Автором настоящего изобретения уже иредлагалось (по авторскому свидетельству № 48929) применить репульсионный двигатель для автоматической подачи электродной проволоки при дуговой сварке.
Основным недостатком этого автомата оказалось затрудненное зажигание. Последнее является следствием того, что при сериесном режиме (отдергивание электрода) начальный реверсирующий момент двигателя при сдвинутых от нейтралей щетках мал, зависит от угла сдвига щеток и, таким образом, реверсирование якоря после соприкасания электрода с изделием происходит недостаточно быстро, вследствие чего электрод успевает надежно привариться к изделию.
Так как в сериесном режиме при сдвинутых от нейтрали щетках, для получения необходимого начального момента, двигатель питался сравнительно высоким напряжением, то после начала реверсирования обороты его быстро нарастали и в момент отрыва электрода достигали такой величины при которой обратное реверсирование требовало значительного
крутящего момента, дуга растягивалась и часто сразу обрывалась.
Автором было найдено, что для автоматического управления подачей проволоки удобно использовать репульсионный режим двигателя, а не сериесный.
Применение репульсионного режима при отрыве электрода дает возможность получения большого начального момента при малой скорости и, таким образом, электрод быстро после короткого замыкания отрывается, но дуга не растягивается, так как реверсирование, из-за незначительной скорости якоря, происходит быстро. Зажигание при репульсионно-реверсивном режиме получается сразу после первого короткого замыкания.
Предметом настоящего авторского свидетельства и является такое устройство для управления сварочной головкой, в котором для автоматической подачи электродной проволоки репульсионным двигателем используется репульсионно-реверсивный режим.
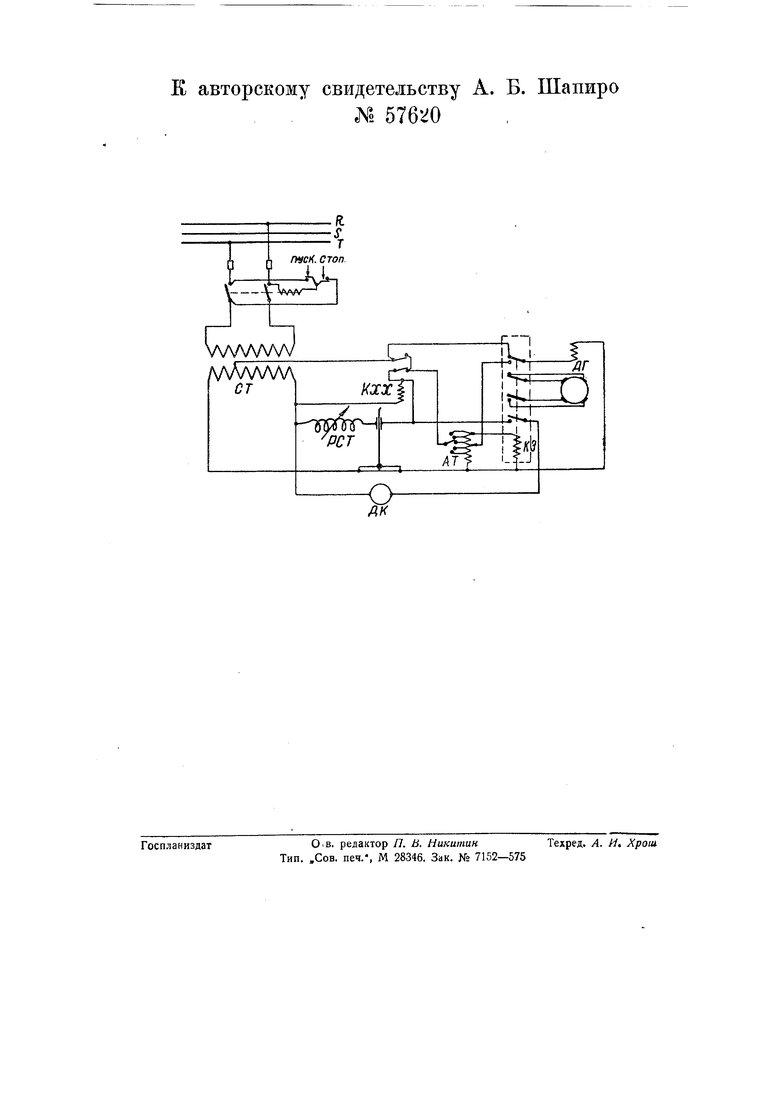
Сущность изобретения поясняется чертежом, на котором изображена.
электрическая схема предлагаемого устройства. Здесь СТ-сварочный трансформатор, РСТ- регулятор сварочного тока (реактор), КХХ-контактор холостого хода, КЗ - контактор зажигания, AT - автотрансформатор, ДГ - репульсионный двигатель головки, ДК-двигатель каретки.
Репульсионно-реверсивный режим достигается при полющи двух систем щеток на якоре двигателя ДГ, сдвинутых в разные стороны от нейтралей. При коротком замыкании одной из систем щеток якорь вращается в одну сторону, а при коротком замыкании второй системы щеток - в противоположную, независимо от фазы обмотки возбуждения. Контактор зажигапия КЗ служит для возбуждения дуги, и обмотка его включена параллельно дуге с таким расчетом, чтобы
якорь был ПрИТЯПуТ при ХОЛОСТОМ
ходе и при горении дуги и отпадал при коротком замыкания электрода с изделием.
