(54) РОТАЦИОННЫЙ РЕЗЕЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротационный резец | 1980 |
|
SU933274A1 |
| Ротационный ультразвуковой резец | 1973 |
|
SU917948A1 |
| Ротационный резец | 1982 |
|
SU1098141A1 |
| Ротационный чашечный резец | 1980 |
|
SU1061360A1 |
| Ротационный резец | 1980 |
|
SU1100048A1 |
| Ротационный резец | 1972 |
|
SU450647A1 |
| Самовращающийся чашечный резец | 1979 |
|
SU775929A1 |
| Комбинированный инструмент | 1979 |
|
SU872230A1 |
| Ротационный резец | 1986 |
|
SU1371788A1 |
| Ротационный резец | 1982 |
|
SU1135089A1 |
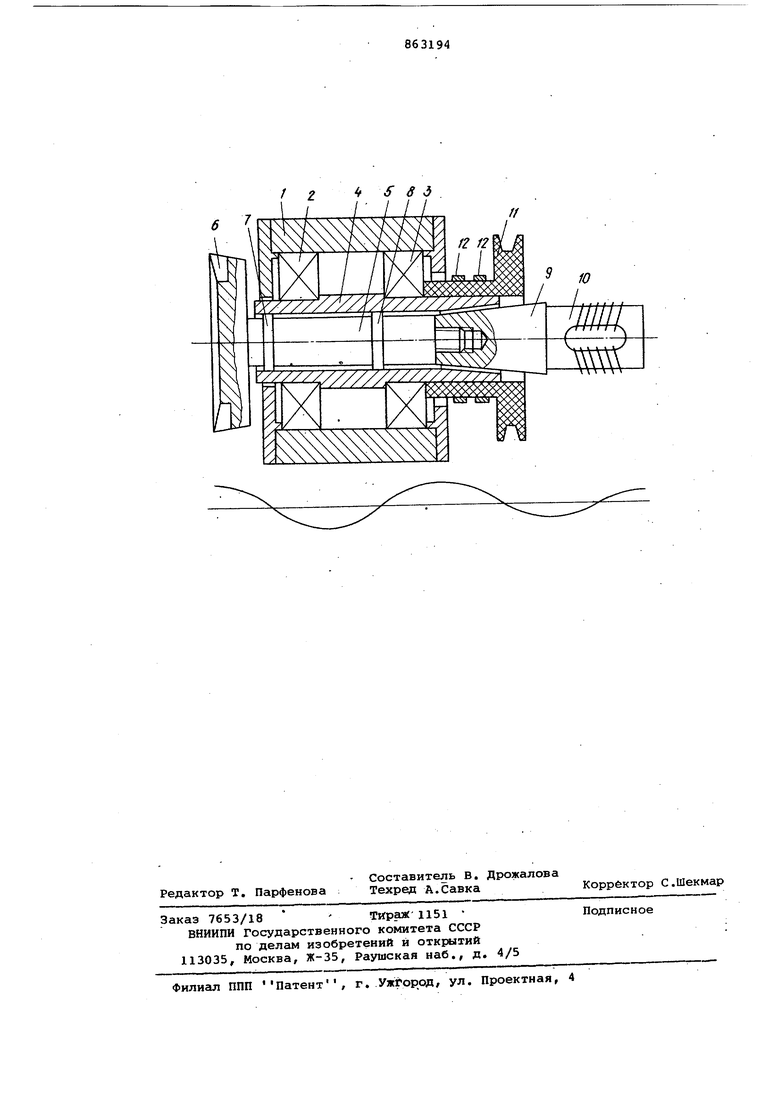
Изобретение относится к механичес кой обработке материалов резанием вращающимися резцами (-ротационное .резание) и может быть использовано) в металлообрабатывающей промышленнос ти. Наиболее эффективно применение ротационного резца при обработке маложестких деталей из разнородных материалов, например магнитопроводов электрических машин., . Известны ротационные резцы (круг лые вращающ иеся резцы) , содержащие подшипниковый узел, на опорах качени или скольжения которых вращается сво бодно ( или принудительно ) от специального привода шпиндель с закреп ленной на нем режущей чашкой 1 и Недостатком резцов является пониженная виброустойчивость, особенно при обработке маложестких детале вследствие высоких усилий, возникающих при резании. Для снижения действукяцих при резании усилий и повышения производительности обработки на режущий инструмент накладывают колебания ульт развуковой частоты 2. ТРУДНОСТИ подведения ультразвуко вых колебаний ,к режущей .чашке ротационного резца обусловлены тем, что ежущая чашка расположена в корпусе резца на вращающемся шпинделе. Кроме тфго,резец установлен консольно на кронштейне, что не позволяет обеспечить высокую жесткость системы СПИД и ниёкую шероховатость обрабатываемой поверхности. Цель изобретения - снижение усилия резания и улучшение качества обрабатываемой поверхности. С этой целью державка резца размещена коаксиально внутри шпинделя, имеет расположенные в узлах ультразвуковых колебаний опорные буртики, а расстояние.между режущим элементом и ближайшей опорой взято равным четверти длины волны ультразвуковых колебанийНа чертеже изображен ротационный резец, общий вид. В корпусе 1 резца на подшипниках 2 и 3 установлен шпиндель 4, внутри которого расположена коаксиально державка 5. На державке 5 закреплен (механически или путем пайки) чашечный режущий элемент 6. Державка расположена внутри шпинделя 4 с зазором и ее длина с учетом чашечного режущего элемента равна или кратна ультразвуковой волны.На державке 5 выпол нены два опорных буртика 7 и 8, разме щенные в узлах ультразвуковых колеба ний. При помощи буртиков державка кон тактирует с внутренней поверхностью шпинделя 4.Со стороны,противоположно чашечному режущему элементу,державка 5 соединена резьбовым соединением с концентратором 9 преобразователя 10 ультразвуковых колебаний.На шпинделе 4 закреплен приводной шкив 11.