(54) РОТАЦИОННЫЙ УЛЬТРАЗВУКОВОЙ РЕЗЕЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой инструмент для ротационной обработки | 1983 |
|
SU1168347A1 |
| Ротационный резец | 1979 |
|
SU863194A1 |
| УЛЬТРАЗВУКОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА | 2020 |
|
RU2734368C1 |
| Комбинированный инструмент | 1979 |
|
SU872230A1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Ротационный резец | 1987 |
|
SU1496932A1 |
| Ротационный резец | 1980 |
|
SU933274A1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
1
Изобретение относится к устройствам для резания металлов при воздействии ультразвуковых колебаний и может быть использовано в различных областях машиностроения.
Известен ротационный резец, который со- 5 стоит из державки с подшипниковым узлом и чашечного ножа, закрепленного на валике, свободно вращаюшемся в подшипниковом узле 1.
Для повышения размерной стойкости снижения силовой напряженности процесса резания при использовании такого ротационного резца принимают минимально возможную глубину резания, что сказывается на производительности металлообработки.
Известен также ультразвуковой инстру- 15 мент в виде диска, укрепленного на кольцевом преобразователе, работаюший на радиальных колебаниях 2.
Этот инструмент не реализует преимуществ ротационных резцов, заключающихся jo в их высокой размерной стойкости, и не позволяет существенно повысить производительность.
Цель изобретения - повышение производительности и улучшение качества обработки при ротационном резании металлов за счет воздействия ультразвуковых колебаний.
Для достижения этой цели ротационный резец снабжен кольцевым пьезоэлементом, установленным в полости, выполненной внутри чашечного ножа.
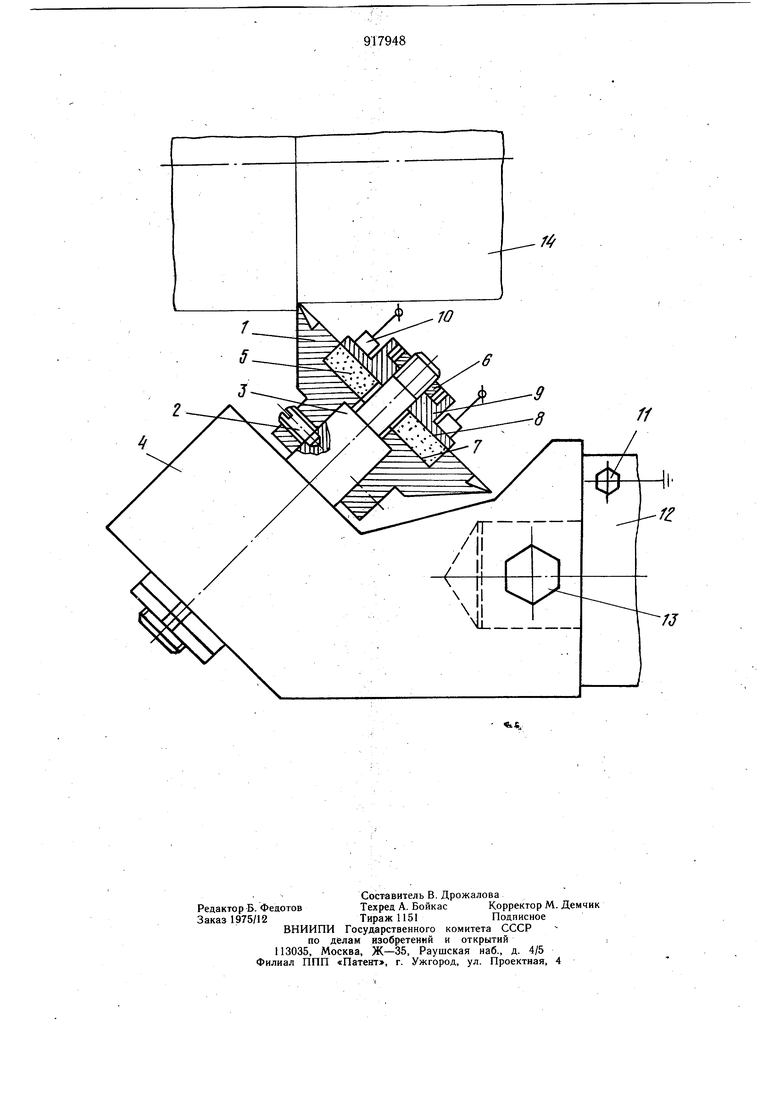
На чертеже изображена рабочая часть ротационного ультразвукового резца в разрезе.
