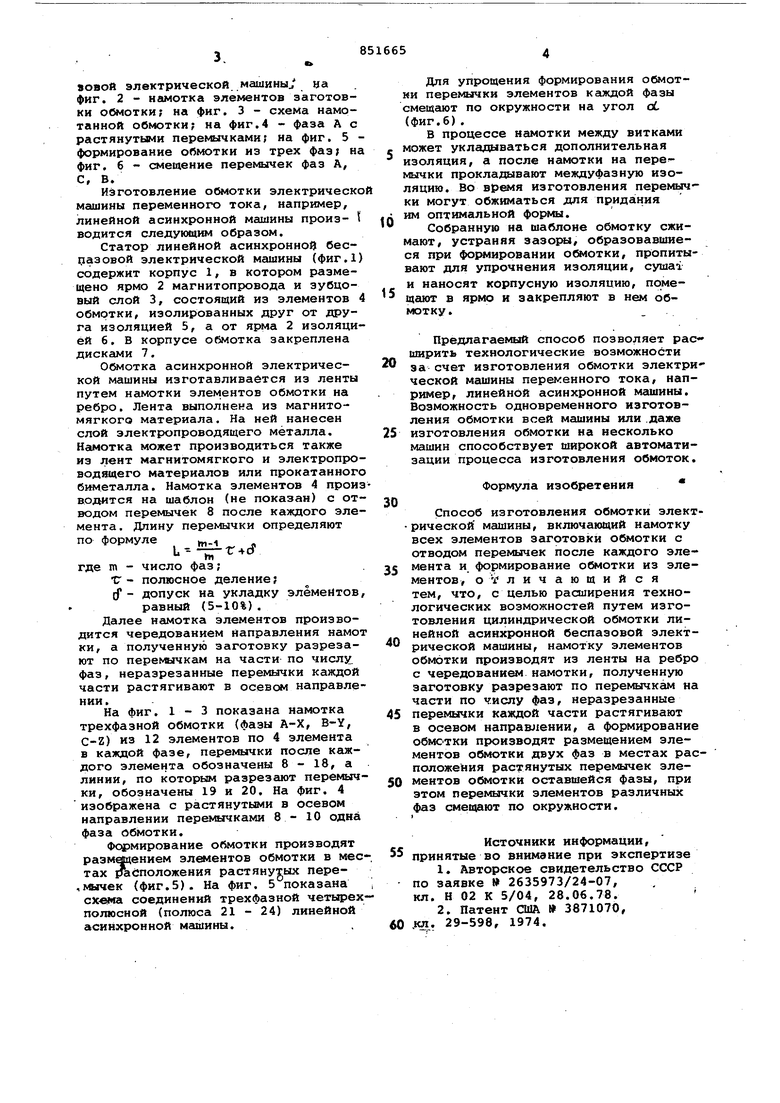
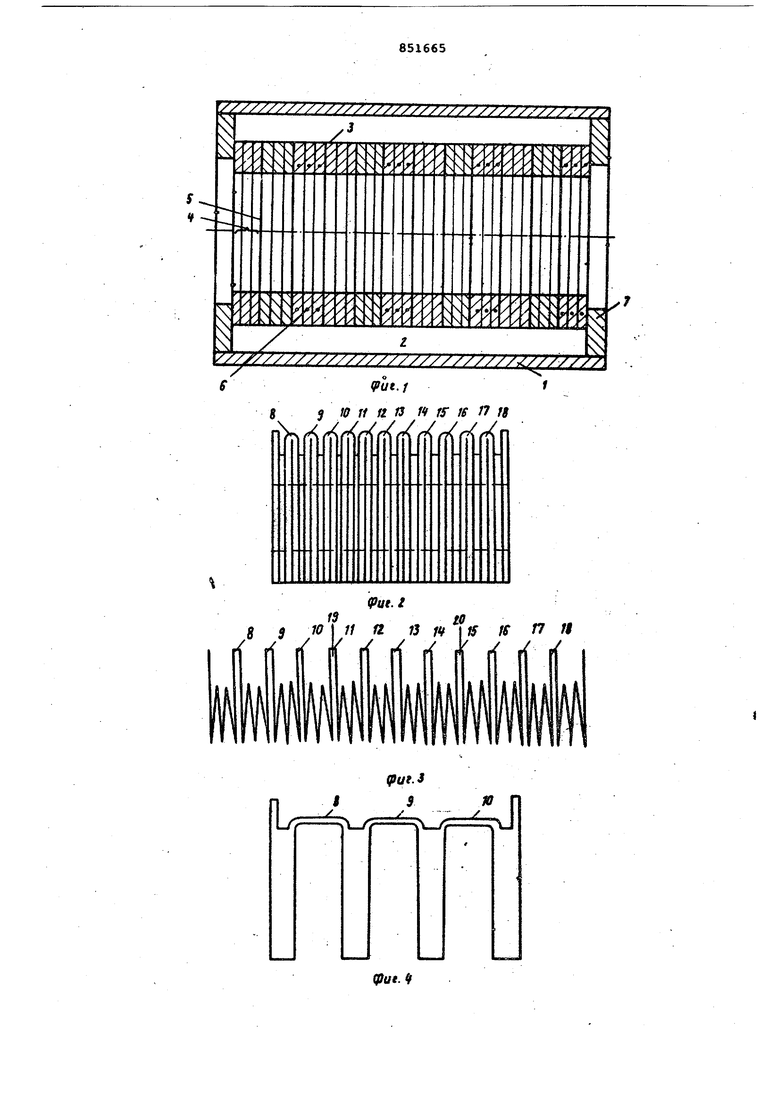
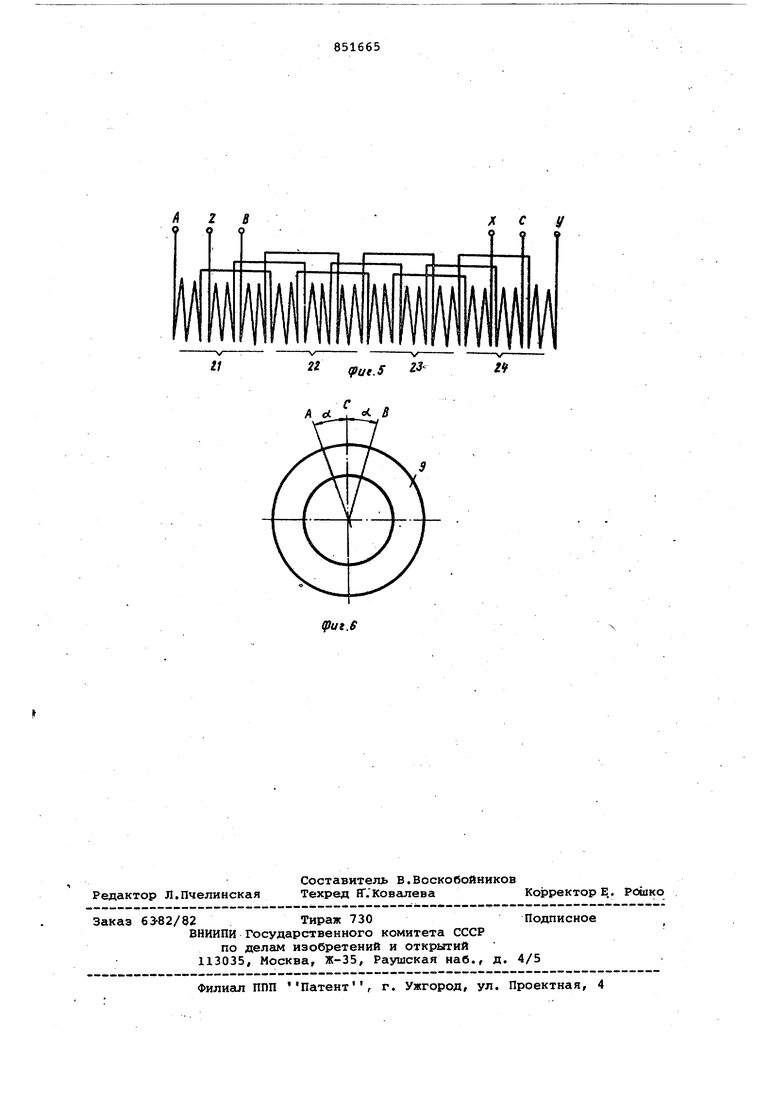
Иэофетение относится к технологии изготовления обмоток электричес ких мёииин и может быть использовано в электротехнической промыишенности Известен способ изготовления обмотки электрической машины, при котор 1 изготавливают элементы -обмотки с чередованием направления намот ки, а формирование обмотки производят соединением элементов обмотки перемычками при помощи сварки или пайки 1. Однако известный способ характеризуется недостаточной твхнологичностью и надежностью, так как каждый элемент обмотки изготавливается отдельно, а соединение элементов об мотки производится с помощью перемычек, изготовленных отдельно от об котки. Наиболее близок к предлагаемому по технической сущности и достигаемому результату способ изготовления обмотки электрической машины, включающий намотку всех элементов обмот ки с отводом перемычек после каждого элемента и формирование обмотки из элементов 2. Недостатком известного способа является то, что в нем не предусмотрено изготовление обмотки электрической машины переменного тока, например, линейной асинхронной машины, что снижает технологические возможности способа. Цель изобретения - расширение технологических возможностей путем изготовления обмотки электрической машины переменного тока, например, линейной асинхронной беспазовой электрической машины. Поставленная цель достигается тем, что намотку элементов производят из ленты на ребро с чередованием направления намотки, полученную заготовку разрезают по перемычкам на части по числу фаз, неразрезанные