Изобретение относится к обработке металлов давлением и может быть использовано для изготовления конической резьбы, к точности и стойкости которой предъявляют повышенные требования, например, на бурильных трубах и их соединительных элементах.
Известен способ накатывания конической резьбы, осуществляемый резьбонакатной головкой 1,при котором резьбонакагнь роликом с кольцевой нарезкой, установленным в .головке с разворотом на,средний угол подъема накатываемой резьбы, сообщают радиальную подачу, согласовайную с осевой подачей заготовки, и формируют, резьбу последовательно нитка за ниткой, начиная от торца заготовки.
Недостатки указанного способа:
- низкая стойкость резьбонакатных роликов в результате того, что резьбу формируют всего двумя-тремя нитками каждого ролика, расположенными на их заборном участке. Эти нитки и выходят из строя в первую очередь. Удлинение же заборного участка не представл-яется возможным, так как он не может быть больше длины сбега резьбы, обычно .оговйриваемой ГОСТом;
- низкая точность накатываемой резьбы в результате того, что при последовательном - нитка за ниткой накатывании резьбы меняется толщина стенки заготовки в зоне деформации и соответственно усилие прокатки и упругие деформаций заготовки и элементов головки, что приводит к погрешности накатываемой резьбы.
10
Наиболее близок к предлагаемому способ накатывания конической резьбы, осуществляемый коническими приводными валками с: винтовой нарезкой 2 , путем рддиальной подачи валков на
15 заготовку, внедрения их в заготовку и формирования резьбового профиля, негативного профилю винтовой нарезки на валках, последующего отвода валков в исходное положение,
20 причем валки в исходное положение отводят тогда, когда они достигнут заданного межосевого расстояния и выполнят несколько калибрующих оборотов.
25
Недостатком указанного способа является низкая точность резьбы, вследствие осевого перемещения заготовки, сопутствующего процессу накатывания резьбы, из-за неравенства
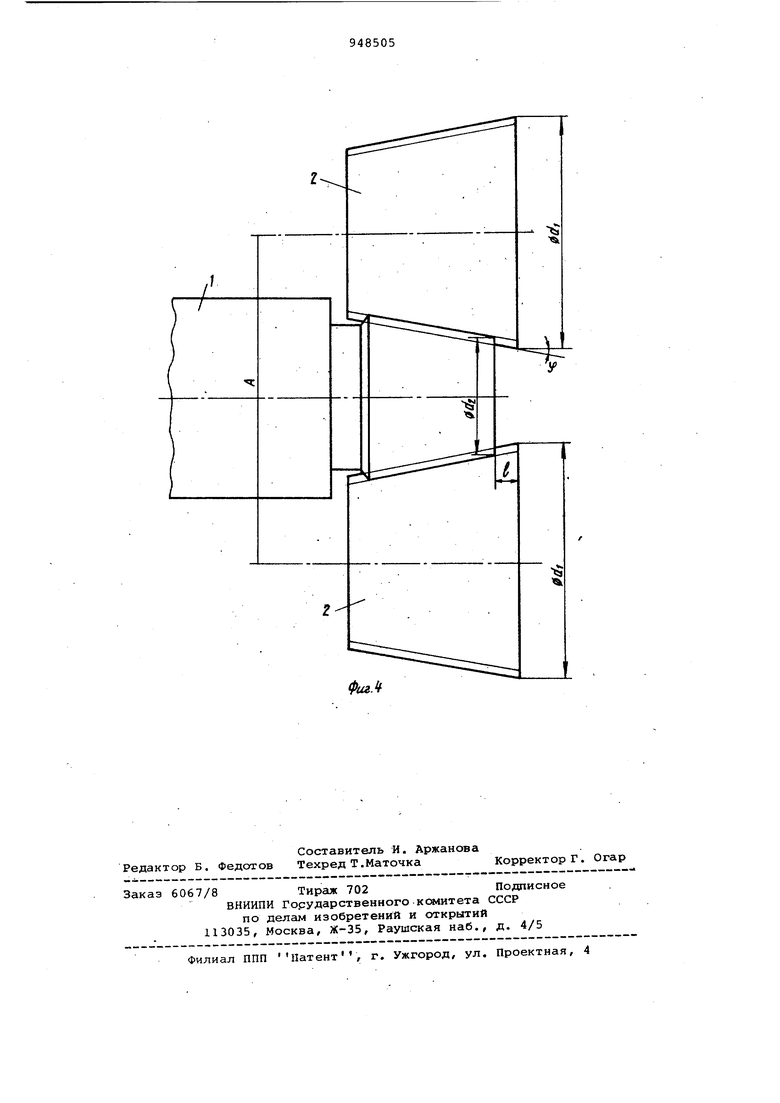
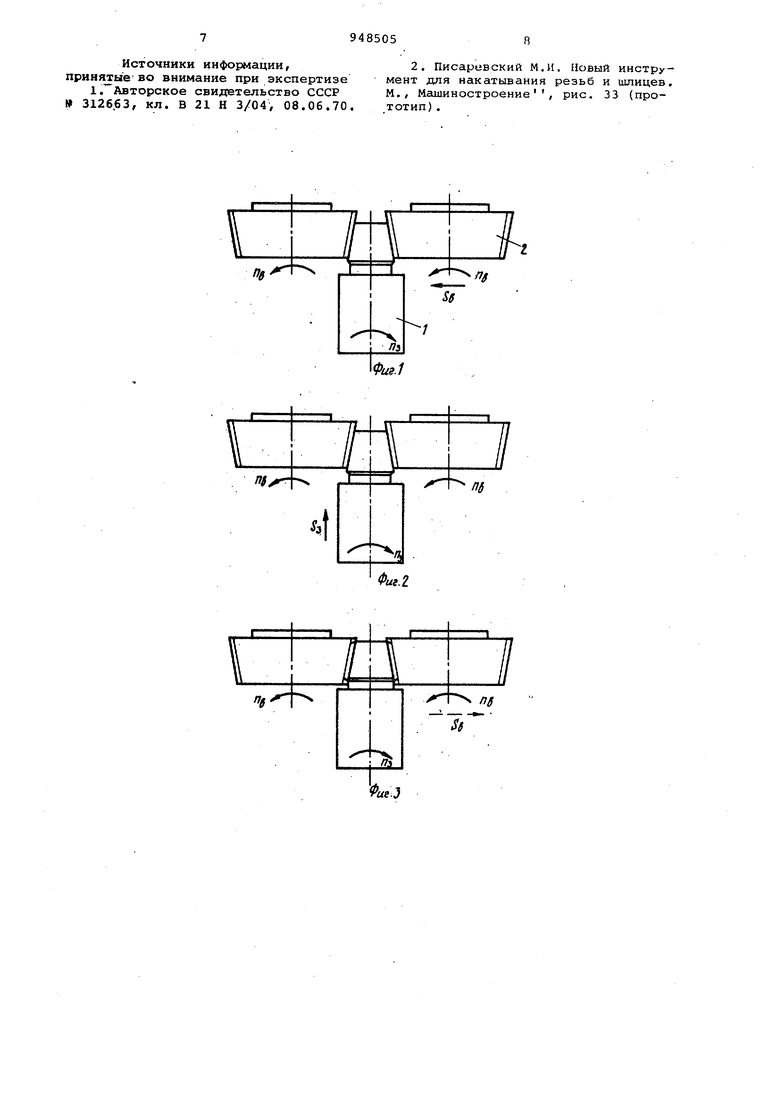
