(54.) УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ СТРОИТЕЛЬНЫХ
1
Изобретение относится к производству строительных материалов, в частности к устройствам для тепловой обработки железобетонных игделий.
Известны устройства для тепловой обработки железобетонных изделий, содержащие источники инфракрасных лучей, расположенные в камере, измеритель .температуры и вторичный регистрирующий прибор 1 и 2 .
Данные устройства не обеспечивают требуемый режим обработки, поскольку не учитывают большую инерционность камеры.
Наиболее близким к изобретению по технической сущности является устройство для термообработки строительных изделий, содержащее датчик и задатчик температуры, контактор, источник питания/ регулятор мощности, элемент сравнения и расположенные в камере термообработки электронагреватели, одни выводы которых через источник питания подключены к соответствующим входам контактора, причем датчик и задатчик температуры подключены к соответствующим входам элемента сравнения , выход которого через регулятор мощности соединен с управляющим входом контактора, а другие выводы
Р ДЕЛИЙ
электронагревателей соединены с соответствующими выходами контактора 3.
Недостатком этого устройства является перерасход электроэнергии, обусловленный тем, что при большой мощности электронагревателей происходят значительные отклонения температуры в камере от ее номинально0 го значения из-за значительной инерционности среды в камере, так как устройство не имеет упреждающего блока, который бы давал команду на отключение нагревателей с учетом
15 этой инерционности. Отключение же части нагревателей при приближении температуры к зоне Норма создает неравномерное температурное поле, т.е. неравноценные условия для терЮ мообрабатываемых изделий, что недопустимо Кроме того, в этом устройстве частота включения контактора при температуре, близкой к заданной, и при условии поддержания ее с высокой точностью, недопустимо большая, что приводит к выходу контактора из строя, т.е. к снижению надежности устройства в целом.
Цель изобретения - повышение надежности работы устройства.
Цель достигается тем, что устройство для термообработки строительных изделий, содержащее датчик и задатчик температуры, контактор, источник питания, регулятор мощности, элемент сравнения и расположенные в камере термообработки электронагреватели, одни вьшоды которых через источник питания подключены к соответствующим входам контактора, причем датчик и эадатчик температуры подключены к соответствующим входам элемента срав нения, выход которого через регулятор мощности соединен с управляющим входом контактора, а другие выводы электронагревателей соединены с соответствующими выходами контактора, снабжено ключами, дополнительными датчиком и задатчиком температуры, дополнительными элементом сравнения регулятором мощности, и импульсным прерывателем, причем дополнительные датчик и задатчик температуры подключены к соответствукхцим входам дополнитеЛьного элемента сравнения,выход которого соединен со входом допонительного регулятора мощности,один из выходов которого подключен ко вхо импульсного прерывателя, а выход импульсного прерывателя и другой выход дополнительного регулятора мощности подключены к одним из входов соответствующих ключей,выходы которых объединены, а другие входы соединены с соответствующими выходами контактора.
На чертеже представлено предлагаемое устройство.
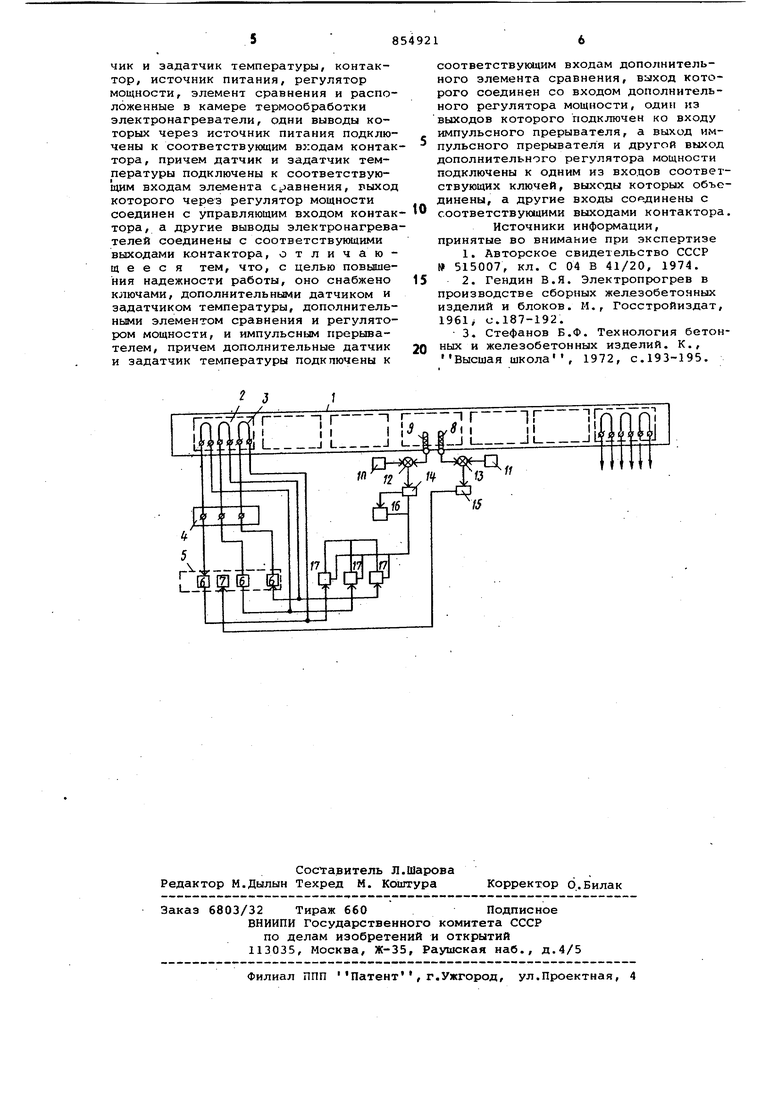
Устройство содержит камеру 1 термообработки, в которой смонтированы секции 2 трубчатых нагревателей 3, источник 4 питания, контактор 5 с контактами 6 и катушкой включения 7, установленные в камере да чика 8 и 9 температуры, задатчики 10 и И температур, элементы 12 и 13 сравнения, регуляторы 14 и 15 мощностей, импульсный прерыватель 16, ключи 17,
Устройство работает следующим образом.