перемычки кеасцрА части растягивают в осевом направлении, а формирование обмотки производят размещени0« элементов обмотки двух фаз в местах расположения растянутых перёмылек элементов обмотки оставшейся фазы, при этом перемычки элемеитов различных фаз смещают по окруж- . иости. На фиг. 1 изображена конструкция статора линейной асинхронной,беспаяовой электрической MamHHbj иа фиг. 2 - намотка элементов заготовки обмотки; на фиг. 3 - схема намотанной обмотки; на фиг.4 - фаза А с растянутыми пере|и&1чками; на фиг. 5 формирование обмотки из трех фаз; на фиг. 6 - смещение перемычек фаз А, С, В.
Изготовление обмотки электрическо машины переменного тока, например, линейной асинхронной Мсшины произ- И водится следунхцим образом.
Статор линейной асинхронной бесразовой электрической машины (фиг.1) содержит корпус 1, в котором размещено ярмо 2 магнитопровода и зубцовый слой 3, состоящий из элементов 4 обмотки, изолированных друг от друга изоляцией 5, а от ярма 2 изоляцией 6 . В корпусе обмотка закреплена дисками 7.
Обмотка асинхронной электрической машины изготавливается из ленты путем намотки элементов обмотки на ребро. Лента выполнена из магнитомягкого материала. На ней нанесен слой электропроводящего металла. Намотка может производиться также из лент магнитомягкого и электропроводящего материалов или прокатанного биметалла. Намотка элементов 4 производится на шаблон (не показан) с отводом перемычек 8 после каждого элемента. Длину перемычки определяют по формуле .
где m - число фаз;
Т- полюсное деление cf - допуск на укладку элементов, равный (5-10%).
