(54) МАШИНА ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ СТЕКЛЯННЫХ
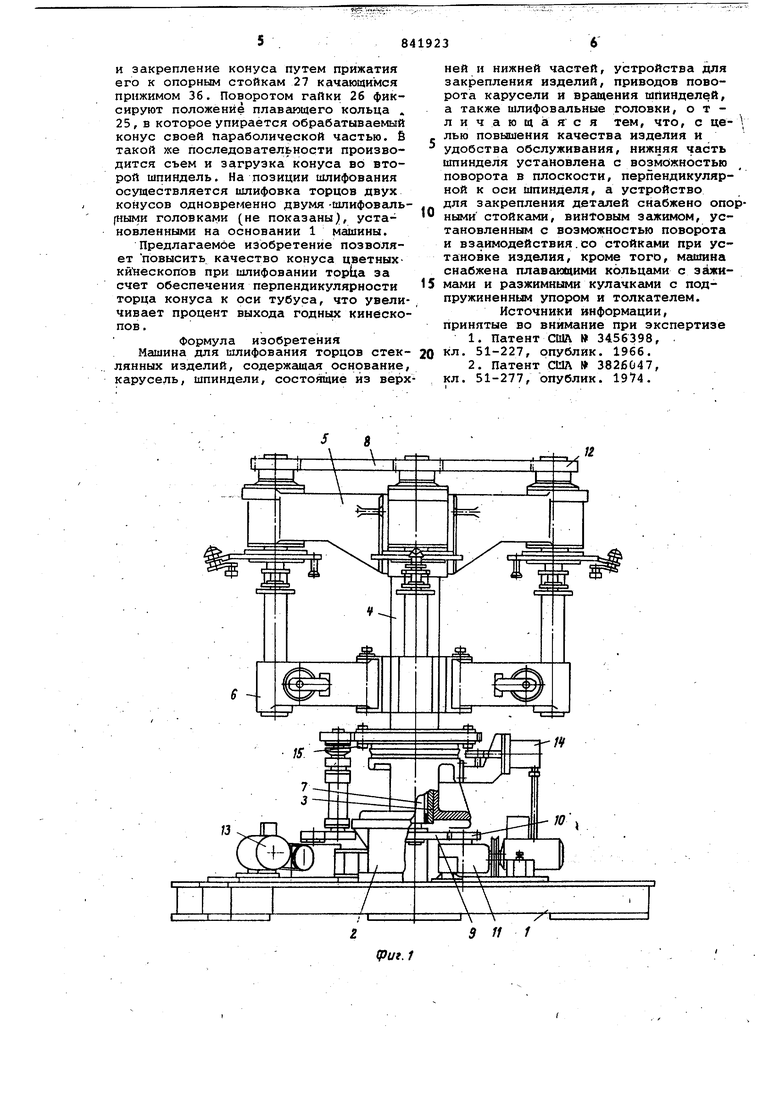
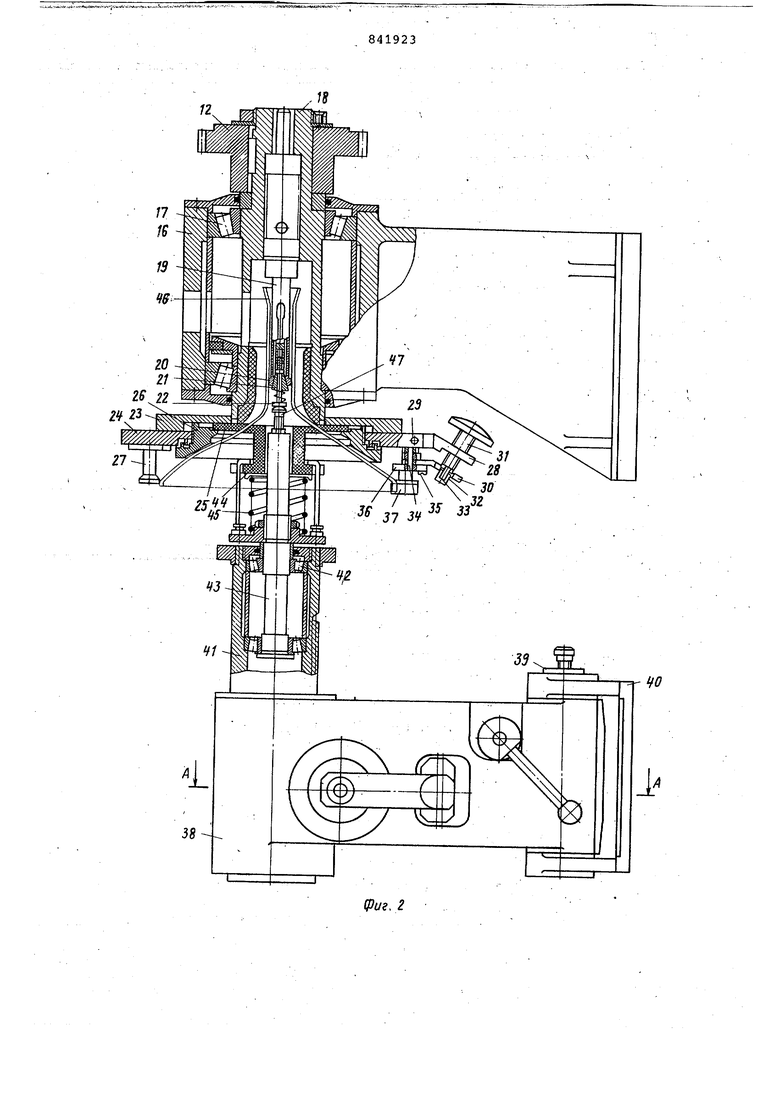
ИЗДЕЛИЙ ный упор, причем подпружиненный упор взаимодействует с регулируемым толка телем, установленным на пиноли нижне части каждого шпинделя. На фиг. 1 изображена машина, общи вид; на фиг. 2 - верхняя и нижняя части шпинделя в процессе ориентации |И зажима изделия, общий вид; на фиг. 3 разрез А-А на фиг. -2. Многопозиционная машина для шлифо вания торцов конусов цветных кинескопов представляет собой четырехшпи дельную машину карусельного типа с прерывистым вращением карусели, имею щую две те.хнологических позиции одна из которых рабочая, а вторая служит для установки и съема изделия, причем на рабочей позиции производится обработка одновременно двух конусов двумя шлифовальными.головками, а на позиции установки и съема изделия пр изводится установка, ориентация и за жим изделия, подлежащего обработке, и съем обработанных изделий. Машина имеет основание 1, на котором смонтированы все узлы и механизмы машины. На основании 1 установлена сборная тумба 2 с неподвижной колонной 3. На колонне 3 на подшипниках сколь жения и ynoptiOM подшипнике установлена карусель 4, представляющая собой трубу, к которой крепятся, верхние 5 и нижние б части шпинделей. Внутри колонны 3 на подшипниках смонтирован ,вал 7, на концах которого закреплены зубчатые колеса 8 и 9, причем зубчатое колесо 9 через шестерню 10 соединено с приводом 11 вращения шпинделей, а зубчатое колесо 8 - с шестернями 12 верхней части 5 шпинделей. На основании 1 установлен привод 13 поворота карусели 4 на 180°, причем положение ее фиксируется фиксирующим устройством 14 (на фиг. 1 показано частично по роликам 15, установленным на нижнем диске карусели .4. Верхняя часть 5 шпинделя (фиг. 2) состоит из корпуса 16, в котором на подшипниках 17 качения смонтирована пиноль 18, на верхнем конце которой закреплена шестерня 12. Внутри пиноли 18 закреплена цанга 19 со скругленными рабочими поверхностями 20 кулачков. РаЭжим цанги осуществляется конусом 21 через подпружиненный упор 22. На диск 23 пиноли 18 установлено устройство ориен тации и закрепления конуса, состояще из кфэпуса 24, плавающего кольца 25 и гайки 26. На нижней плоскости корпуса 23 установлены три опорные стой ки 27, а на боковой поверхности качающийся зажим, состоящий из кронштейна 28, в котором на оси 29 имеет возможность качаться рычаг 30, В кронштейн 