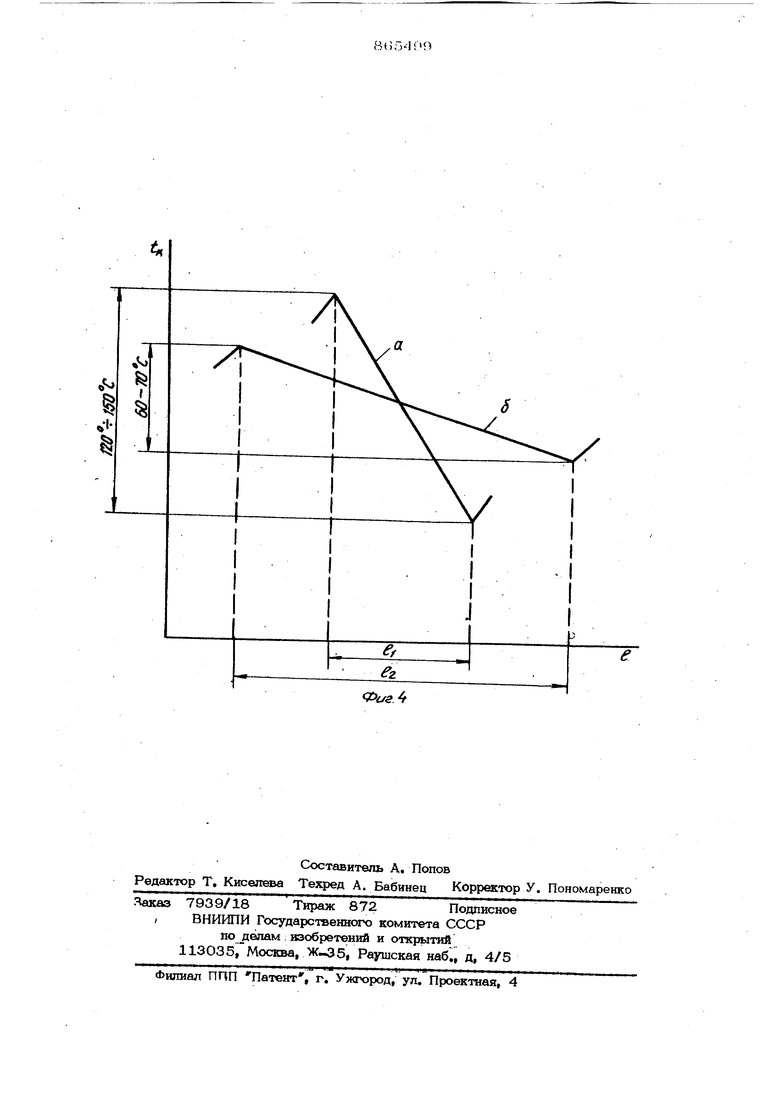
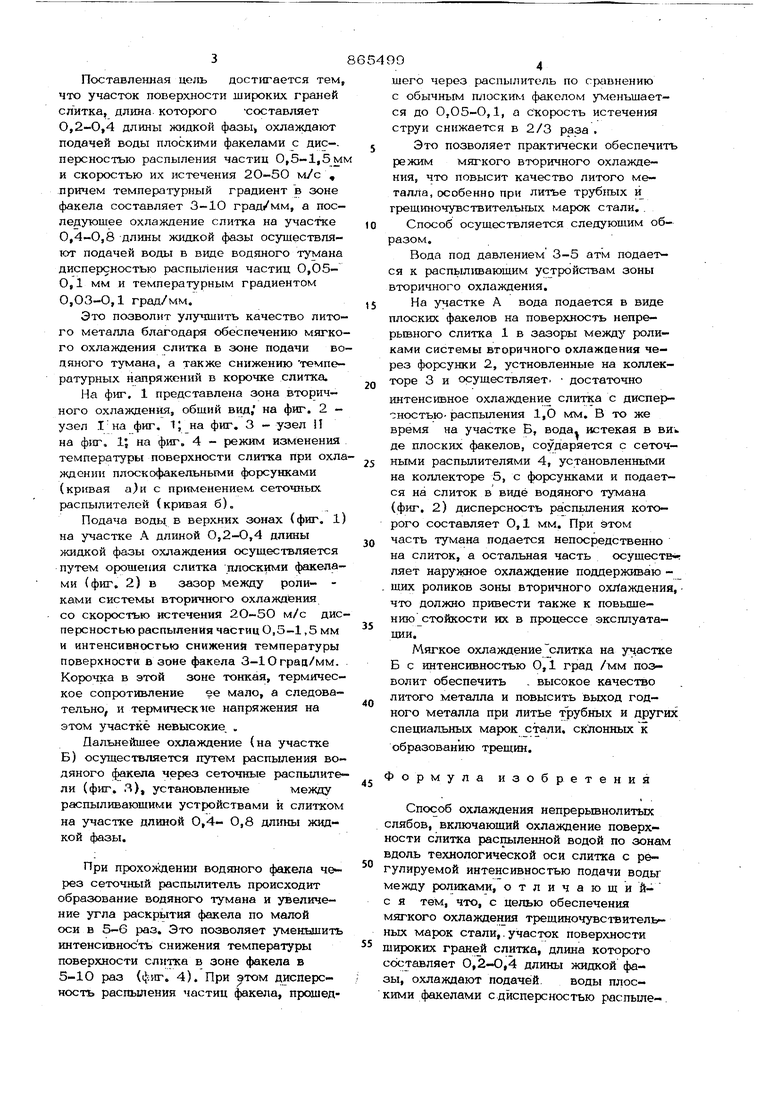
Изобретение относится к металлургии, в частности к непрерьшному литью метал пов. Известно водовоздушное охлаждение непрерьшных слитков, заключающееся в одновременной подаче на слиток водовоздушной смеси, подача которой на слиток осуществляется специальными водовоздушными форсунками, что обеспечивает достаточно мягкое охлаждение l. Недостатком указанного способа $юляется нестабильность водовоздушного факела, изменяющего свои параметры при колебаниях давления В9ды или воздуха, приводящих к изменению дисперности распыления факела и изменению охлаждающей способности водовоздушного факелаГ Кроме того, этот .способ охлаждения требует одновременной подачи воды и воздуха и поддержания определенного соот ношения давления юс, что существенно уменьшает надежность работы вторичного охлаждения и затрудняет его эксплуатацию. Известен также способ охлаждения непрерьтнолитых слябов, включающий охлаждение поверхности слитка распыленной водой, по зонам вдоль технологической оси слитка с регулируемой интенсивностью подачи воды между роликами 2. Недостатком известного способа является то, что охлаждение слитка распь лением с помощью плоскофакельных фоуьсунок вызьтает большой температурный градиент в зоне контакта факела со слитком. Интенсивность .снижения температуры поверхности и в зоне непосредственного контакта факела плоскофакельной форсунки со слитком вызывает больщие температурные напряжения в короч-. ке слитка и приводит к возникновению горячих трещин в литом металле. Такое жесткое охлажйение допустимо лшиь для плас-йганых, не скдонньгх к образованию трещин марок стали. Цель изобретения - устранение и улучшение качества литого металла. 3 Поставленная цель достигается тем что участок поБерхностн широких граней слитка, длина которого -составляет О,2-О,4 длины жидкой фазы охлаждают подачей воды плоскими факелами с дис-. персностъю распыления частиц 0,5-1,5 м и скоростью их истечения 2О-5О м/с , причем температурный градиент в зоне факела составляет 3-10 град/мм, а последующее охлаждение слитка на участке 0,4-0,8 длины жидкой фазы осушествляКУГ подачей воды в виде водяного тумана дисперсностью распыления частиц 0,05- О,1 мм и температурным градиентом 0,ОЗ-0,1 град/мм. Это позволит улучшить качество литого металла благодаря обеспечению мягко го охлаждения слитка в зоне подачи во