1
Изобретение относится к обработке стеклянных изделий, а именно к оборудованию для вварки металлических деталей в стеклянные изделия.
Известна установка для вварки металлических фиксаторов, в экран цветных кинескопов, содержащая механизм базирования экрана, центрирующее устройство, устройство внедрения металлических фиксаторов и привод 1 .
Недостатком данной установки являет:.я низкое качество вварки металлических фиксаторов вследствие ненадёжности работы устройств центрирования и. внедрения, расположенных в зоне высоких температур на плоских направляющих.
Наиболее близкой по технической сущности и достигаемому результату к изобретению является установка для вварки металлических фиксаторов в экран цветных кинескопов, содержащая механизм базирования, центрирующее .устройство, устройство внедрения металлических фиксаторов со средствами индукщюнного нагрева и привод 2j.
Недостатком этой установки является низкое качество вварки металлических фиксаторов, выражающееся в некачественном их спае со стеклом из-за отсутствия возможности перемешивания стекла в процессе внедрения фиксаторов.
Цель изоЪретения - повышение качества вварки металлических деталей в стеклянные изделия.
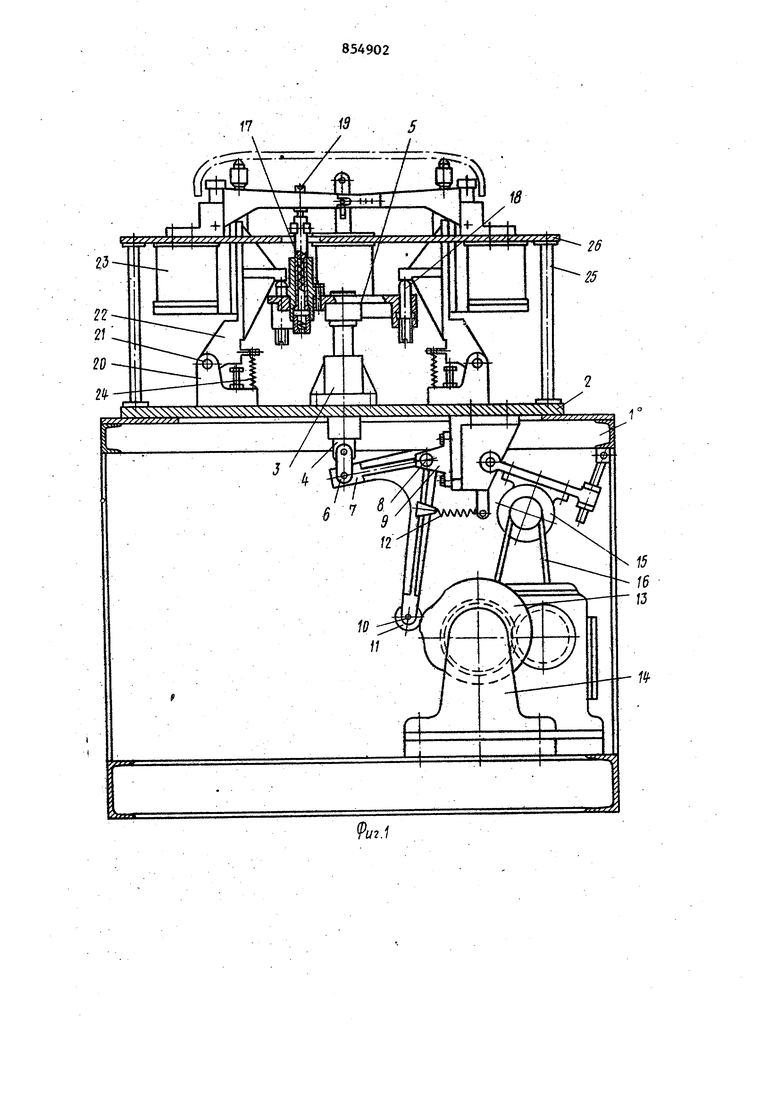
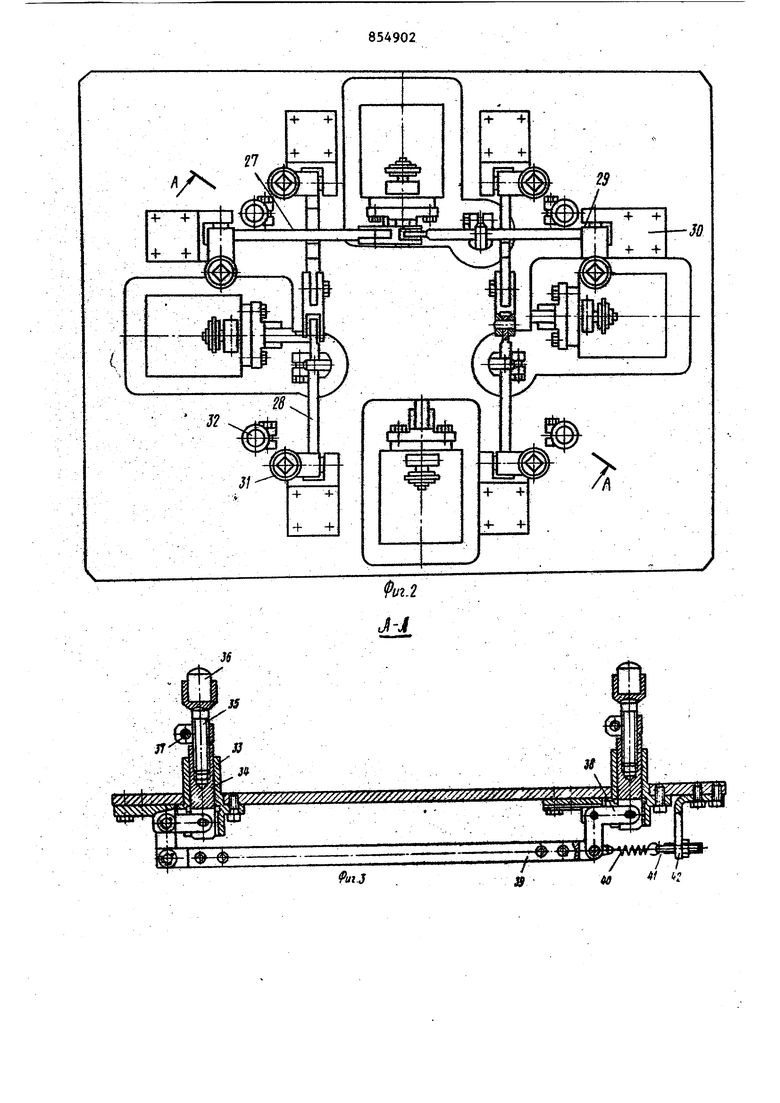
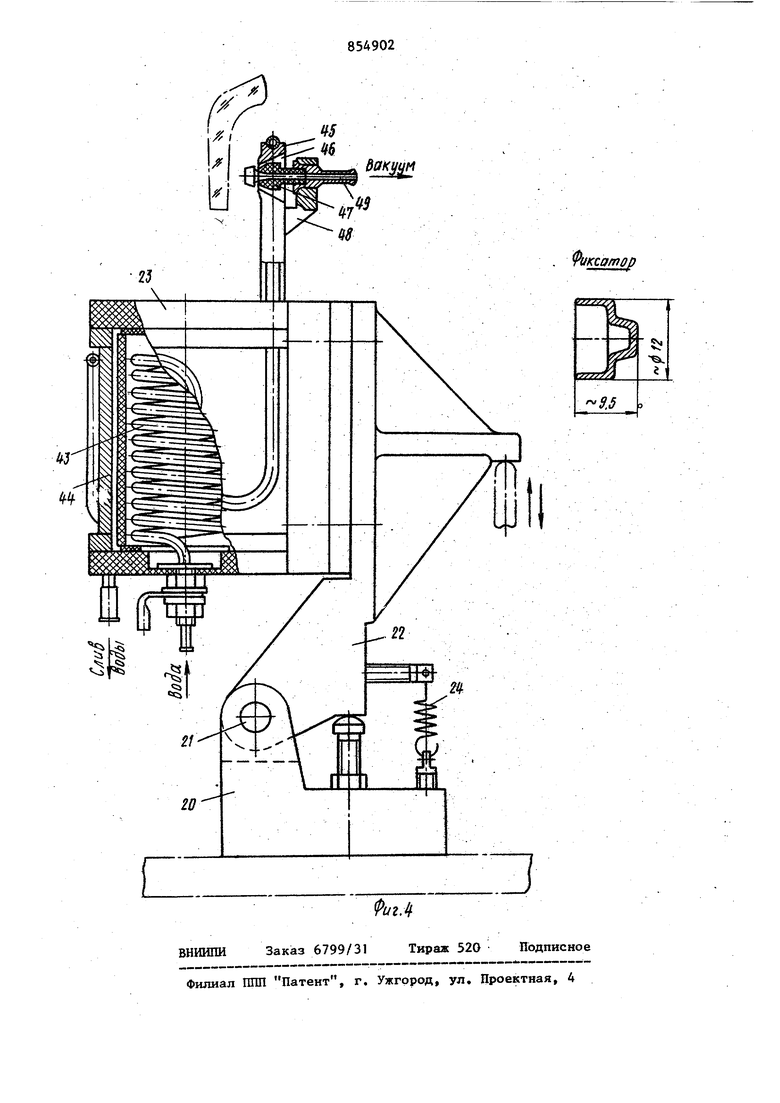
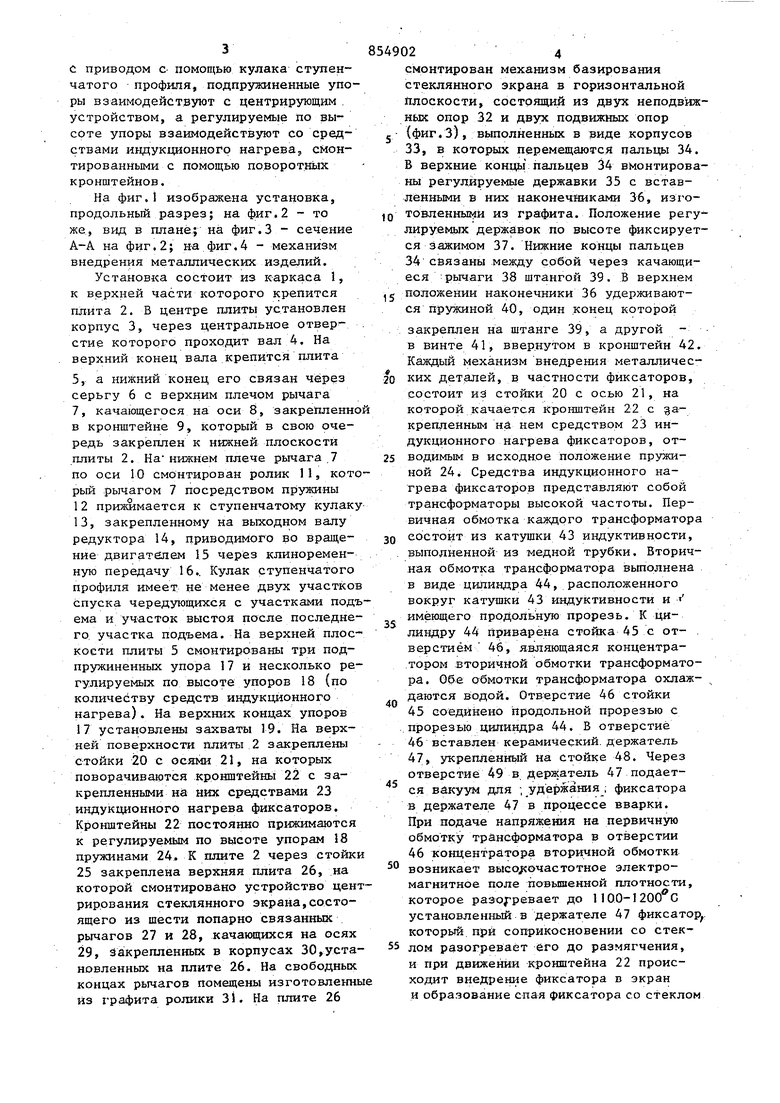
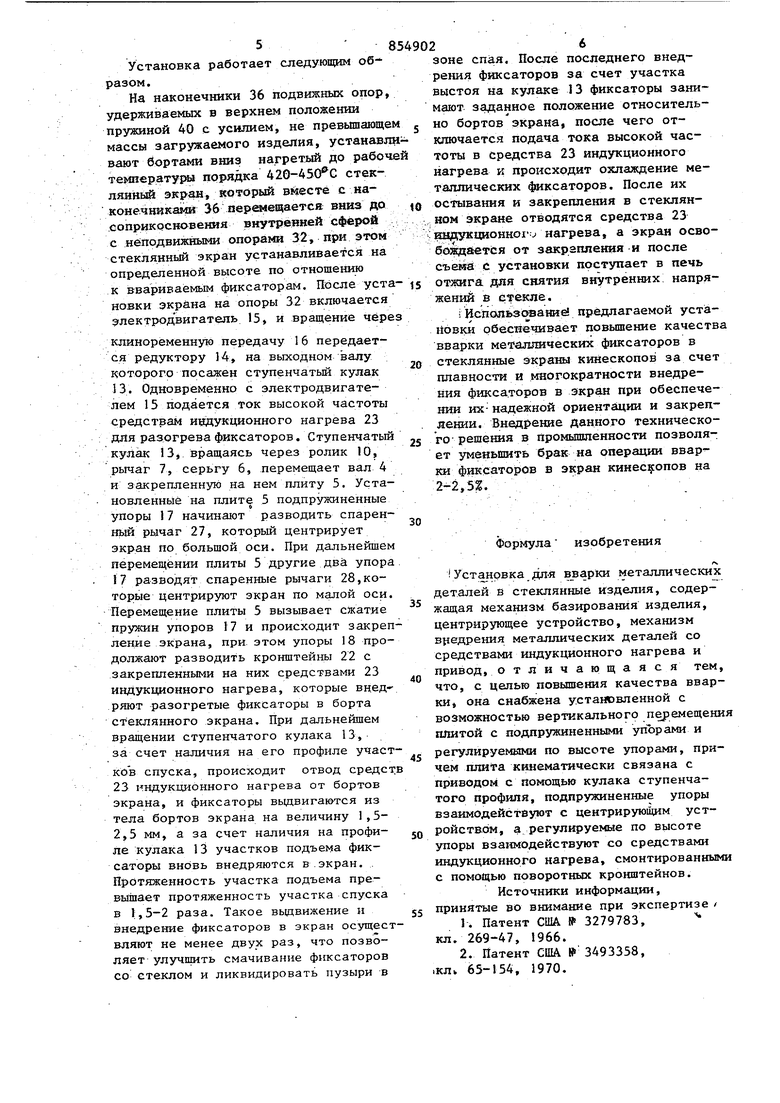
Цель достигается тем, чтр установка для вварки металлических деталей в стеклянные изделия , содержащая механизм базирования изделий, центрирунщее устройство, механизм внедрения металлических деталей со средствами индукционного нагрева и привод, снабжена установленной с возможностью вертикального перемещения Плитой с подпружиненными упорами и регулйруе шми по высоте упорами, причём плита