28 ввернут винт 31 с рукоя кой. Нижний конец винта 31 при помощи сферических шайб 32 и кольца 3 закреплен на рычаге 30. На рычаге 30| по оси 34, удерживаемый винтами 35, Имеет возможность качания в горизонтальной плоскости прижим 36 с роликами 37. Нижняя часть 6 шпинделя состоит из корпуса 38, связанного осью 39 с кронштейном 40, монтируемым на карусель 4. В корпусе 38 по ходовой посадке смонтирована пиноль 41, внутри котор ой на подшипниках 42 качения установлен вал 43. На наружной поверхности выходного конца ваЛа 43 установлена подпружиненная опора 44, причем усилие пружины 45 несколько превышает Массу обрабатываемого конуса 46. В верхний торец вала 43 ввернут регулируелшй толкатель 47, предназначенный для разжима цанги 19. На ПИНОЛИ 41 выполнена рейка 48 (фиг. 3), соединяющаяся с шестерней 49, закрепленной на валу 50, на наружном конце которого закреплена рукоятка 51 с подпружиненным фиксатором 52, входящим Ь отверстие пЛанки 53, закрепленной на корпусе 38. На кронштейне 40 закреплена стойка. 54, к винту 55 которой корпус 58 прижимается упором 56. 3to положение фиксируется торцовым кулаком 57, опирающимся на опору 58, закрепленную на стойке 54. Кулак 57 закреплен на валу 59, установленном в корпусе 38. На другом конце вала 59 закреплена рукоятка 60. Машина работает следующим образом. На позиции загрузки и съема изделия вращением рукоятки винта 31 отводят от обработанногЪ изделия качающийся прижим 36, извлекают фиксатор 52, производят один оборот рукрят-. ки 51 (до фиксированного положения), тем самым обработанный конус, который придерживают рукой, опускают в крайнее нижнее положение. Поворотом рукоятки 60 освобождают корпус 38, удерживаемый в фиксированном положении торцовым кулаком 57, поворачивают его до выведения обработанного конуса из-пОд верхней части 6 шпинделя и конус снимают. На подпружиненную опору 44 устанавливают необработанный конус, придерживая рукой, разворачивают корпус 38 шпинделя в исходное положение и фиксируют его торцовым кулаком 57, поворачивая рукоятку 60. Затем, поворачивая рукоятку 51 на Один оборот, подымают конус в верхнее положение. В процессе подъема конус ориентируют так, чтобы реперные метки совпадали с опорными стойками 27, а тубус оделся на цангу 19. Когда конус доходит до крайнего верхнего положения, регулируемый толкатель 47, нажимая на подпружиненный упор 22, через конус 21 разжимает цангу 19, а она скругленными поверхностями 20 СВОИХ кулачков фиксирует положение тубуса. Вращением рукоятки винта 31 осуществляется ориентация
