(54) РЕЗЬБОНАКАТНОЙ РОЛИК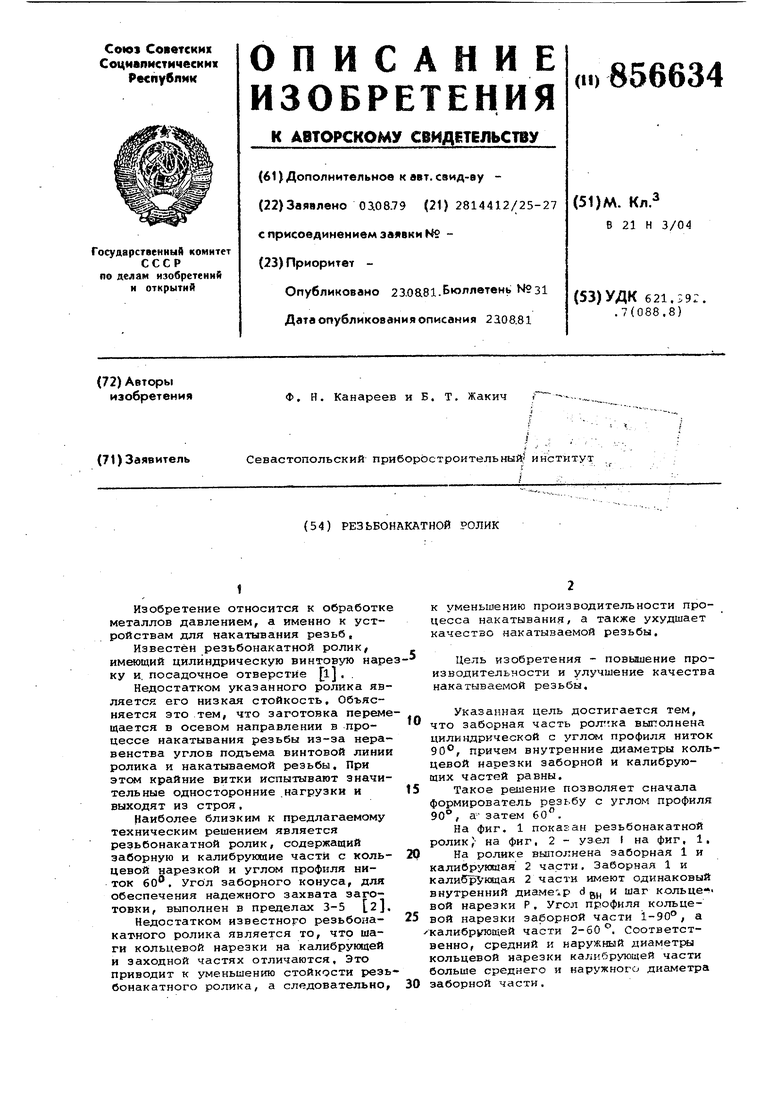
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| Способ накатывания конической резьбы | 1980 |
|
SU948505A1 |
| Резьбонакатная головка | 1982 |
|
SU1058697A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| Инструмент для образования резьбы | 1978 |
|
SU728967A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
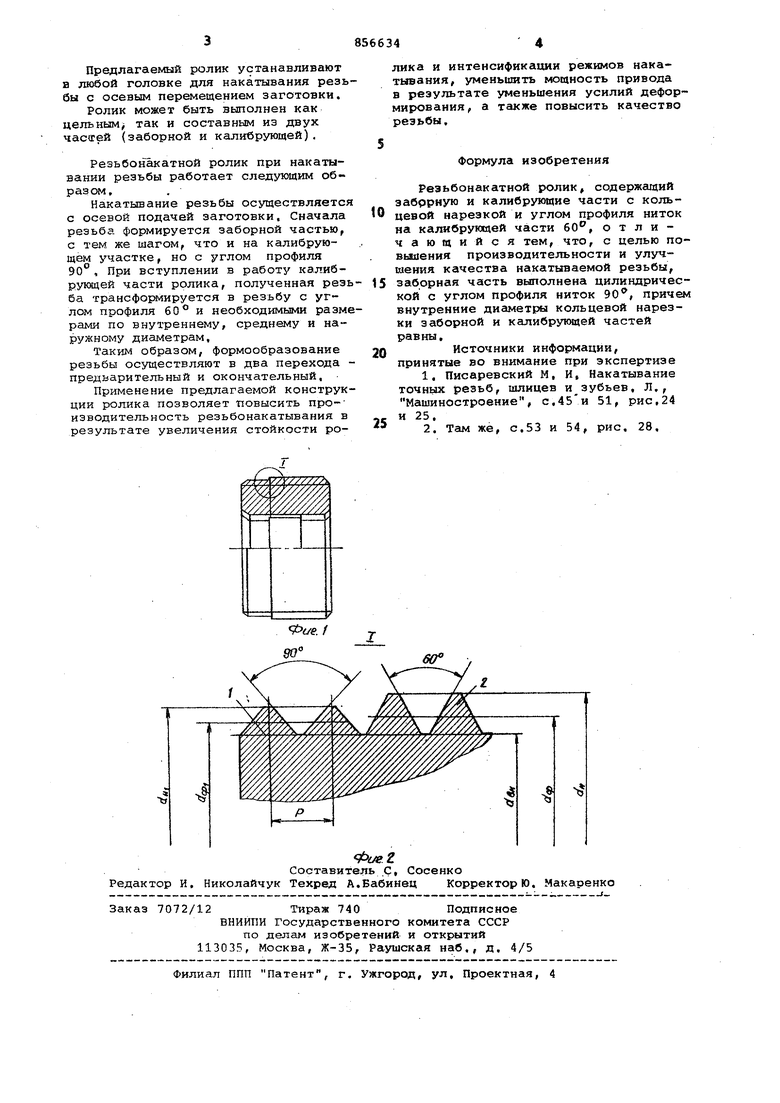
Изобретение относится к обработке металлов давлением, а именно к устройствам для накатывания резьб. Известен реэьбонакатной ролик имеющий цилиндрическую винтовую наре ку и. посадочное отверстие l , . Недостатком указанного ролика является его низкая стойкость. Объясняется это тем, что заготовка переме щается в осевом направлении в процессе накатывания резьбы из-за неравенства углов подъема винтовой линии ролика и накатываемой резьбы. При этом крайние витки испытывают значительные односторонние .нагрузки и выходят из строя. Наиболее близким к предлагаемому техническим решением является резьбонакатной ролик, содержащий заборную и калибрующие части с кольцевой нарезкой и углом профиля ниток бо. Угол заборного конуса, для обеспечения надежного захвата заготовки, выполнен в пределах 3-5 2. Недостатком известного резьбонакатного ролика является то, что шаги кольцевой нарезки на калибрующей и заходной частях отличаются. Это приводит к уменьшению стойкости резь бонакатного ролика, а следовательно. к уменьшению производительности процесса накатывания/ а также ухудшает качество накатываемой резьбы, Цель изобретения - повышение производительности и улучшение качества накатываемой резьбы. Указанная цель достигается тем, что заборная часть выполнена цилиндрической с углом профиля ниток , причем внутренние диаметры кольцевой нарезки заборной и калибрующих частей равны, Такое решение позволяет сначала формирователь резьбу с углом профиля 90°, а- затем 60. На фиг. 1 показан резьбонакатной ролик ; на фиг, 2 - узел на фиг, 1, На ролике выполнена заборная 1 и калибрующая 2 части. Заборная 1 и калибрующая 2 части имеют одинаковый внутренний диаметр d ц и шаг кольце- вой нарезки Р. Угол профиля кольцевой нарезки заборкой части 1-90, а калибрующей части 2-60°. Соответственно, средний и наружный диаметры кольцевой нарезки калибрующей части больше среднего и наружного диаметра заборной части.