кинематически связана с приводом с- помощью кулака ступенчатого профиля, подпружиненные упо ры взаимодействуют с центрирующим . устройством, а peгyлиpye ыe по высоте упоры взаимодействуют со средствами индукционного нагрева, смонтированными с помощью поворотных кронштейнов. На фиг.) изображена установка, продольный разрез; на фиг.2 - то же, вид в плане; на фиг.З - сечение А-А на Фиг,2; на фиг.4 - механизм внедрения металлических изделий. Установка состоит из каркаса 1, к верхней части которого крепится плита 2. В центре плиты установлен корпус 3, через центральное отверстие которого проходит вал 4. На верхний конец вала крепитс:я плита 5, а нижний конец его связан через серьгу 6 с верхним плечом рычага 7, качающегося на оси 8, закрепленн в кронштейне 9, который в свою очередь закреплен к нижней плоскости плиты 2. На- нижнем плече рычага .7 по оси 10 смонтирован ролик 11, кот рьщ рычагом 7 посредством пружины 12 прияшмается к ступенчатому кулак 13, закрепленному на выходном валу редуктора 14, приводимого во вращение двигателем 15 через клиноременную передачу 16.. Кулак ступенчатого профиля имеет не Менее двух участко спуска чередующихся с участками под ема и участок выстоя после последне го участка подъема. На верхней плос кости плиты 5 смонтированы три подпружиненных упора 17 и несколько ре гулируемых по высоте упоров 18 (по количеству средств индукционного нагрева). На верхних концах упоров 17 установлены захваты 19. На верхней поверхности ПЛИТЫ 2 закреплены стойки 20 с осями 21, на которых поворачиваются кронштейны 22 с закрепленными на них средствами 23 ИНДУК1ЩОННОГО нагрева фиксаторов. Кронштейны 22 постоянно прижимаются к регулируемым по высоте упорам 18 пружинами 24. К плите 2 через стойк 25 закреплена верхняя плита 26, на которой смонтировано устройство цен