и закрепление конуса путем прижатия его к опорным стойкам 27 качающимся прижимом 36. Поворотом гайки 26 фиксируют положение плаваищего кольца 25, в которое упирается обрабатываемый конус своей параболической частью. Ё такой же последовательности производится съем и загрузка конуса во второй шпиндель. На позиции шлифования осуществляется шлифовка торцов двух конусов одновременно двумя -шлифоваль(ными головками (не показаны), установленными на основании 1 машины.
Предлагаемое изобретение позволяет повысить качество конуса цветныхKHliecKonoB при шлифовании TopUa за счет обеспечения перпендикулярности торца конуса к оси тубуса, что увеличивает процент выхода годных кинескопов .
Формула изобретения
Машина для шлифования торцов стеклянных изделий, содержащая основание, карусель, шпиндели, состоящие из верхней и нижней частей, устройства для закрепления изделий, приводов поворота карусели и вращения шпинделей, а также шлифовальные головки, отличающаяся тем, что, с це- V лью повышения качества изделия и удобства обслуживания, нижняя часть шпинделя установлена с возмс1жностью поворота в плоскости, перпендикулярной к оси шпинделя, а устройство для закрепления деталей снабжено опор0ными стойками, винтовым зажимом, установленным с возможностью поворота и взаимодействия.со стойками при установке изделия, кроме того, машина снабжена плавающими к6льц 1ми с зажимами и разжимными кулачками с подпружиненным упором и толкателем.
Источники информации, принятые во внимание при экспертизе
1.Патент США 3456398, кл. 51-227, рпублик. 1966.
0
2.Патент США 3826047, кл. 51-277, опублик. 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ СВАРКИ КОНУСА С ТУБУСОМ ЭЛЕКТРОННОЛУЧЕВОЙ ТРУБКИ | 1973 |
|
SU376330A1 |
| Многопозиционная машина заваркиэлЕКТРОННО-ОпТичЕСКОй СиСТЕМы B бА-ллОНы цВЕТНыХ КиНЕСКОпОВ | 1979 |
|
SU846505A1 |
| Машина для заврки ламп-фар | 1975 |
|
SU589647A1 |
| Установка для безударной клепки стержневых заклепок | 1980 |
|
SU941003A1 |
| Установка для сварки конуса электронно-лучевой трубки с тубусом | 1987 |
|
SU1516467A1 |
| Устройство для суперфиниширования | 1975 |
|
SU704764A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Установка для вварки металлических деталей в стеклянные изделия | 1979 |
|
SU854902A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Карусельная машина для шлифовки торцов изделий | 1972 |
|
SU448941A1 |

фиг, 2
f
s &
.zzzzzz g
