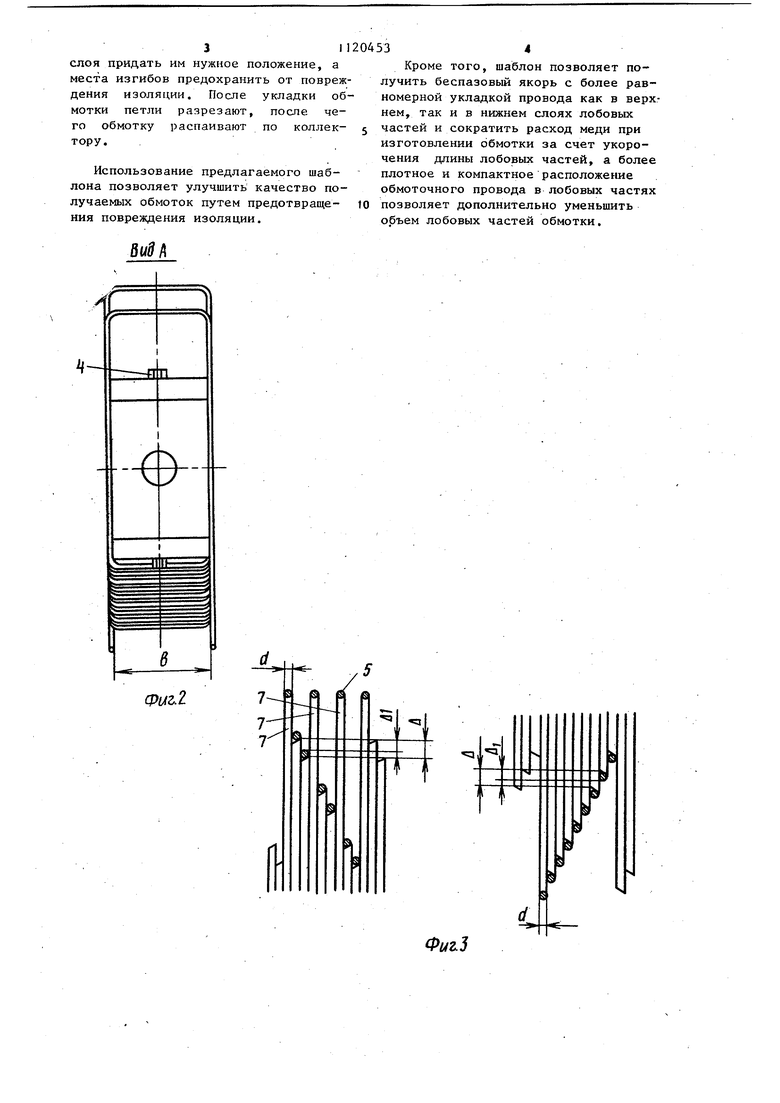
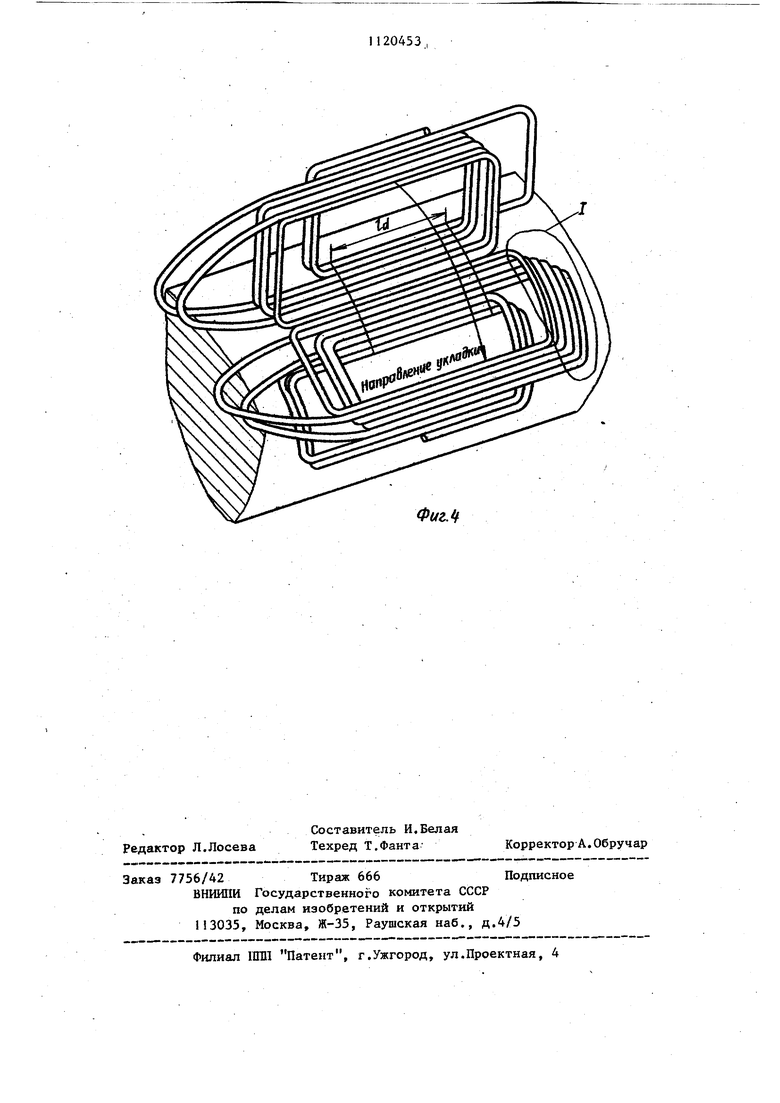
Изобретение относится к технолог ческому оборудованию для изготовлен беспазовых якорей электрических машин и может быть использовано в эле тромашиностроении. Известен шаблон для изготовления обмоток беспазовых якорей; имеющий сечении форму треугольника ij . Недостатками этого шаблона явля ются большой объем лобовых частей и вероятность повреждения изоляции в местах перегибов лобовых частей. Известен также шаблон, содержащи две формообразующие оправки, выполненные в виде гребёнок и установлен ные на механизме для их складывания 2 Однако при использовании известного шаблона получаются утолщенные лобовые части из-за накладывания пр водников друг на друга, что влечет за собой повреждение изоляции при формовании лобовых частей. Целью изобретения является улучш ние качества за счет уменьшения пов реждения изоляции. Поставленная цель достигается те что в шаблоне для изготовления обмотки беспазового .якоря электрической машины, содержащем две формообразующие оправки, выполненные в вид гребенок и установленные на механиз ме для их складывания, каждая из гр бенок выполнена из групп разновысоких пластин, на торцах каждой из ко торых выполнены скосы в сторону пла тины большей высоты, при этом разни ца в высотах смежных пластин и толщ на каждой из них равна толщине нама тываемого провода, а сумма толщин пластин в группе не более величины шага обмотки. На фиг.1 показан шаблон, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - изображены группы пластин оправок; на фиг. 