(54) СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ УГЛА ОПЕРЕЖЕНИЯ ЗАЖИГАНИЯ ПО НАЧАЛУ ДЕТОНАЦИИ | 1999 |
|
RU2157464C1 |
| Устройство для автоматического регулирования напряжения на электрофильтре | 1976 |
|
SU752274A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ПО ОБРАЗЦУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2108919C1 |
| Устройство для электроискрового легирования | 1981 |
|
SU1054005A1 |
| Способ электрообработки | 1989 |
|
SU1756048A1 |
| Генератор униполярных комбинированных разрядов | 1981 |
|
SU1022301A1 |
| ЭЛЕКТРОРАЗРЯДНОЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ПОЛЫХ ИЗДЕЛИЙ | 2000 |
|
RU2175898C1 |
| Устройство для автоматического регулирования напряжения на электрофильтре | 1975 |
|
SU654269A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОДИСПЕРСНЫХ ПОРОШКОВ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2010 |
|
RU2449859C2 |
Изобретение относится к электроэр зионной обработке металлов искровым разрядом и может быть использовано, например, для электроискрового шлифо вания. Известен способ эрозионной обрабо ки серией зависимых искровых разрядов , путем подачи на электрод-инструмент возрастающего напряжения со скоростью, не превышающей скорость восстановления свойств зазора после прохождения искрового разряда, и повышения скорости возрастания после достижения на электроде-инструменте значения порогового напряжения tl. Недостатком указанного способа яв ляется невозможность обеспечения оптимального режима обработки с точки зрения скорости и качества ее, соответствующего изменению свойств эазор в процессе обработки. Это объясняется невозможностью регулирования порогового напряжения в процессе обработки в зависимости от Конкретных свойств зазора. Для достижения высокой скорости обработки пороговое напряжение следует снижать, в то время как для восстановления диэлектрических свойств зазора и предотвращения дуги, снижающей качество обработки, пороговое напряжение следует повышать. В известном же способе значение порогового напряжения выбирается перед началом работы устройства и это не может обеспечить оптимальный режим обработки при хаотическом изменении свойств зазора. Известно устройство для осуществления этого способа, включающее электрод-инструмент, емкостной накопитель энергии, блок переключения скорости возрастания напряжения, источник постоянного напряжения и пороговую схему tl . Недостатком устройства является то, что имеющаяся в устройстве пороговая схема настраивается вручную до начала работы на определенное, заранеэ выбранное пороговое напряжение, что не обеспечивает оптимальный режим обработки с точки зрения скорости и качества ее, обуславливаемый необходимостью регулирования порогового напряжения в процессе рбработки. Цель изобретения - повышение скорости обработки при сохранении качества обрабатываемой поверхности. Поставленная цель достигается тем, что в способе эрозиоадой обработки серией зависимых искровых разрядов
путем подачи на электрод-инструмент возрастающего напряжения со скорость не превышающей скорость восстановления диэлектрических свойств зазора после прохождения искрового разряда, и повышения скорости возрастания напряжения после достижения на электродинструменте значения порогового напряжения, пороговое напряжение автоматически регулируют обратно пропорционально среднему в серии разрядов значению одного из измеряемых электри ческих параметров, характеризующих диэлектрические свойства зазора, например, напряжения на элекггроде-инстР5 енте в момент возникновения разряда. .В этом случае регулирование порогового напряжения производят в соответствии с соотношением
Vp VnoP-KP,
И70Р регулируемое пороговое напряжение ; VnoB-максимальное значение порогового напряжения, устанавливаемое в процессе предварительной настройки;
.К - коэффициент, обуславливающий диапазон регулирования порогового напряжения (устанавливается в процессе предварительной настройки);
Р - с)еднеб в серии разрядов значение напряжения на электроде-инструменте в момент возникновения разряда.
Устройство для осуществления способа, включающее электрод-инструмент емкостной накопитель энергии, блок переключения скорости возрастания напряжения, источник постоянного напряжения и пороговую схему, снабжено блоком измерения параметра искрового , блоком задания пределов регулирования порогового напряжения и регулятором порогового напряжения, при этом вход блока измерения параметра искрового разряда подключен к электроду-инструменту, выход его и выход блока задания пределов регулирования подсоединены к соответствующим входам регулятора порогового напряжения, а выход последнего - к управляющему входу пороговой схемы.
Уме 1ьшение зазора и ухудшение диэлектрических свойств рабочей жидкости в зазоре приводит к тоглу, что искррвой разряд возникает при малых напряжениях на электроде-инструменте, что приводит к . скорости обработки. При дальнейшем уменьшенин зазора возникает дуга, которая приводит к разогреву рабочей жидкости и пережогу поверхности детали, что не только снижает скорость обработки, но и ухудшает качество обрабатьтаемой- поверхности. Таким, образом, напряжение на электроде-инст рументе в момент возникновения разряда может служить показателем свойств зазора.