Далее намотка элементов производится чередованием Направления намот ки, а полученную заготовку разрезают по перемычкам на части по числу фаз, неразрезанные перемычки каждой части растягивают в осевом направлении.
На фиг. 1-3 показана намотка трехфазной обмотки (фазы А-Х, B-Y, C-Z) из 12 элементов по 4 элемента в каждой фазе, перемычки после каждого элемента обозначены 8 - 18, а линии, по которым разрезают перемычки, обозначены 19 и 20. На фиг. 4 изображена с растянутыми в осевом направлении перемычками 8 - 10 одна фаза Обмотки.
Фсрмирование обмотки производят размйцением элементов обмотки в местах расположения растянутых пере,мычек (фиг.5). На фиг. 5 показана соединений трехфазной четырех- полюсной (полюса 21 - 24) линейной асинхронной машины.
Для упрощения формирования обмотни перемычки элементов каждой фазы смещают по окружности на угол об (фиг.6) .
В процессе намотки между витками может укладываться дополнительная изоляция, а после намотки на пере мычки прокладывают междуфазную изоляцию. Во время изготовления перемЕЛчки могут обжиматься для придания им оптимальной формы.
Собранную на шаблоне обмотку сжимают, устраняя зазоры, образовавшиеся при формировании оемоткк, пропитывают для упрочнения изоляции, сушаг
и наносят корпусную изоляцию, помещают в ярмо и закрепляют в нем обмотку .
Предлагаемый способ позволяет расширить технологические возможности за счет изготовления обмотки электрической машины переменного тока, например, линейной асинхронной машины. Возможность одновременного изготовления обмотки всей машины или .даже 5 изготовления обмотки на несколько машин способствует широкой автоматизации процесса изготовления обмоток.