4 - укладка снятой с шаблона обмотки на цилиндр ческую оправку. Шаблон состоит из клина 1, двух формообразующих оправок верхней 2 и нижней 3, которые крепятся к клину болтами 4. Клин 1 после окончательной укладки провода 5 на шаблон выбивается из оправок для снятия обмот ки. Калщая из оправок выполнена в виде гребенки, состоящей из групп разновысоких пластин 6, закрепленных на шпильках к основанию гребенки. 3 Количество пластин в группе выбирается из конструктивных требований, предъявляемых к машине. При необходимости уменьшения диаметра якоря количество пластин возрастает, но суммарная их толщина не должна превышать величины шага обмотки, при этом общая длина машины увеличивается за счет уменьшения вылета лобовых частей. При необходимости укоротитьмашину, количество пластин в группе надо уменьшить, диаметр якоря при этом возрастает. Одна из гребенок оснащена петлевыбрасывателями 7, которые чередуются с обычными пластинами. Количество петлевыбрасывателей и их размеры диктуются конструкцией машины, видом и схемой обмотки. Разница высот пластин выбирается в зависимости от толщины привода.Она равняется величине технологического зазора, если он имеется и тол1дине самого провода, но в любом случае разница должна быть не менее значения диаметра провода. Для удобства намотки провода и :пред6хранения его от сползания с пластин последние выполf i} няются со скосом равным 10 - 15 , а самые длинные пластины и петлевыбрасыватели имеют углубление.