Для устранения отрицательных явлений необходимо улучшить восстановление диэлектрических свойств зазора. Это достигается путем повышения значения порогового напряжения.
По мере исчезновения отрицательных явлений понижают пороговое напряжение до значения, при котором скорость обработки достигает максимального значения.
Таким образом, регулирование порогового напряжения по среднему в серии разрядов значению напряжения электроде-инструменте в момент возникновения разряда обеспечивает повышение скорости обработки при сохранении качества обрабатываемой поверхности.
Помимо указанного параметра регулирования (регулирование напряжения на электроде-инструменте в момент возникновения разряда), такими же параметрами регулирования могут служить и другие параметры искрового разряда амплитуда импульсов тока в зазоре, амплитуда импульсов напряжения на электроде-инструменте и др.
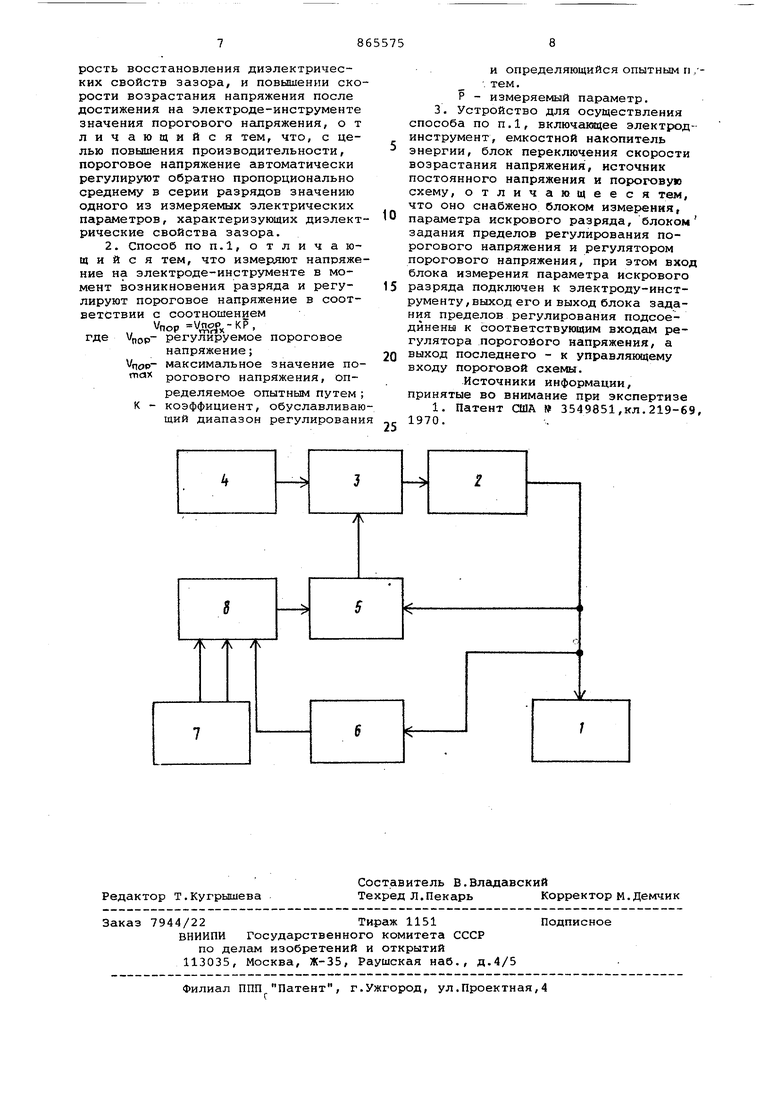
На чертеже изображена функциональная схема предлагаемого устройства для реализации способа.
Способ осущертвляется следующим образом.
На электрод-инструмент подают возрастающее напряжение со скоростью, не превьшаюЕцей скорорть восстаиоБления свойств- зазора после прохождения предыдущего разряда. Этот режим поддерживают до момента достижения значения порогового напряжения, после чего повышают скорость возрастания напряжения до момента возникновения искрового разряда.
. В процессе обработки пороровое Han-i ряжение автоматически регулируют в зависимости от значения одного из измеряемых электрических параметров, характериз5 вощих диэлектрические свойства зазора. Таковыми могут быть напряжение на электроде-инструментб в момент возникновения разряда, амплитуда импульсов тока в зазоре, амплитуда импульсов напряжения на электроде-инструменте и др.