30 углов подъема резьбы по катающим радиусам вгшков и заготовки. Величи на этого перемещения зависит от мно гих случайных факторов, таких, как размер исходной заготовки, первоначальное ее положение, время прокатки, наличие и качество смазки, чистота поверхности валков и др. Диаметр накатываемой резьбы определяется межосевым расстоянием валков и осевым положением заготовки в конце накатывания резьбы. Целью настоящего изобретения является повышение точности накатываемой резьбы.. Указанная цель достигается тем, что при накатывании конической резь бы путем радиальной подачи конических приводных валков с винтовой нарезкой на заготовку, внедрения их в заготовку и формирования резьбового профиля, последующего отвода валков в исходное положение, согласно изобретению, при радиальной подаче валков их внедряют в заготов ку на 1/5-1/4 высоты профиля резьбы после чегс заготовку перемещают в направлении большего основания конических залков при их постоянном межосевом расстоянии, а отвод валко в исходное положение осуществляют, когда расстояние от торца заготовки до большего основания валков достигает величины р- где d - наружный диаметр валков в плоскости их большего осно вания; di - внутренний диаметр резьбы плоскости торца заготовки; А - межосевое расстояние валко - угол уклона образующей валк Такой способ обеспечивает завершение Процесса накатывания резьбы на всех заготовках при одинаковом ме осевом расстоянии роликов и одинаковом осевом положении заготовок, что. .и позволяет существенно повысит точность резьбы. .Предложенный способ включает в с бя как бы три последовательных этапа На фиг.1 изображена схема накаты вания конической резьбы на первом этапе, когда при радигшьной подаче валков их внедряют в заготовку на 1/5-1/4 высоты профиля резьбы; на фиг.2 - то же, на втором этапе, когда заготовку перемещают в направлении большего основания коничес ких валков при их постоянном межосе вом расстоянии; на фиг.