Контактор холостого хода hXX служит для питания головки и катущки контактора зажигания при холостом ходе от пониженного напряжения, примерно соответствующего напряжению дуги, для предохранения их от чрезмерной перегрузки от напряжения холостого хода сварочного трансформатора, которое в 3--i раза превыщает напряжение дуги. Катушка контактора холостого хода КХХ включена параллельно реактору в сварочной цепи, и якорь его притянут при коротком замыкании и горении дуги и отпадает при холостом ходе.
Регулировка процесса в основном производится при помощи изменения угла поворота пхеток. Для регулировки не применяется, как прежде, реостат в цепи возбул дения, так как, в виду насыщения, при случайном изменении напряжения дуги ток изменяется в более высокой степени, чем напряжение и, следовательно, напряжение, теряемое в реостате, также изменяется резко,, и система получается нечувствительной к изменению напряжения дуги.
Автотрансформатор, введенный в цепь питания обмотки возбуждения
двигателя, служит для грубой регулировки процесса при изменении номинального напряжения дуги.
Характеристики двигателя таковы, что чувствительность его -изменение скорости при изменении напряжения- максимальна в известном диапазоне напряжения. При необходимости изменить напряжение дуги целесообразно оставить питание обмотки возбуждения головки от напряжения, при котором чувствительность головки максимальна, для чего и служит автотрансформатор, а скорость регулировать из.менением угла сдвига щеток.
Питание всей системы производится от одного сварочного трансформатора с реактором в сварочной цепи.
Рассмотрим работу автомата в трех основных режи1Йах.
I.Холостой ход. Якорь контактора холостого хода не притянут, так как напряжение на реакторе равно нулю. Автотрансформатор питается от части вторичного напряжения сварочного трансформатора при помощи отпайки от вторичной обмотки и таким образом якорь контактора зажигания притянут и накоротко замкнуты щетки (нижние на схеме), при коротком замыкании которых электрод подается к изделию. Скорость подачи постоянная,так как питающее напряжение - постоянное. Двигатель каретки при притянутом якоре контактора зажигания включен параллельно реактору сварочной цепи и, так как напряжение па реакторе при холостом ходе равно нулю, двигатель не работает.
II.Короткое замыкание. При коротком замыкании электрода с изделием напряжение на реакторе в сварочной цепи будет практически равно напряжению вторичной обмотки трансформатора. Якорь контактора холостого хода притянется и автотрансформатор будет включен параллельно дуге. При коротком замыкании напряжение практически равно нулю и якорь контактора зажигания отпадает. Обмотка возбуждения получит питание от части вторичного напряжения трансформатора при помощи отпайки. Первая система щеток будет разомкнута, а вторая (верхняя на схеме) замкнута накоротко, причем электрод отрывается от изделия. Угол сдвига второй системы щеток устанзБливается постоянным при изготовлении автомата. Цепь питания двигателя каретки разомкнута контактором зажигания.
III. Дуга. При горении дуги напряжение реактора цепи сварочного тока мало отличается от напряжения вторичной обмотки трансформатора и практически постоянно. Якорь контактора холостого хода притянут и автотрансформатор включен параллельно ду1е. Якорь контактора зажигания притянут. Питание обмотки возбуждения головки производится параллельно дуге через автотрансформатор. Вторая система щеток разомкнута, а накоротко замкнута первая система щеток и электрод подается к изделию со скоростью, зависящей от напряжения дуги и равной скорости сгорания электрода. Происходит автоматическое регулированиепроцесса и поддержание постоянства длины дуги.
Двигатель каретки или пусковая аппаратура его включены параллельно реактору в сварочной цепи и работают только при горении дуги.
Предмет изобретения.
1.Устройство для автоматической подачи электродной проволоки при дуговой сварке с применением для подачи электрода репзльсионного двигателя с замыканием обмотки якоря накоротко в момент подачи, отличающееся тем, что репульсионный двигатель имеет две системы щеток, сдвинутых в разные стороны от нейтрали и служащих, при раздельном коротком замыкании их, для сообщения двигателю вращения в ту или другую сторону.
2.В устройстве по п. 1 применение двух контакторов (реле), из которых один - контактор зажигания - для переключения систем щеток имеет обмотку, включенную параллельно дуге и рассчитанную так, чтобы якорь контактора был притянут при холостом ходе и отпадал при коротком замыкании, а второй - контактор холостого хода - имеет обмотку, включенную параллельно реактору, и предназначен питать катушку контактора зажигания при холостом ходе не от напряжения холостого хода, а от части его через отдельный автотрансформатор.
Е авторскому свидетельству А. Б. Шапиро
№ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1936 |
|
SU48929A1 |
| Устройство для автоматической подачи электрода при дуговой сварке | 1936 |
|
SU48931A1 |
| Видоизменение устройства для автоматической подачи электрода при дуговой сварке по авторскому свидетельству № 48931 | 1939 |
|
SU60217A2 |
| Устройство для автоматической подачи сварочного электрода | 1938 |
|
SU54213A1 |
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР СКОРОСТИ ПОДАЧИ | 1949 |
|
SU85496A1 |
| Способ реверсирования однофазного коллекторного двигателя | 1943 |
|
SU66151A1 |
| Устройство для автоматического ограничения тока холостого хода электросварочного трансформатора | 1955 |
|
SU102843A1 |
| Автоматический регулятор | 1937 |
|
SU58790A1 |
| РЕПУЛЬСИОННЫЙ ДВИГАТЕЛЬ | 1998 |
|
RU2142192C1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |