Изобретение относится к производству изделий электровакуумной техники, в частности к многопозиционным машинам для вварки металлических фиксаторов в стеклянный экран электронно-лучевой трубки, в том числе цветной, дисплейного типа.
Цель изобретения повышение производительности и надежности достигается за счет использования конвейера, введения подъемников, ориентаторов и размещения их под головками вварки фиксаторов.
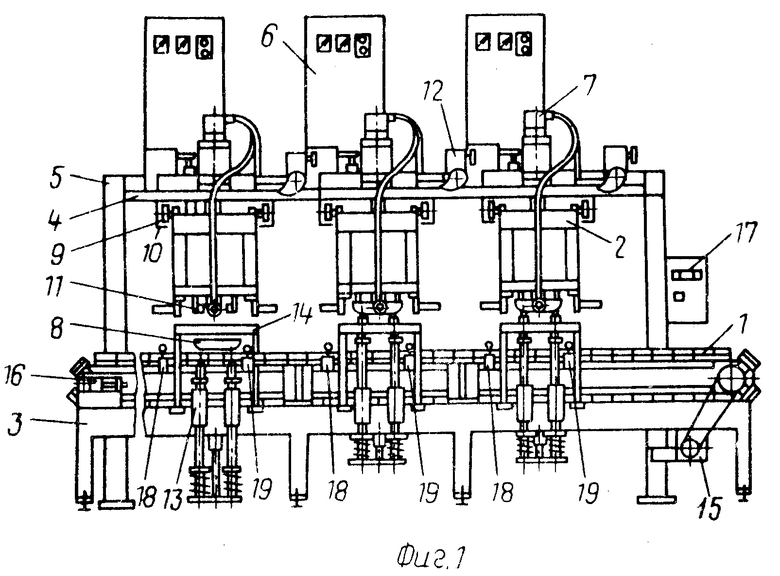
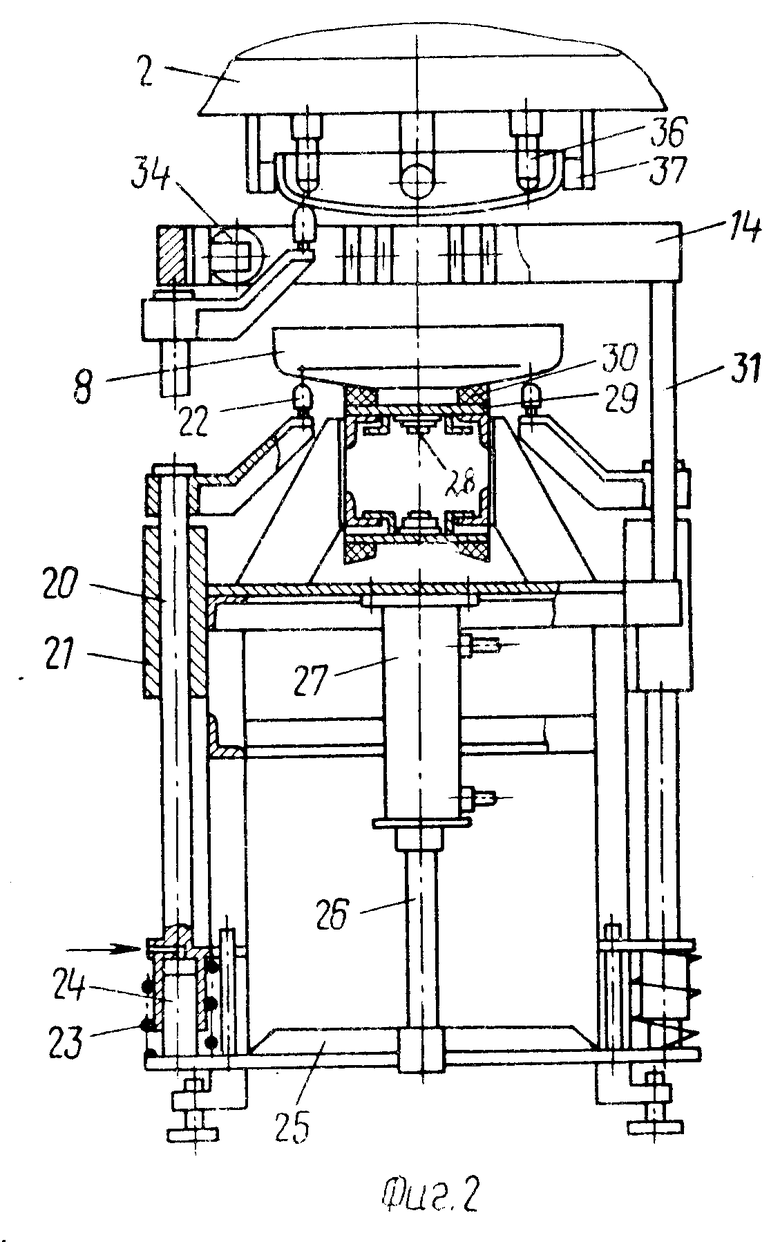
На фиг. 1 изображена многопозиционная машина вварки фиксаторов, вид спереди; на фиг. 2 подъемник экранов, поперечный разрез; на фиг.3 ориентатор экранов, вид сверху.
Многопозиционная машина вварки фиксаторов состоит из конвейера 1, головок 2 вварки фиксаторов и основания, включающего в себя каркас 3 конвейера 1 и установленную на стойках 4 площадку 5, на которой размещены генераторы 6 высокой частоты и бункерно-ориентирующие устройства 7 для подачи фиксаторов к месту их вварки в экраны 8.
Головки 2 вварки фиксаторов, установленные на катках 9 в направляющих 10, закрепленных на нижней стороне площадки 5, имеют приспособления для базирования экрана и высокочастотные индукторы 11 для разогрева и вваривания фиксаторов в экраны ЭЛТ. Для перемещения индукторов 11 и зажима экрана в гнезде каждая головка 2 вварки фиксаторов снабжена приводом 12.
Соосно головкам 2 вварки фиксаторов на каркасе 3 конвейера 1 установлены подъемники 13 и ориентаторы 14 экранов 8. Конвейер 1 имеет привод 15 и натяжную станцию 16.
Машина также имеет систему автоматического адресования экранов, содержащую электронный блок 17, соединенный с установленными на каркасе 3 конвейера 1 путевыми выключателями 18, конечными выключателями 19, пневмоприводами подъемников 13 экранов 8, приводом 15 конвейера 1 и головками 2 вварки фиксаторов.
Подъемник 13 экранов 8 выполнен в виде штанг 20, расположенных во втулках 21, закрепленных по обеим сторонам каркаса 3 конвейера 1. На верхних концах штанг 20 смонтированы сменные упоры 22 для подъема экрана 8 к гнезду головки 2 вварки фиксаторов. На нижних концах штанг 20 имеются подпружиненные пружинами 23 пневмоцилиндры 24, присоединенные через плиту 25 к штоку 26 пневмопривода 27.
Конвейер 1 выполнен в виде присоединенных к звеньям цепи 28 пластин 29, на которых установлены подставки 30 из неметаллического теплостойкого материала.
Ориентатор 14 состоит из установленной на стойках 31 горизонтальной прямоугольной рамки 32 (фиг.3) с располо- женными по ее внутреннему контуру кронштейнами 33 с ограничителями в виде роликов 34, сидящих на оси 35.
Многопозиционную машину монтируют в линии производства экранов ЭЛТ. в том числе цветных и дисплейного типа, между многопозиционным пресс-автоматом и печью отжига. Для передачи экрана на машину и из машины в печь отжига используют манипуляторы (на чертеже не показаны). Количество головок вварки фиксаторов (как правило, от двух до восьми штук) определяется технологическим процессов, в частности производительностью линии производства экранов ЭЛТ, конструкцией фиксатора, требованиями к качеству спая металлического фиксатора со стеклом экрана.
Машина работает следующим образом.
При помощи манипулятора экраны ЭЛТ поочередно снимаются с пресс-автомата, устанавливаются на позицию загрузки конвейера 1 в положение куполом вниз и движутся на нем к головкам 2 вварки фиксаторов. Установка каждого экрана на конвейер сопровождается сигналом, который подается в электронный блок 17, в который введена программа, определяющая адрес экрана, то ест под какой из головок 2 вварки фиксаторов экран должен остановиться.
Программа работы блока 17 составлена таким образом, что при взаимодействии движущегося на конвейере экрана с путевыми выключателями 18 и конечными выключателями 19 сигналы на привод 15 конвейера 1 поступят только от выключателей, соответствующих головке вварки фиксаторов, к которой направляется экран. При воздействии экрана на определенный программой блок 17 путевой выключатель 18 скорость конвейера снижается, а затем при воздействии экрана на конечный выключатель 19 конвейер 1 останавливается.
Одновременно включается пневмопривод 27 подъемника 13 и упоры 22, касаясь купола экрана 8, поднимают его над конвейером 1, движение которого возобновляется. При подъеме экран 8 проходит внутри рамки 32 ориентатора 14. При этом ограничители 34 производят предварительную ориентировку экрана 8 относительно головки 2 вварки фиксаторов. Штанги 20 подъемника 13 в поднятом положении не препятствуют движению экранов 8 на конвейере 1.
В верхнем положении экран 8 прижимается к головке 2 вварки фиксаторов и включает привод 12, который производит точную ориентацию и зажим экрана 8 в головке 2 вварки фиксаторов. Перемещение экрана 8 при ориентации происходит под воздействием незначительных усилий, так как при этом экран прижимается к головке вварки фиксаторов не жестко, а усилием пружин 21. После окончания ориентации экран фиксируется усилием пневмоцилиндров 24, для чего в них подается сжатый воздух. Таким образом, прижим экрана усилием пружин при ориентации предохраняет упоры 36, к которым прижимается экран, от быстрого износа, а сам экран от разрушения.