З - то же, на третьем этапе,, когда осуществляют отвод валков в исходное положение, после того как расстояние от торца. заготовки до большего основания валков достигает величины р- Jitdi-A На фиг.4 представлена схема для определения расстояния от торца заготонки до большего основания валков, после достижения которого валки отводят в исходное положение. Предложенный способ реализуют следующим образом. Заготовку 1 устанавливают между валками 2, ориентируют ее торец относительно торца валков и выполняют первый этап накатывания резьбы: сообщают валкам вращение (Ид) и радиальную подачу (So) на заготовку до заданного жестким упором межосевого расстояния, выбранного таким образом, чтобы валки внедрились в заготовку на 1/5-1/4 высоты профиля резьбы. Нижний предел глубины внедрения выбран из условия обеспечения надежного захвата заготовки валками, после чего только и возможно дальнейшее накатывание резьбы, а верхний предел - из условия сохранения достаточной стойкости валков. Так, например, если глубина внедрения валков в заготовку меньше 1/5 высоты профиля резьбы, имеют место случаи, когда заготовка вращается в валках, а осевое перемещение ее в направлении большего основания валков осуществить не удается, так . как глубина внедрения валков в заготовку недостаточна, чтобы удержать заготовку от выталкивания из конических валков под действием осевых составляющих усилий прокатки. Если же глубина внедрения валков в заготовку больше 1/4 высоты профиля резьбы, происходит преждевременная поломка валков в результате того, что они с большой скоростью радиальной подачи внедряются сразу на значительную глубину и при этом возникают пиковые нагрузки, превышающие допустимые. Обеспечив надежный захват заготовки валками, дальнейшее накатывание резьбы осуществляют путем перемещения заготовки в направлении большего основания валков при их постоянном межосевом расстоянии. Это второй этап накатывания резьбы. Благодаря ему обеспечивают постоянство межосевого расстояния валков в конце накатывания резьбы/ что является одним из условий получения ее стабильного диаметра. И, наконец, при-достижении заготовкой положения.
при котором расстояние от ее торца до большего основания валков
е-itg-i
выполняют третий этап: отводят валк в исходное положение.
Таким образом, процесс накатьшания резьбы завершают на всех заготовках при одинаковом межосевом расстоянии валков и одинаковом осевом положении заготовок, что и обеспечивает высокую точность резьбы.