Формула изобретения
Способ изготовления обмотки элект рической машины, включающий намотку всех элементов заготовки обмотки с отводом перемычек после каждого элемента и формирование обмотки из элементов, о л и ч а ю щ и и с я тем, что, с целью расширения технологических возможностей путем изготовления цилиндрической обмотки линейной асинхронной беспазовой электрической машины, намотку элементов обмотки производят из ленты на ребро с чередованием намотки, полученную заготовку разрезают по перемычкам на части по числу фаз, неразрезанные
5 перемычки каждой части растягивают в осевом направлении, а формирование обмСТки производят размещением элементов обмотки двух фаз в местах расположения растянутых перемычек элементов обмотки оставшейся фазы, при этом перемычки элементов различных фаз смещают по окружности.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР по заявке 2635973/24-07,
кл. И 02 К 5/04, 28.06.78.
2.Патент США 3871070, 60 ,кл. 29-598, 1974.
s
ч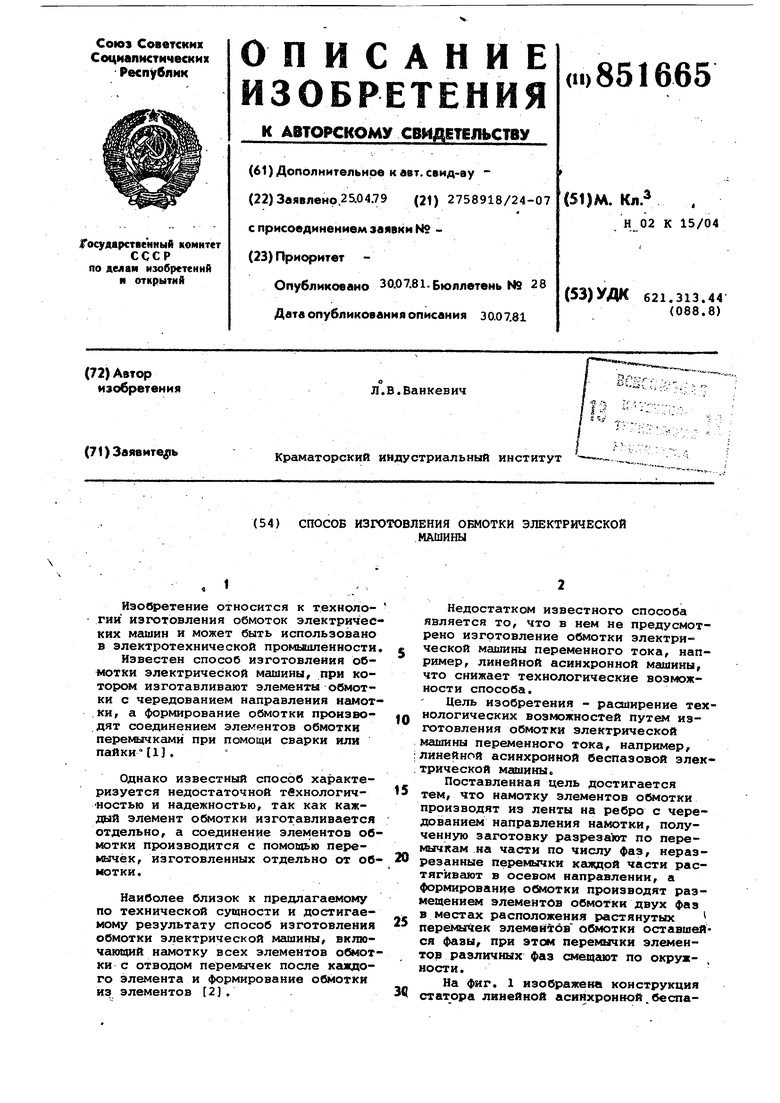
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор цилиндрической линейной электрической машины | 1978 |
|
SU748708A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
| Статор электрической машины | 1982 |
|
SU1069067A1 |
| БЕСПАЗОВЫЙ ЦИЛИНДРИЧЕСКИЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2206168C2 |
| ПРОСТРАНСТВЕННЫЙ МАГНИТОПРОВОД | 1992 |
|
RU2081467C1 |
| Беспазовый статор электрической машины | 1982 |
|
SU1332457A1 |
| Беспазовый статор электрической машины | 1979 |
|
SU917262A1 |
| БЕСПАЗОВЫЙ СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2120172C1 |
| Статор цилиндрической линейной машины | 1980 |
|
SU1003263A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1982 |
|
SU1120453A1 |
/ Ю Tf fl 13 ff № fi
13to-, «
10 I 11 It 13 ff 1f ff f7
8 9
V(it. 1
(Put. t
А Z В
(/e.S