Положение экрана фиксируется пневмоцилиндрами, что позволяет исключить смещение экрана при вварке фиксаторов. Горизонтальное смещение экрана ограничивается прижимными губками 37.
Во время ориентации экрана включается генератор 8 высокой частоты и фиксаторы в индукторах 11 нагреваются. Индукторы 11 под воздействием привода 12 перемещаются в направлении бортов экрана, и горячие фиксаторы, расплавляя стекло, ввариваются в экран. После вварки вакуумные присосы индукторов 11 и генератор 6 высокой частоты отключаются и индукторы 11 возвращаются в исходное положение.
Подъемник 13 опускает экран с вваренными фиксаторами на конвейер 1, который транспортирует его к печи отжига. При опускании экрана включается бункерно-ориентирующее устройство 7, фиксаторы из которого загружаются в высокочастотные индукторы 11 и удерживаются в них вакуумными присосами.
Данная машина вварки фиксаторов позволяет повысить производительность за счет увеличения выхода годных экранов вследствие того, что при расположении экрана куполом вниз охлаждение внутренних и наружных поверхностей экрана происходит равномерно и уменьшается процент брака от коробления и разрушения экрана; повысить надежность работы за счет того, что экран находится под головкой вварки фиксаторов и при его разрушении куски стеклобоя вываливаются из головки, не нарушая ее работоспособности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Распылительная установка для нанесения покрытий | 1979 |
|
SU854455A1 |
| Устройство для изготовления экранов электронно-лучевых трубок | 1975 |
|
SU602480A1 |
| Автоматическая линия для транспортировки полуфабрикатов | 1973 |
|
SU653186A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| ПОТОЧНАЯ ЛИНИЯ для ДЕМОНТАЖА РОЛИКОВЬ!Х БУКС | 1973 |
|
SU371103A1 |
| Устройство для нагрева изделий | 1988 |
|
SU1589013A1 |
| СИСТЕМА ТЕСТИРОВАНИЯ И РЕГУЛИРОВКИ ЭЛЕКТРОННЫХ ДИСПЛЕЙНЫХ УСТРОЙСТВ | 1995 |
|
RU2157057C2 |
| Установка для изготовления многослойных и восстановления изношенных деталей | 1976 |
|
SU616965A1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Электроэрозионный станок для прошивания отверстий | 1979 |
|
SU856729A1 |

Изобретение относится к производству изделий электровакуумной техники, в частности, к многопозиционным машинам для вварки металлических фиксаторов в стеклянный экран электронно-лучевой трубки, в том числе цветной, дисплейного типа. Цель изобретения - повышение производительности и надежности - достигается за счет введения подъемников экрана с пневмоприводами и ориентаторов экранов. Транспортирующий механизм выполнен в виде горизонтального цепного конвейера, на звеньях которого закреплены подставки для экранов из диэлектрического теплостойкого материала, головки вварки фиксаторов размещены над ориентаторами экранов и подъемниками, каждый из которых выполнен в виде двух пар штанг, установленных вертикально по обеим сторонам конвейера с возможностью вертикального перемещения, снабженных упорами, установленными на верхних концах штанг, и подпружиненными пневмоцилиндрами, размещенными на нижних концах штанг и жестко соединенными со штоками пневмоприводов, закрепленных на основании. Каждый ориентатор установлен на основании между конвейером и головкой вварки фиксаторов и выполнен в виде рамки с роликовыми ограничителями, установленными по внутреннему контуру рамки. 3 ил.
МНОГОПОЗИЦИОННАЯ МАШИНА ВВАРКИ ФИКСАТОРОВ В ЭКРАН ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ, содержащая транспортирующий механизм, головки вварки металлических фиксаторов, размещенные на основании и снабженные приспособлениями для базирования экрана и высокочастотными индукторами для нагрева металлических фиксаторов, отличающаяся тем, что, с целью повышения производительности и надежности, в нее введены подъемники экрана с пневмоприводами и ориентаторы экранов, а транспортирующий механизм выполнен в виде горизонтального цепного конвейера, на звеньях которого закреплены подставки для экранов из диэлектрического теплостойкого материала, причем головки вварки фиксаторов размещены над ориентаторами экранов и подъемниками, каждый из которых выполнен в виде двух пар штанг, установленных вертикально по обеим сторонам конвейера с возможностью вертикального перемещения, снабженных упорами, установленными на верхних концах штанг, и подпружиненными пневмоцилиндрами, размещенными на нижних концах штанг и жестко соединенными со штоками пневмоприводов, закрепленных на основании, а каждый ориентатор установлен на основании между конвейером и головкой вварки фиксаторов и выполнен в виде рамки с роликовыми ограничителями, установленными по внутреннему контуру рамки.
| Карусельная машина заварки фиксаторовВ эКРАН цВЕТНОгО КиНЕСКОпА | 1979 |
|
SU802213A1 |