рирования стеклянного экрана,состоящего из шести попарно связанных; рычагов 27 и 28, качающихся на осях 29, закрепленных в корпусах 30,уста новленных на плите 26. На свободных концах рычагов помещены изготовленн из графита ролики 3J. На плите 26 24 смонтирован механизм базирования стеклянного экрана в горизонтальной Плоскости, состоящий из двух неподвижных опор 32 и двух подвижных опор (фиг.З), выполненных в виде корпусов 33, в которых перемещаются пальцы 34. В верхние концы пальцев 34 вмонтированы регулируемые державки 35 с вставленными в них наконечниками 36, изготовленнымй из графита. Положение регу лируемых державок по высоте фиксируется зажимом 37. Ншкние концы пальцев 34 связаны между собой через качающиеся : рычаги 38 штангой 39. В верхнем положении наконечники 36 удерживаются пружиной 40, один конец которой закреплен на штанге 39, а другой - в винте 41, ввернутом в кронштейн 42. Каждый механизм внедрения металлических деталей, в частности фиксаторов, состоит из стойки 20 с осью 21, на которой качается кронштейн 22 с дакрепленным на нем средством 23 индукционного нагрева фиксаторов, отводимым в исходное положение пружиной 24. Средства индукционного нагрева фиксаторов представляют собой трансформаторы высокой частоты. Первичная обмотка каждого трансформатора состоит из катушки 43 индуктивности, выполненной из медной трубки. Вторичная обмотка трансформатора выполнена в виде цилиндра 44, расположенного вокруг катушки 43 индуктивности и имеющего продольную прорезь. К цилиндру 44 приварена стойка 45 с от- . верстиём 46, являющаяся концентратором вторичной обмотки трансформатора. Обе обмотки трансформатора охлаждаются водой. Отверстие 46 стойки 45соединено продольной прорезью с прорезью цилиндра 44. В отверстие 46вставлен керамический, держатель 47, укрепленный