дяного тумана, а также снижению температурных напряжений в корочке слитка. На фиг. 1 представлена зона вторичного охлаждения, общий вид, на фиг. 2 узел Iна фиг. IJ на фиг. 3 - узел на фиг, 1; на фиг. 4 - режим изменения температуры поверхности слитка при охл ждении плоскофакельными форсунками (кривая а)и с пр1{менением. сеточных распылителей (кривая б). Подача воды, в верхних зонах (фиг. 1 на участке А длиной 0,2-0,4 длины жидкой фазы охлаждения осуществляется путем орошения слитка плоскими факелами (фиг. 2) в зазор между роли- ками системы вторичного охлаждения со скоростью истечения 2О-5О м/с дис персностью распыления частиц 0,5-1,5 мм и интенсивностью снижений температуры поверхности в зоне факела 3-10 град/мм. Корочка в этой зоне тонкая, термическое сопротивление ее мало, а следовательно, и термические напряжения на этом участке невысокие, . Дальнейшее охлаждение (на участке Б) осуществляется путем распыления водяного факела через сеточные распылите ли (фиг. 3), установленныемежду распыливающими устройствами и слитком на участке длиной 0,4- 0,8 длины жидкой фазы. При прохождении водяного факела ч&рез сеточный распылитель происходит образование водяного тумана и увеличение утла раскрь1тия факела по малой оси в 5-6 раз. Это позволяет уменьшить интенсивность снижения температуры поверхности слитка в зоне факела в 5-10 раз (фиг. 4). При том дисперсность распыления частиц факела, прошед90шего через распылитель по сргшнению с обычным плоским факелом уменьшается до 0,О5-0,1, а clcopocTb истечения струи снижается в 2/3 раза . Это позволяет практически обеспечить режим мягкого вторичного охлаждения, что повысит качество литого металла, с собенно при литье трубных и грешиночувствительных марок стали.. Способ осуществляется следующим образом. Вода под давлением 3-5 атм подается к распьш1шающим устройствам зоны вторичного охлаждения. На участке А вода подается в виде плоских факелов на поверхность непрерьтного слитка 1 в зазоры между роликами системы вторичного охлаждения через форсунки 2, устновленные на коллекторе 3 и осуществляет. достаточно интенсивное охлаждение слитка с диспер- ностью- распыления 1,О мм. В то же время на участке Б, вода, истекая в ви«. де плоских факелов, соударяется с сеточ распылителями 4, установленными на коллекторе 5, с форсунками и подается на слиток в виде водяного тумана (фиг. 2) дисперсность распыления которого составляет 0,1 