Среднее в серии разрядов значение одного из указанных параметров, по которому осуществляют регулирование порогового напряжения, определяют в процессе обработки и осуществляют регулирование порогового напряжения в соответствии с соотношением
, , где регулируемое пороговое
напряжение;
Vfiop- максимальное значение пороi гового напряжений, устанавливаемое перед началом обработки;к - коэффициент, обуславливающий диапазон регулирования порогового напряжения (уст навливается перед началом обработки; р - среднее в серии разрядов значение параметров искрово го разряда, по которому осуществляют регулирование по рогсзого напряжения. Выбор параметра, по которому осуществляют регулирование порогового напряжения, производится исходя из конкретных условий обработки, вида оборудования и обрабатываемой детали Устройство для реализации способа содержит электрод-инструмент 1, емкостной накопитель 2 энергии, блок 3 переключения скорости возрастания напряжения, источник 4 постоянного напряжения и пороговую схему 5. Для регулирования в процессе обра ботки порогового напряжения устройство снабжено блоком б измерения пар метра искрового напряжения и Jieryлятором 8 порогового напряжения. Блок 6 измерения параметра искрового разряда в случае, если регулиро вание порогового напряжения осуществляется по напряжению на электродеинструменте представляет собой амплитудный детектор, выходное напряжение которого (F) пропорционально среднему в серии разрядов напряже.нию на электроде-инструменте в момент возникновения разряда. Блок 7 задания пределов регулирования порогового напряжения содержит два независимых делителя с переключаемым коэффициентом деления и два переключателя, с помощью которых перед началом обработки устанавливан т требуемые для данного типа детали значения Vnop и К, найденные ранее по результатам анализа скорости обработки и качества: обработанной поверхности в опытной серии деталей. Упорсоответствует- значению порого С напряжения для случая восстановления свойств промежутка в самом тйжелом режиме. Ориентированное значение для УПОР лежит в пределах (0,15-35) V, где Vc - напряжение источника 4 постоянного напряжения. Регулятор 8 порогового напряжения представляет собой инвертирующий усилитель с коэффициентом усиления К. Последний устанавливается перед началом обработки в блоке 7 и обусла ливает диапазон регулирования порого вого напряжения. Выходное напряжение регулятора в зависимости от входной величины Р .принимает значения чем и обуславливается требуемый эффе регулирования. Выходы блока 6 и блока 7 подсоединены к соответствующим входам регулятора 8 порогового напряжения. Вход блока б подключен к электроду-инвтрументу 1, а выход регулятора 8 - к управляющему входу пороговой схемы 5. Предлагаемое устройство работает следующим образом. При возникновении искрового разряда в точке напряжение на электродеинструменте 1 резко падает. Момент возникновения разряда фиксируется пороговой схемой 5, которая срабатывает при резком падении напряжения и устанавливает блок 3 переключения скорости возрастания напряжения в положение, при котором возрастание напряжения на емкостном накопителе 2 энергии и на электроде-инструменте 1 происходит со.скоростью, не превышающей скорость восстановления диэлектрических свойств зазора. В момент достижения на электроде-инструменте 1 и емкостном накопителе 2 энергии напряжения порогового значения заканчивается процесс восстановления диэлектрических свойств зазора. Пороговая схема 5 срабатывает и переключает блок 3 переключения скорости возрастания напряжения так, что начинается быстрый заряд емкостного накопителя 2 энергии до максимального напряжения, в момент, когда напряжение на электроде-инструменте и расстояние от -него до обрабатываемой детали становятся достаточными,возникает искровой разряд, пороговая схема 5 срабатывает, возвращается в исходное состояние и устанавливает блок 3 в первоначальное положение.С этого момента начинается новый цикл работы устройства. Среднее в серии разрядов значение параметра искрового разряда, по которому осуществляют регулирование, измеряется блоком б. Выходное напряжение Р с блока б подается на вход регулятора 8, на выходе которого образуется напряжение, зависимое от Р и принимающее значение VnoP . которое подается на вход пороговой схемы 5, Способ, осуществляемый предлагаемьм устройством, позво/1яет обеспечить оптимальный режим скорости и качества эрозионной обработки. Формула изобретения 1. Способ электроэрозионной обработки серией зависимых разрядов, заключающийся в подаче на электродинструмент возрастающего напряжения со скоростью, непревыщающей скорость восстановления диэлектрических свойств зазора, и повышении скорости возрастания напряжения после достижения на электроде-инструменте значения порогового напряжения, о т личающийся тем, что, с целью повышения производительности, пороговое напряжение автоматически регулируют обратно пропорционально среднему в серии разрядов значению одного из измеряемых электрических параметров, характеризующих диэлектрические свойства зазора.
где Vp(jp- регулируемое пороговое
напряжение;
пор- максимальное значение потах рогового напряжения, определяемое опытным путем ; К - коэффициент, обуславливающий диапазон регулировани
74 / 1
и определяющийся опытным п . тем, Р - измеряемый параметр,
Источники информации, принятые во внимание при экспертизе