на стойке 48. Через отверстие 49 в Держатель 47 подается вйкуум для ; удержания ; фиксатора в держателе 47 в процессе вварки. При подаче напряжения на первичную обмотку трансформатора в отверстии 46 концентратора вторичной обмотки возникает высо/с&частотное электромагнитное поле повьпвенной плотности, которое разогревает до 1100-1200 С установленный в держателе 47 фиксатор,, который при соприкосновении со стеклом разогревает его до размягчения, и при движении кронштейна 22 происходит внедрение фиксатора в экран и образование спая фиксатора со стеклом Установка работает следующим образом. На наконечники 36 подвижных опор удерживаемых в верхнем положении пружиной 40 с усилием, не превышающ массы загружаемого изделия, устанавл вают бортами вниз нагретый до рабо температуры порядка 420-45(С стеклянный , который вйесте с наконечниками 36 перемещается; вниз до соприкрсновения внутренней сферой с неподвижными опорами 32, при этом стеклянный экран устанавливается на определенной высоте по отношению к ввариваемым фиксаторам. После уст новки экра.на на опоры 32 включается электродвигатель 15, и вращение чер клиноременную передачу 16 передается редуктору 14, на выходном валу которого посажен ступенчатый кулак I3. Одновременно с электродвигателем 15 подается ток высокой частоты средствам ивд укционного нагрева 23 для разогрева фиксаторов. Ступенчатый кулак 13, вращаясь через ролик 10, рычаг 7, серьгу 6, перемещает вал 4 и закрепленную на нем плиту 5. Установленные на плите 5 подпружиненные упоры 17 начинают разводить спаренНЬ1Й рычаг 27, который центрирует экран по большой оси. При дальнейшем перемещении плиты 5 другие два упора 17 разводят спаренные рычаги 28,которые центрируют экран по малой оси. Перемещение плиты 5 вызывает сжатие пружин упоров 17 и происходит