Изобрете.ние относится к металургии, в частности к непрерывному итью металлов.
Для получения качественных непреывно-литых заготовок необходимо беспечить регулирование интенсивное- 5 ти вторичного охлаждения в широких ределах., Непрерывное литье трещиноувствительных марок стали требует применения мягкого режима вторичного охлаждения вплоть до сухой 10 разливки.
Известны водоохлаждаемые экраны, длямягкого вторичного охлаждения непрерывно-литых заготовок TilНедостатком известного устройства 15 является большие термические напряжения, возникающие при форсуночном охлаждении непрерывно-литых заготовок .
Наиболее близким к предлагаемому jn по технической сущности является устройство зоны вторичного охлажде- . НИН на установках непрерывной разливки 2.
Устройство состоит из направляю- 95 щих брусьевых секций, между которыи осуществляется охлаждение слитка водой. С целью улучшения равномер- 1 ности охлаждения слитка в направля- ющих брусьях выполнены предельные пазы, в которых перемещаются металлические листы, образующие с поверхностью слитка зазор 5-15 мм, в который подается вертикальными струями вода от коллекторов, установленных сверху каждой секции.35
Недостатками этого устройства является также низкая стойкость опорных элементов и неравномерность охлаждения слитка.
Цель изобретения - обеспечение 40 режима мягкого охлаждения и повышение качества непрерывнолитых слитков.
Поставленная цель достигается тем, что в зоне вторичного охлаждения ма- 45 шины непрерывного литья заготовок, содержащей опорные элементы, выполненные в виде брусьев, и охлаждающие форсунки, на брусьях установлены радиальные экраны, в периферийных -п частях которых выполнена перфорация/ ишрина кotopoй составляет 1/3-1/5 ширины экрана, а отношение расстояния от экрана до рабочих поверхностей брусьев к расстоянию от рабочей по,-55 верхности брусьев до форсунок состав ляет 1/10-1/30.
На 1/3-1/2 верхней части зоны экраны выполнены из сплавов на основе меди, а на остальной части - из спла ВОВ на основе железа.60
Это позволяет обеспечить одновременное охлаждение брусьев и экранов одними и теми же распылителями и применить воздушно-экранное охлажде, ние слитка, обеспечивающее более мяг- з
кое охлаждение слитка, снижающее количество трещин в слитке.
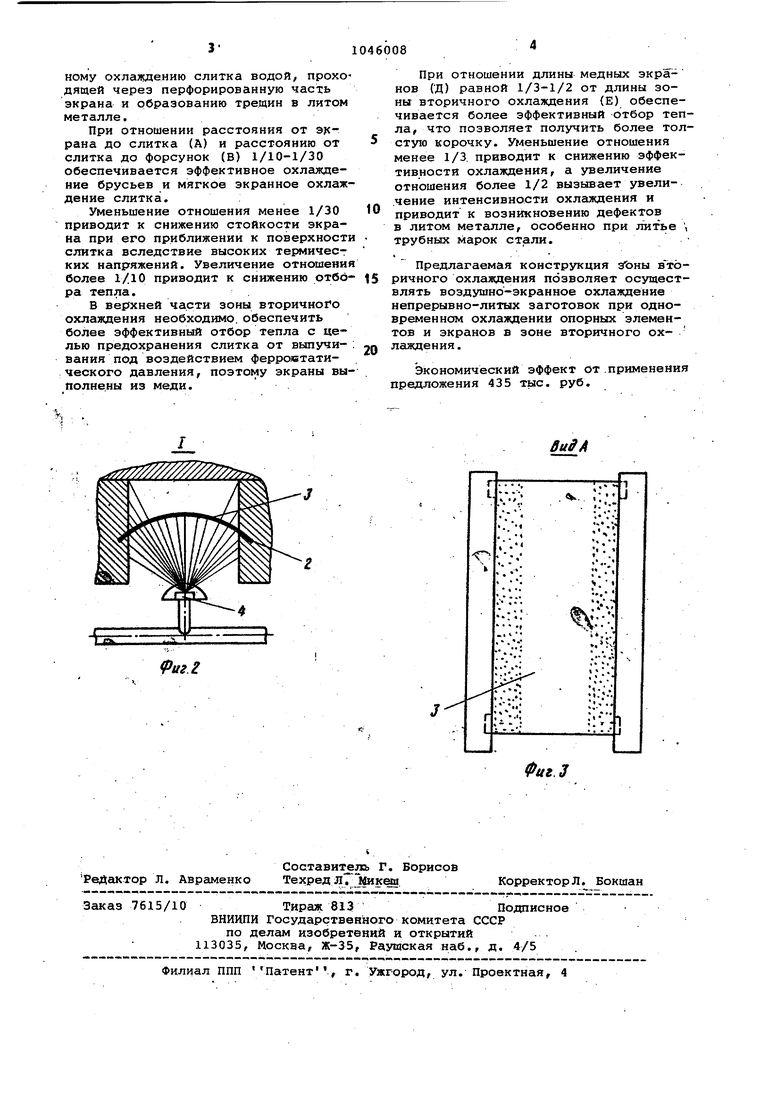
На фиг. 1 изображена зона вторичного охлажде ния, поперечный разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вац А на фиг. 1.