Чашечный нож 1, зафиксированный винтами. 2 на валике 3, крепится в корпусе 4 державки резца посредством подшипникового узла (в разрезе не показан).
В чашечном ноже 1 выполнена полость, внутри которой установлен кольцевой пьезоэлемент 5. Режущая часть ножа от периферии кольцевого пьезоэлемента до зоны обработки представляет собой в профиле режущий клин, рассчитанный как концентратор пьезоэлектрического преобразователя.
Пьезоэлемент 5 поджимается с помощью гайки 6 плоской металлизированной поверхностью 7 к посадочной поверхности чашечного ножа, а металлизированной поверхностью 8 - к торцу токопроводящего диска 9, в контакте с которым находятся токосъемНИКИ 10, соединенные с ультразвуковым генератором.
Для предохранения электрических контактов от попадания в них металлической стружки и смазывающе-охлаждающей жидкости токосъемники следует закрывать специальным кожухом (крышкой) с уплотнением (не показаны).
Кольцевой пьезоэлемент через чашечный нож имеет также постоянный электрический контакт с корпусом 4 державки резца с помощью болта 11, ввинченного в неподвижную оправку 12, к которому подсоединен ультразвуковой генератор. Для обеспечения безопасности работы, этот вывод необходимо заземлять.
Устройство работает так. Резец вместе с поворотной державкой 4 и оправкой 12 устанавливают в резцедержателе токарного станка, чтобы его ось составляла некоторый угол с плоскостью подач (положение фиксируется с помошью болтов 13). Резцедержатель устанавливают под определенным углом к линии центров станка, чтобы создать на чашечном ноже необходимые для нормальной работы задние углы и углы в плане.
Врашение ротационного резца в процессе работы происходит под действием сил трения чашечного ножа об обрабатываемую деталь 14. Усилия резания, действующие на нож, воспринимаются валиком 3 подшипникового узла и подшипниками, находящимися в корпусе державки резца.
Перед началом обработки детали на пьезоэлемент подают высокочастотное напряжение, частота которого зависит от геометрии пьезоэлемента. Форма пьезоэлемента (кольцо) позволяет получить нескольких резонансных частот, как осевых, так и радиальных.
В данной конструкции резца предпочтительнее использовать радиальные ультразвуковые колебания пьезоэлемента, так как при этом режущая часть чашечного ножа от периферии пьезоэлемента до зоны обработки, выполненная по профилю острого клина, будет одновременно выполнять и функции концентратора, если высота клина выбрана равной (кратной) половине длины волны распространения ультразвуковых колебаний в материале резца.
Для обеспечения хорошего .акустического контакта чашечного ножа с пьезоэлементом и эффективного использования радиальных ультразвуковых колебаний в процессе обработки, пьeзoэлe яeнт вставлен впотай в посадочное гнездо чашечного ножа.
, При соответствующем выполнении державки и установке в ней инструмента данная конструкция может быть использована и два других операций (расточки, строгания
и т.п.). Кроме того, предложенная конструкция резца благодаря наличию в ней пьезоэлемента может использоваться также в качестве датчика динамических характеристик процесса ротационного резания (например, вибраций), имеющих место при наличии неравномерностей режимов обработки при использовании дополнительно соответствующей измерительной аппаратуры.
Формула изобретения
Ротационный ультразвуковой резец, содержаший чашечный нож, закрепленный в корпусе державки, отличающийся тем, что, с целью повышения производительности, резец снабжен кольцевым пьезоэлементом, установленным в полости, выполненной внутри чашечного ножа.
Источники информации, принятые во внимание при экспертизе 1. Коновалов Е. Г. и др. Прогрессивные схемы ратационного резания металлов. Минск, «Наука и техника, 1972, с. 185-- 189.
