Предлагается автоматический регулятор скорости подачи, в частности, электродов электросварочного аппарата.
Известные регуляторы подобного рода с применением в качестве двигателя подачи однофазной сериесной машины, регулируемой путем шунтирования якоря сопротивлением, имеют сложную схему управления.·
В предлагаемом регуляторе упрощение схемы управления достигнуто благодаря применению в качестве указанного сопротивления дросселя насыщения, снабженного двумя управляющими обмотками подмагничивания, включенными одна на напряжение сети, а другая на контролируемое напряжение (напряжение сварочной дуги).
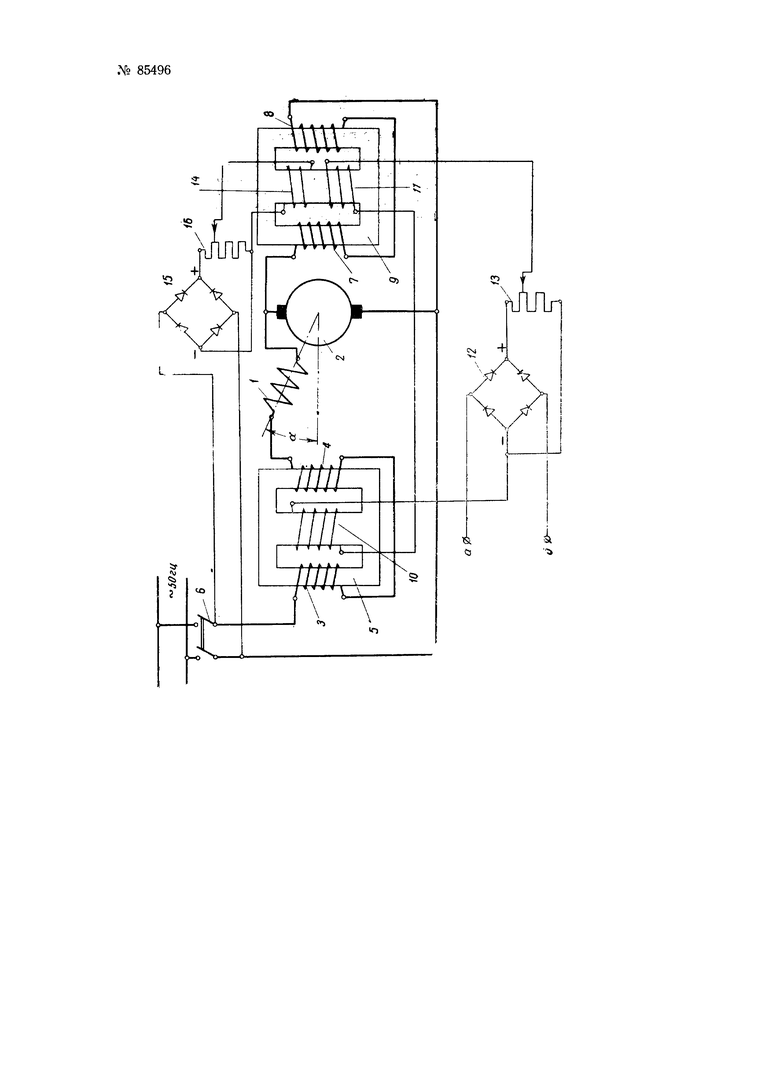
На чертеже приведена принципиальная схема предлагаемого регулятора.
Цепь управления (зажимы а и б) подключается непосредственно на контролируемое напряжение, например, на напряжение дуги, т.е. между изделием и электродом. По мере уменьшения контролируемого напряжения должна уменьшаться скорость подачи (электрода) и в некоторый момент (при коротком замыкании между электродом и изделием) двигатель подачи должен реверсироваться.
Сериесный двигатель 1-2 подачи электрода присоединен к однофазной сети переменного тока через обмотки 3 и 4 управляемого дросселя насыщения 5 и выключатель 6.
Якорь двигателя 2 шунтирован двумя последовательно соединенными обмотками 7 и 8 управляемого дросселя 9 насыщения 8.
Управляющие обмотки подмагничивания 10 и 11 дросселей 5 и 9 насыщения соединяются последовательно и подключаются через селеновый выпрямитель 12 и потенциометр 13 на контролируемое напряжение, например на напряжение дуги, подаваемое на зажимы а и б.