Зона вторичного охлаждения включает брусьевые секции 1, состоящие из расположенных с определенным шагом .вдоль оси слитка чугунных брусьев. Брусья выполнены с прорезями 2 для крепления экранов 3, изготовленных из материалов с различным коэффициентом теплопроводности.
Для усиления жесткости и улучшения условий теплообмена экраны вы- . полнены радиальньпии с перфорацией в периферийных участках.
Охлаждение экранов и брусьев осуществляется водяным туманом, образу-, ющимся при распылении охладителя через форсунки с сетками 4, установленные на коллекторах 5.
Устройство работает следующим образом.
Вода при давлении 5-6 атм подается через коллекторы к форсункам с . сетками 4 и распыляется в виде тумана после соударения с сеточными распылителями. Охлаждение брусьев и эк-, ранов осуществляется образующимся водяным туманом,причем экраны 3,закрепи Ленные в брусьях предотвращают попадание воды на поверхность затвердевающего слитка.
Охлаждение слитка осуществляется за счет излучения тепла и отвода его водоохлаждаемыми экранами.
Перфорация экранов,нанесенная на периферийных его участках позволяет осуществлять непосредственное охлаждение распыленной водой зоны контакта брусьев со слитком, что существенно увеличит их стойкость.
Для обеспечения регулировки теплоотвода от слитка по длине зоны вторичного охлаждения экраны выполнены из материалов с различным коэффициентом теплопроводности. Так,например, в верхней части зоны вторичного охлаждения они выполнены из меди (Д,- 320 ккал/м « ч град) , а в нижней части из стали ( Л 24 ккал/м-ч-град).
При отношении длины перфорированной части экрана (Ь) к его ширине (С) равном 1/3-1/5 обеспечивается охлаждение внутренней поверхности бруса, расположенной между слитком и экраном, и исключается непосредственное охлаждение непрерывного слитка распыленной водой,
Яри отношении менее 1/3 снижается -Эффективность охлаждения бруса., что приводит к его повышеннсялу износу (так как вода не будет попадать на участок монтажа поверхности бруса со слитком). Увеличение отношения более 1/3 приводит к непосредственному охлаждению слитка водой, прохо дящей через перфорированную часть экрана и образованию трещин в литом металле. При отношении расстояния от э рана до слитка (А) и расстоянию от слитка до форсунок (В) 1/10-1/30 обеспечивается эффективное охлаждение брусьев и мягкое экранное охлаж дение слитка. Уменьшение отношения менее 1/30 приводит к снижению стойкости экрана при его приближении к поверхност слитка вследствие высоких термичесг ких напряжений. Увеличение отношени более 1/10 приводит к снижению ртбо ра тепла. В верхней части зоны вторичного охлаждения необходимо, обеспечить более эффективный отбор тепла с целью предохранения слитка от выпучи- вания под воздействием ферро/втатического давления, поэтому экраны вы полнены из меди. При отношении длины медных экранов СД) равной 1/3-1/2 от длины зоны вторичного охлаждения (Е) обеспечивается более эффективный отбор тепла, что позволяет получить более толстую корочку. Угленьшение отношения менее 1/3, приводит к снижению эффективности охлаждения, а увеличение отношения более 1/2 вызывает увели.чение интенсивности охлаждения и приводит к возникновению дефектов в литом металле, особенно при литье трубных марок стали. Предлагаемая конструкция э(Ьны вторичного охлаждения позволяет осуществлять воздушно-экранное охлаждение непрерывно-литых заготовок при одновременном охлаждении опорных элементов и экранов в зоне вторичного охлаждения. Экономический эффект от .применения редложения 435 тыс. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система вторичного охлаждения заготовок водовоздушной смесью на установке непрерывной разливки | 1987 |
|
SU1496915A1 |
| Устройство для вторичного охлаждения машины непрерывного литья заготовок | 1980 |
|
SU893396A1 |
| СИСТЕМА ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК ВОДОВОЗДУШНОЙ СМЕСЬЮ | 1984 |
|
RU1249780C |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2436654C1 |
| Устройство для вторичного охлаждения непрерывно-литых заготовок | 1984 |
|
SU1245408A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 2012 |
|
RU2510805C1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 2003 |
|
RU2236325C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1996 |
|
RU2108199C1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1996 |
|
RU2103106C1 |
1. ЗОНА ВТОРИЧНОГО ОХЛАВДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащая опорные элементы, выполненные в виде брусьев, и охлаждающие форсунки, отличающая с я тем, что,, с целью обеспечения режима мягкого охлаждения и повышения качества непрерывнолитых слитков, на брусьях установлены ра- диальные экра.ны, в периферийных частях которых выполнена перфорация, ширина которой составляет 1/3-1/5 ширины экрана, .а отношение расстояния от экрана до рабочей поверхности брусьев к расстоянию от рабочей поверхности брусьев до форсунок составляет 1/10-1/30. 2. Зона по п. 1, отличаю§ щаяся тем, что на 1/3-1/2 Верхней части зоны экраны выполнены из СП сплавов на основе меди, а на остальной части - из сплавов на основе железа.-, 4&i Эд О X
.
Ригг
.
.
Фиг 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Скворцов А.Л | |||
| Теплопередач.а | |||
| и затвердевание стали в установках непрерывной разливки | |||
| Металлургия, 1966 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ НА УСТАНОВКАХ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 0 |
|
SU398330A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