На сту пице шкива 11 расположены кольца 12, служащие для передачи электрического тока к ультразвуковому преобразовате лю 10.. Диаметр чашечного режущего элемента рассчитывается по формуле i.-.c, где X - коэффициент, связанный с поперечной деформацией и равный для стали 2,15; С - скорость звука; f - частота. При частоте f 8кГЦ диаметр чашеч ного режущего элемента равен 436 мм, при f 80 кГц, диаметр - 43 мм. Ротационный резец работает следую щим образом. Корпус резца 1 с чашечным режущим элементом 6 устанавливают на суппорт станка, причем ось резца относительн оси заготовки размещается под двумя i углами в вертикальной и горизонтальной плоскостях. От взаимодействия с обрабатываемым изделием чашечный режущий элемент 6 с державкой 5, шпинделем 4, концентратором 9 и ультра- . звуковым преобразователем 10 в проце се резания вращаются вокруг продольной оси. В случае, если крутящий момент на чашечном режущем элементе не достаточен для приведения во вращение шпинделя 4 с преобразователем, используется специальный привод ( на чертеже не показан ), крутящий момент от которого передается через приводной шкив 11. На наружнойповерхности шпинделя 4 размещены подшипники ротационного резца, причем схема и конструктивные размеры из установки выбраны исходя из параметров оптимальных с точки- зрения обеспечения максимальной жесткости резца при заданных габаритах. Державка 5 - волновод, передающий колебания от преобразователя 10 к режущему элементу 6. Так как контактирование державки 5 со шпинделем 4 осуществляется только по двум пояскам 7 и 8, расположенным в узлах колебаний, потери, энергии минимальны. Расстояние между режущим элементом и ближайщей опорой равно четверти длины волны, что обеспечивает максимальную ампли.туду колебаний на чашечном режущем элементе. Применение ротационного резца позчоляет стабильно обеспечить процесс ротационного резания нежестких деталей вследствие снижения на 15-30% сил резания и увеличить производительность процесса в 1,2-1,5 раза. При. обработке роторов электродвигателей на 20-25 % уменьшается высота грата между пластинами ротора и обеспечивается максимальная степень упрочнения его поверхности, что способствует снижению добавочных потерь мощности электродвигателя и повышению его КПД. Кроме того, уменьшается высота микронеровностей обработанной поверхности с 8 - 10 мкмдоЗ-4мкм. Формула изобретения Ротационный резец, содержащий шпиндель, установленный в корпусе на подшипниках/ державку с жестко закрепленным чашечным режущим элементом, ультразвуковой преобразователь, отличающийся тем, что, с целью снижения усилий резания и улучшения качества обрабатываемой поверхности, державка разманена коаксиально внутри шпинделя, имеет расположенные в узлах ультразвуковых колебаний опорные буртики, а расстояние между режущим элементом и ближайщей опорой взято равным четверти длины волны ультразвуковых колебаний. Источники информации, принятые во внимание при экспертизе 1. АвторскЪе свидетельство СССР , № 456647, кл. В 27 В 27/12, 1974. 2. Марков. А. И. Ультразвуковое резание труднообрабатываемых материалов. М., Машгиз, 1968, с.24-25.
//