Управляющая обмотка 14 дросселя 9 через селеновый выпрямитель 15 и потенциометр 16 подключается к сети переменного тока непосредственно или же через понижающий трансформатор (на схеме показано непосредственное включение).
Магнитодвижущие силы обмоток 11 и 14 направлены навстречу друг другу.
Щетки двигателя 1-2 сдвигаются с геометрической нейтрали на угол α=10-20° эл. в сторону вращения якоря. Благодаря этому при малой величине сопротивления, шунтирующего якорь, двигатель из нормального сериесного превращается в репульсионный и изменяет направление своего вращения.
Устройство работает следующим образом. В момент, когда дуга еще не горит, на зажимы а и б подается полное напряжение вторичной обмотки сварочного трансформатора, вследствие чего магнитодвижущая сила (м. д. с) обмотки 11 будет большой и уравновесит м. д. с. обмотки 14. При этом дроссель 9 не будет подмагничен, якорь двигателя 2 будет шунтирован очень большим сопротивлением и двигатель будет подключен почти на полное напряжение питающей сети, так как индуктивное сопротивление обмоток 3 и 4 дросселя 5 будет мало. В результате этого двигатель будет с максимальной скоростью осуществлять подачу электрода в изделию.
При соприкосновении электрода с изделием вследствие короткого замыкания сварочной цепи, напряжение на зажимах а и б станет равным нулю, что приведет к исчезновению м. д. с. обмотки 11 В результате м. д. с. обмотки 14 подмагнитит дроссель 9, вследствие чего индуктивное сопротивление обмоток 7 и 8, шунтирующих якорь, резко уменьшится и двигатель 1-2 благодаря сдвигу щеток перейдет в репульсионный режим работы с изменением направления вращения. Для ограничения величины тока, протекающего по обмоткам двигателя, необходимо снизить напряжение, подводимое к его якорю, что осуществляется дросселем 5. Поскольку в рассматриваемом случае ток в цепи управляющей обмотки 10 будет равен нулю и дроссель не будет подмагничен, его обмотки 3 и 4 будут иметь большое индуктивное сопротивление.
При отходе электрода от изделия появится некоторое напряжение на зажимах а и б, которое переведет двигатель 1-2 в режим сериесного двигателя, осуществляя его реверсирование.
С помощью потенциометров 13 и 16 можно отрегулировать устройство на работу с желаемой длиной дуги.
Если с увеличением напряжения на зажимах а и б нужно не увеличивать скорость двигателя, а наоборот уменьшать его, а при дальнейшем увеличении напряжения реверсировать двигатель, то нужно поменять местами дроссели насыщения 5 и 9.
Дроссель насыщения 5, ограничивающий величину тока, протекающего через двигатель, может быть заменен активным сопротивлением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Преобразовательное устройство | 1956 |
|
SU110373A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДУГОВОЙ ПЕЧИ | 1949 |
|
SU85488A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1939 |
|
SU57620A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1936 |
|
SU48929A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Автоматический регулятор | 1937 |
|
SU58790A1 |
| Регулятор подачи долота на забой | 1951 |
|
SU106766A2 |
| Устройство для регулирования напряжения и частоты мотор-генераторного преобразователя | 1956 |
|
SU110842A1 |
| Полуавтомат для сварки в среде защитного газа | 1991 |
|
SU1814601A3 |
| АВТОМОБИЛЬНЫЙ СВАРОЧНЫЙ АГРЕГАТ | 1992 |
|
RU2042484C1 |
1. Автоматический регулятор скорости подачи, в частности, электродов электросварочного аппарата, с применением в качестве двигателя подачи однофазной сериесной машины, регулируемой путем шунтирования якоря сопротивлением, отличающийся тем, что, с целью упрощения схемы управления, в качестве указанного сопротивления применен дроссель насыщения, снабженный двумя управляющими обмотками подмагничивания, имеющими противоположно действующие ампервитки и включенные: одна - на направление сети, а другая - на контролируемое напряжение (например, на напряжение сварочной дуги).
2. Автоматический регулятор по п. 1, отличающийся тем, что с целью изменения направления вращения машины при минимальном значении контролируемого напряжения (например, в момент короткого замыкания электрода с изделием), щетки сериесного двигателя сдвинуты относительно геометрической нейтрали на угол в 10-20° эл. с тем, чтобы при малых величинах шунтирующего сопротивления он переходил в репульсионный режим работы и измененным направлением вращения.