На задатчике 11 устанавливают значение температуры, соответствующее 90-95% от необходимой для термообработки .изделий. На задатчике 10 устанавливают значение температуры, равное 100% требуемой для термообработки. После поступления изделий в камеру 1 включается источник 4 питания. Если температура в камере 1 в это время меньше установленного значения на задатчике 11, то сигнал рассогласования с выхода элемента 13 сравнения поступает на регулятор 15, который включает контактор 5,контакты 6 которого замыкаются и подключают выводы трубчатых электронагревателей 3 к другим фазам источника 4 питания,т.е. электронагреватели 3 включаются на полное линейное напряжение источника 4 питания, например 380 В. Потребляя при этом номинальную мощность, электронагреватели 3 выделяют максимальное количество тепла, в результате чего температура в камере 1 быстро достигает значения до 95% от требуемого для термообработки. При этом значении температура регулятора 15 отключает контактор 5, а регулятор 14 мощности по сигналу с элемента 12 сравнения выдает сигнал на управляющие входы ключей 17. Ключи 17 замыкают между собой концы электронагревателей 3 которые в этом случае оказываются подключенными на пониженную мощность так как запитаны фазным напряжением 220 В источника 4 питания. При приближении температуры в камере 1 к заданной, например при температуре, равной 99% от заданной, исчезает напряжение на первом выходе регулятора 14 мощности, а с его второго выхода подается сигнал на импульсный прерыватель 16, через который на управляющие входы ключей 17 подается прерывистый сигнал. Происходит импульс, например по 2-3 мин, включение электронагревателей 3, в результате чего температура в камере 1 плавно достигает заданного значения, при котором сигнал с вькода регулятора мощности снимается. При понижертии температуры работа устройства происходит в обратном порядке - сначала ключи 17 замыкаются импульсно, если температура в камере 1 продолжает снижаться, ключи 17 замыкаются на необходимое время для восстановления температуры, а если не происходит, включается контактор 5. Поскольку среда в камере обладает большой инерционностью, практически отклонения температуры лежат в зоне работы регулятора 14 мощности и только при больших возмущениях в системе регулирования, например при загрузке изделий, электронагреватели 3 включаются на полную мощность.
Работа нагревателей в режиме с пониженной мощностью помимо экономии электроэнергии обеспечивает также более длительную работу самих нагревателей без их разрушения, что повышает надежность устройства в целом. Надежность устройства, кроме того, повышается за счет снижения частоты включения контактора и введения в устройство бесконтактных электронных ключей, обеспечивающих надежную коммутацию с любой частотой (применительно к данному устройству) при пониженной мощности электронагревателей.
Формула изобретения
Устройство для термообработки строительных изделий, содержащее датчик и эадатчик температуры, контактор, источник питания, регулятор мощности, элемент сравнения и расположенные в камере термообработки электронагреватели, одни выводы которых через источник питания подключены к соответствующим входам контак тора, причем датчик и эадатчик температуры подключены к соответствующим входам элемента сравнения, выход которого через регулятор мощности соединен с управляющим входом контак тора, а другие выводы электронагревателей соединены с соответствующими выходами контактора, отличающееся тем, что, с целью повышения надежности работы, оно снабжено ключами, дополнительными датчиком и эадатчиком температуры, дополнительными элементом сравнения и регулятором мощности, и импульсным прерывателем, причем дополнительные датчик и задатчик температуры подкпючены к
соответствуквдим входам дополнительного элемента сравнения, выход которого соединен со входом дополнительного регулятора мощности, один из выходов которого подключен ко входу импульсного прерывателя, а выход импульсного прерывателя и другой выход дополнительного регулятора мощности подключены к одним из входов соответствующих ключей, выходы которых объединены, а другие входы соединены с соответствующими выходами контактора
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 515007, кл. С 04 В 41/20, 1974.
2.Гендин В.Я. Электропрогрев в производстве сборных железобетонных изделий и блоков. М., Госстройиздат, 1961 с.187-192.
3. Стефанов Б.Ф. Технология бетонных и железобетонных изделий. К., Высшая школа , 1972, с.193-195.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления термообработкой | 1982 |
|
SU1038327A1 |
| Устройство для регулирования тепловлажностной обработки железобетонных изделий | 1982 |
|
SU1031958A1 |
| Устройство для регулирования температуры | 1984 |
|
SU1188713A1 |
| Устройство для стерилизации медицинского инструмента | 1989 |
|
SU1750691A1 |
| Устройство для термовлажностной обработки железобетонных изделий | 1980 |
|
SU1004322A1 |
| Устройство для управления отопительным агрегатом | 1981 |
|
SU1004719A1 |
| Регулятор температуры секционированного электронагревателя | 1981 |
|
SU987599A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТЕРМОВЛАЖНОСТНОЙ ОБРАБОТКОЙ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1990 |
|
RU2026779C1 |
| Устройство для регулирования температурыТЕРМОэМиССиОННОгО пРЕОбРАзОВАТЕля | 1979 |
|
SU798757A1 |
| ТЕРМОСТАТ ДЛЯ КАЛИБРОВКИ И ПРОВЕРКИ ОКЕАНОГРАФИЧЕСКИХ ПРИБОРОВ | 2012 |
|
RU2506624C2 |