Формула для определения расстояния от торца -заготовки до большего основания валков, после достижения которого валки отводят в исходное положение, полученаследующим образом. При заданном Межосевом расстоянии валков А и известном Диаметре резьбы в плоскости торца заготовки (. наружный диаметр валка в этой плоскости должен быть равен А - 3. Зная наружный диаметр валка в плоскости его большего основания d., .наружный диаметр валка в плоскости торца заготовки А- di, а. также угол конусности валков f , получаем расстояние от торца заготовки до большего основания валков:
(
Пример. Предлагаемым способом накатывали коническую резьбу 3-50 (ГОСТ 7918-75) на ниппелях замков геологоразведочных труб. Параметры резьбы: шаг - 4,233 мм, высота профиля - 2,5 мм, конусность - 1:5. Параметры резьбонакатных валков: диаметр большего основания т- 202 мм, длина рабочего участка - 65 мм, количество заходов винтовой нарезки -4, профиль - негативный профилю накатываемой резьбы. Режимы накатывания: частота вращения валков 60 , радиальная подача 150 мм/мин, глубина внедрения валков в заготовку при их радиальной подаче - 0,5 MN, т.е. на 1/5 высоты профиля резьбы.Накатанную резьбу проверили резьбовым кольцом (ГОСТ 8392-75 (Получены следующие результаты: из 25 заготовок с накатанной резьбой у 23 (92%) измерительная плоскость калибра кольца при плотном навинчивании его от руки не доходила до упорного уступа на расстояние Ар 10,0-10,3 мм, т.е. находилась в поле допуска, оговоренном ГОСТ 7918-75. У одной заготовки Ар 9,9 мм и у одной 10,5 мм.
Для получения сравнительных данных было произведено накатывание той ke резьбы способом, взятым за прототип,теми же валками. Режимы накатывания: частота вращения валков 60 сек- , радиальная подача - -Г 15 мм/мин. Получены следующие результаты: из 25 заготовок с накатанной резьбой только у девяти (36%) Ар 10-,О-10,3. мм, т.е. этот параметр находился в поле допуска, оговоренном ГОСТ. 7918-75. У семи (28%) заготовок .Ар 9,0-10,0 мм и у девяти (36%) заготовок 10,3-11,2 мм.
Таким образом, предлагаемый способ по сравнению с известным обеспечивает существенное повышение точности резьбы Поэтому стало возможным заменить устаревшую технологию изготовления конической -резьбы нарезанием новой, прогрессивной,- накатаванием. Накатывание резьбы в 4-5 раз производительнее нарезания,стойкость накатанной резьбы на 30-40% выше чем нарезанной. Ранее указанную замену в масштабах промышленного производства осуществить не представлялось возможным, и одной из основных причин этому была низкая точность резьбы, накатываемой известными способами .
Экономический-эффект от работы одного резьбонакатного. станка ГД-8, переоборудованного для работы по . предлагаемому способу, составит 30 тыс. рублей.
Формула изобретения
Способ накатывания конической резьбы путем радиальной подачи конических приводных валков о винтово нарезкой на заготовку, внедрения их в заготовку и формирования резьбового профиля, последующего отвода валков в исходное положение, о тличающийся тем, что, с целью повышения точности накатываемой резьбы, при радисшьной подаче валков их внедряют в заготовку на 1/5-1/4 высоты профиля резьбы,после чего заготовку перемещают в направлении большего основания конических валков при их постоянном межосевом расстоянии, а отвод валков в исходное положение осуществляют в момент, когда расстояние от торцаза готовки до большего основания валко достигает величины
fli+iflrA .
С
где d - наружный диаметр валков в
плоскости их большего основания;. . ds - внутренний диаметр резьбы в плоскости торца заготовки;
А - межосевое расстояние валко f - угол уклона образующей валка. Источники информации, принятые-во внимание при экспертизе 1 .Авторское свидетельство СССР 3126.63, кл. В 21 Н 3/04, 08.06.70. 2. Писаревский М.Н. Новый инструмент для накатывания резьб и шлицев, М., Машиностроение , рис. 33 (про.тотип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| Способ изготовления конических резьб и устройство для его осуществления | 1976 |
|
SU716692A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| Способ изготовления конических резьб | 1976 |
|
SU664727A1 |
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2005 |
|
RU2280527C1 |
| Инструмент для образования резьбы | 1978 |
|
SU728967A1 |