закреп ление экрана, при этом упоры 18 продолжают разводить кронштейны 22 с закрепленными на них средствами 23 индукционного нагрева, которые внед ряют разогретые фиксаторы в борта стеклянного экрана. При дальнейшем вращении ступенчатого кулака 13, за счет наличия на его профиле участ ков спуска, происходит отвод средст 23 индукционного нагрева от бортов экрана, и фиксаторы вьщвигаю тся из тела бортов экрана на величину 1,52,5 мм, а за счет наличия на профиле кулака 13 участков подъема фиксаторы вновь внедряются в.экран. . Протяженность участка подъема превы1аает протяженность участка спуска в 1,5-2 раза. Такое вьщвижение и внедрение фиксаторов в экран осущест вляют не менее двух раз, что позволяет улучшить смачивание фиксаторов со стеклом и ликвидировать пузыри в зоне спая. После последнего внедрения фиксаторов за счет участка выстоя на кулаке 13 фиксаторы занимают заданное положение относительно бортов экрана, после чего отключается подача тока высокой частоты в средства 23 индукционного нагрева к происходит охлаждение металхюческих фиксаторов. После их остывания и закрепления в стеклянном экране отводятся средства 23 ;индукодюнно1: нагрева, а экран освобоя йется от закрэплекия и после съема с установки поступает в печь отжига для снятия внутренних; напряжений в етекле. ГИспояьзоваший предлагаемой установки обеспечивает повьппение качества вварки металлических фиксаторов в стеклянные экраны кинескопов за счет плавности и многократности внедрения фиксаторов в экран при обеспечении их-надежной ориентации и закреплении. Внедрение данного технического решения в промышленности позволяет уменьшить брак на операции ввар ки фиксаторов в экран кинескопов на 2-2,5%. Формула изобретения (Установка ДЛЯ в варки металлических деталей в стеклянные изделия, содержащая механизм базирования изделия, центрирующее устройство, механизм вредрения металлических деталей со средствами индукционного нагрева и привод, отличающаяся тем, что, с целью повышения качества вварки, она снабжена установленной с возможностью вертикального перемещения плитой с подпружиненными упорами и регулируемыми по высоте упорами, причем шшта кинематически связана с приводом с помощью кулака ступенчатого проф1шя, подпружиненные упоры взаимодействуют с центрирующим устройством, а регулируемые по высоте упоры взаимодействуют со средствами индукционного нагрева, смонтированными с помощью поворотных кронштейнов. Источники информации, принятые во внимание при экспертизе / 1.Патент США № 3279783, кл. 269-47, 1966. 2.Патент США В 3493358, л 65-154, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная машина заварки фиксаторовВ эКРАН цВЕТНОгО КиНЕСКОпА | 1979 |
|
SU802213A1 |
| МНОГОПОЗИЦИОННАЯ МАШИНА ВВАРКИ ФИКСАТОРОВ В ЭКРАН ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ | 1988 |
|
SU1653470A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ МАСОЧНОГО УЗЛА В ЭКРАН ЦВЕТНОГО КИНЕСКОПА | 1987 |
|
RU1478895C |
| Установка сборки экранных узлов цветных кинескопов | 1977 |
|
SU693458A1 |
| Машина для шлифования торцовСТЕКляННыХ издЕлий | 1979 |
|
SU841923A1 |
| "Устройство для разработки и сборки экранного узла цветного кинескопа | 1975 |
|
SU560274A1 |
| Устройство для сборки экранного узла цветного кинескопа | 1979 |
|
SU771756A1 |
| Установка заварки электронно-оптической системы в баллоны цветных кинескопов | 1987 |
|
SU1432020A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ МАСКИ ЭКРАНА ЦВЕТНОГО КИНЕСКОПА | 1991 |
|
RU2040823C1 |
| Многопозиционная машина заваркиэлЕКТРОННО-ОпТичЕСКОй СиСТЕМы B бА-ллОНы цВЕТНыХ КиНЕСКОпОВ | 1979 |
|
SU846505A1 |