Скосы, направленные в сторону пластины, с большой высотой. Намотка обмотки беспазового якоря на данном шаблоне осуществляется следующим образом. Конец провода закрепляют на гребенке и ведут намотку обмотки,укладывая на каждую пластину 6 один виток провода 5. Скрепляют нижний слой проводников заготовки обмотки изоляционной лентой. Затем удаляют клин 1 из шаблона, сводят оправки 2 и 3 к центру, снимают полученную заготовку с шаблона и укладывают ее на цилиндрический каркас нижним слоем. Проводники верхнего слоя укладывают поочередно путем проворота из плоскости, перпендикулярной к касательной оправки в плоскость образующих оправки (фиг. 4). При этом проводники лобовых частей занимают свое естественное положение не деформируясь. Лобовые части имеют компактный вид (зона 1 фиг.4). Проводники нижнего слоя склеены изоляционной лентой шириной менее длины активной части. Это обстоятельство озволяет во время укладки верхнего 311 слоя придать им нужное положение, а места изгибов предохранить от повреждения изоляции. После укладки обмотки петли разрезают, после чего обмотку распаивают по коллектору. Использование предлагаемого шаблона позволяет улучшить качество получаемых обмоток путем предотвращения повреждения изоляции. 3 Кроме того, шаблон позволяет получить беспазовый якорь с более равномерной укладкой провода как в верхнем, так и в нижнем слоях лобовых частей и сократить расход меди при изготовлении обмотки за счет укорочения длины лобовых частей, а более плотное и компактное расположение обмоточного провода в лобовых частях позволяет дополнительно уменьшить объем лобовых частей обмотки.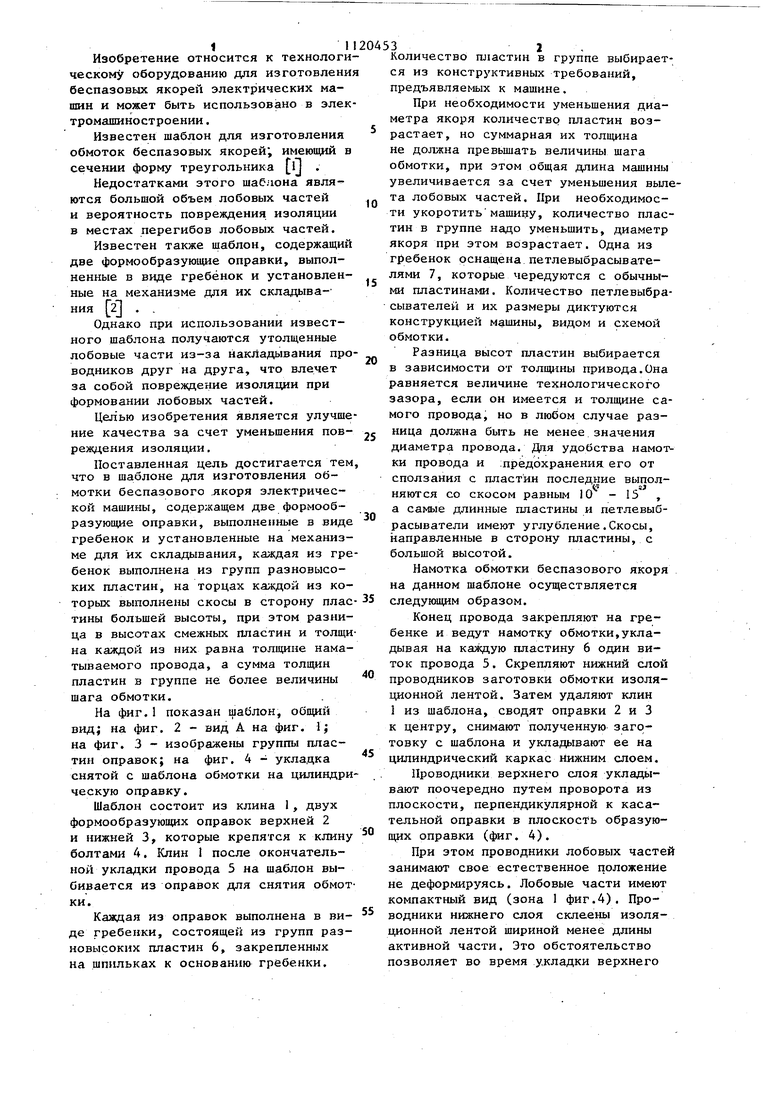