мм. При этом часть тумана подается непосредственно на слиток, а остальная часть осуществляет наружное охлаждение поддерживаю щих роликов зоны вторичного охлаждения, что должно привести также к повышению стойкости их в процессе эксплуатации. Мягкое охлаждение слитка на участке Б с интенсивностью 0,1 град /мм позволит обеспечить . высокое качество литого металла и повысить выход годного металла при литье трубных и других специальных марок стали, склонных к образованию трещин. ормула изобретения Способ охлаждения непрерьтнолитых лябов, включающий охлаждение поверхости слитка распыленной водой по зонам доль технологической оси слитка с реулируемой интенсивностью подачи воды ежду роликами, отличающийя тем, что, с целью обеспечения ягкого охлаждения трещиночувствительых марок стали,. участок поверхности ироких граней слитка, длина которого с;ставляет О,2-О,4 длины жидкой фаы, охлаждают подачей. воды плосими факелами с.дйсперсностью рас пыле-. ния частиц 0,5-1,5 мм и скоростью их истечения 2О- 5О м/с причем тегм- пературный градиент в зоне факела составляет 3-10 град/мм, а последующее охлаждение слитка на участке О,4-О,8 длины жидкой фазы осуществляют подачей воды в виде водяного тумана дисперсностью распыления частац О,05()L Фиг. 2. 96 0.1 мм и температурным градиентом О,ОЗ-0,1 град/мм, Источншш информашга, принятые во внимание при экспертизе 1, Сталь. 1958, Мз 6, с. . 2. Рутес В. С. и др. Теория непре рьюной разливки стали, М., Металлургия, 1971. и&д
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК ВОДОВОЗДУШНОЙ СМЕСЬЮ | 1984 |
|
RU1249780C |
| Зона вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1046008A1 |
| Система вторичного охлаждения заготовок водовоздушной смесью на установке непрерывной разливки | 1987 |
|
SU1496915A1 |
| Способ охлаждения непрерывно-литого слитка (его варианты) | 1983 |
|
SU1168324A1 |
| Способ непрерывной разливки металла | 1978 |
|
SU789217A1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2010 |
|
RU2446913C2 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СЛИТКОВ КВАДРАТНОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2441731C1 |
| Распылитель для систем охлаждения установок непрерывного и полунепрерывного льтья металлов | 1979 |
|
SU872011A1 |
| Устройство для вторичного охлаждения непрерывно-литых заготовок | 1984 |
|
SU1245408A1 |
| Способ непрерывного литья слитков | 1982 |
|
SU1079345A1 |