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Станок для намотки обмоток электрических машин | 1986 |
|
SU1387112A1 |
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| Способ изготовления беспазового якоря электрической машины | 1983 |
|
SU1251238A1 |
| РАЗДВИЖНОЙ ОБМОТОЧНЫЙ ШАБЛОН С ПОВОРОТНОЙ ГОЛОВКОЙ ДЛЯ ИЗГОТОВЛЕНИЯ СЕКЦИЙ ОБМОТКИ ЯКОРЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН | 1926 |
|
SU3761A1 |
| Способ изготовления обмотки якоря электрической машины | 1980 |
|
SU904118A1 |
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Беспазовый статор электрической машины | 1980 |
|
SU886142A1 |
| Станок для укладки обмотки в полузакрытые пазы статоров | 1952 |
|
SU96470A1 |
ШАБЛОН Д1Ш ИЗГОТОВЛЕНИЯ ОБМОТКИ БЕСПАЗОВОГО ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ ММИНЫ, содержащей две формообразующие оправки, выполненные в виде гребенок и установленные на механизме Для их складывания, отличающийся тем, что, с цепью улучшения качества исключения повреждения изоляции и уменьшения габаритов обмотки,... каждая из гребенок вьтолнена из групп разновысоких пластин,на торцах каждой из которых выполнены скосы в сторону пластины большей высоты, при этом разница в высотах смежных пластин и толщина каждой из них не менее толщины наматываемого провода, а сумма толщин пластин в rjpynne не более величины шага обмотки.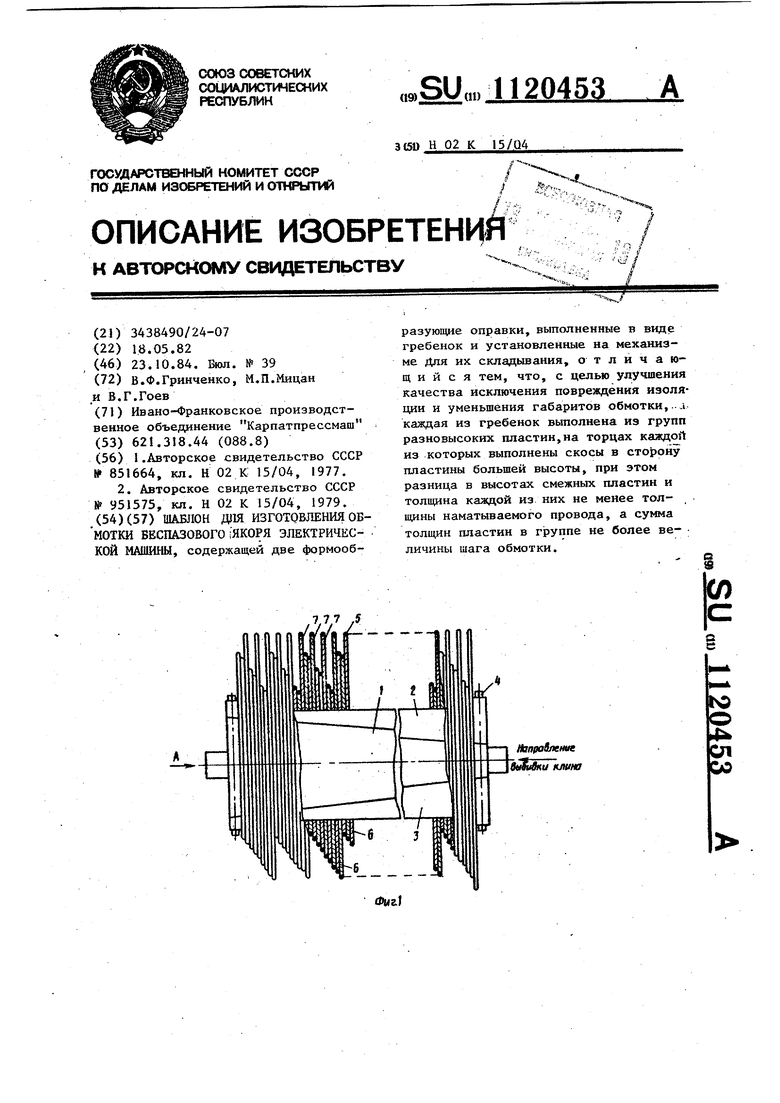
Фиг.3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шаблон для изготовления катушек электрических машин | 1979 |
|
SU951575A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
