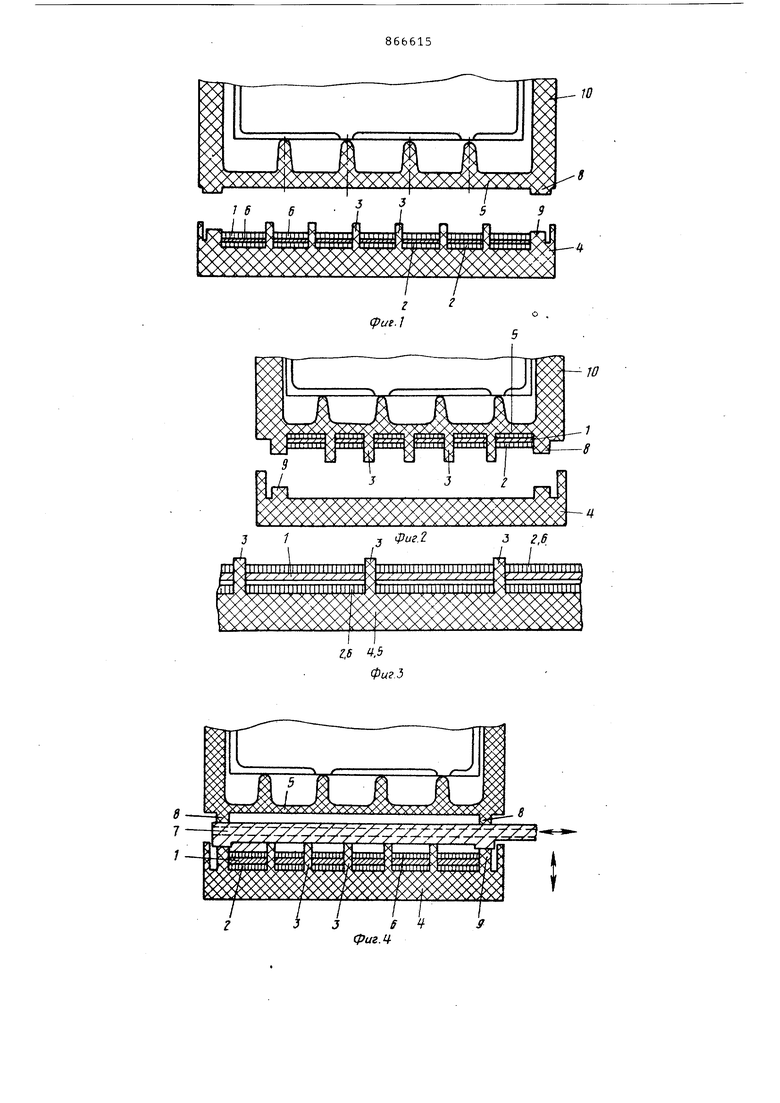
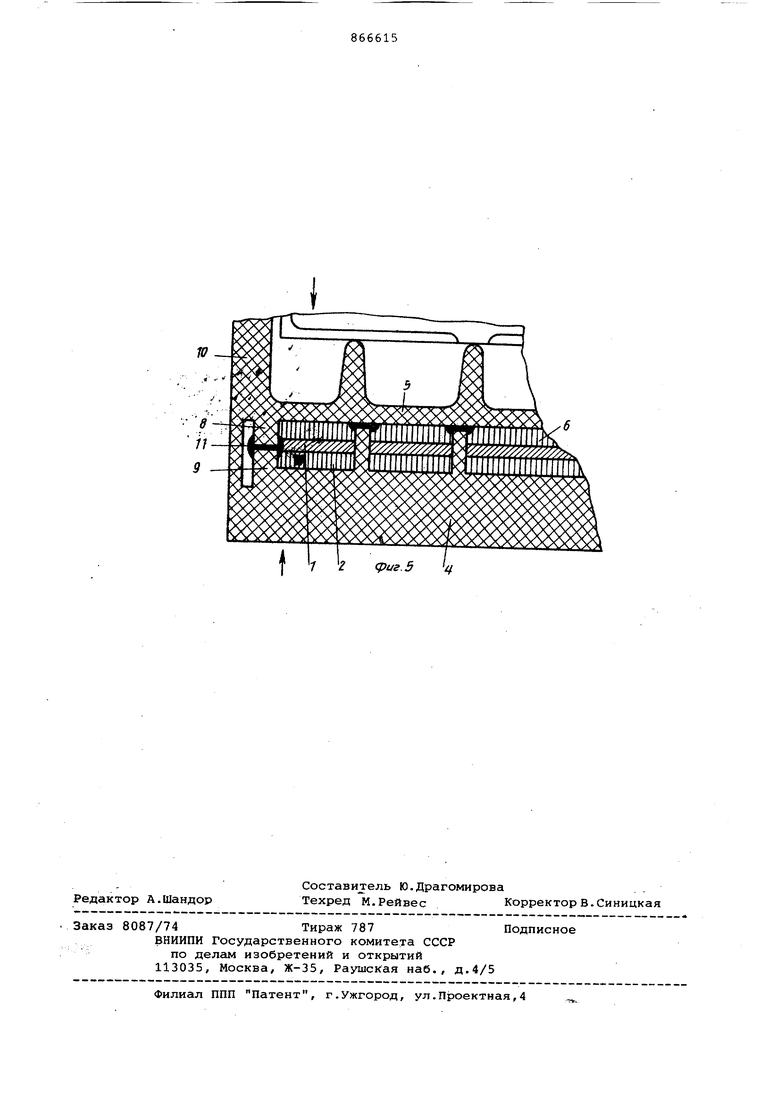
Изобретение относится к электротехнической промышленности и может быть использовано при производстве аккумуляторов с электрообогревом. Известен способ монтажа нагревательного элемента в аккумуляторе пу тем перемещения его под призму между стенками корпуса и блоком электродов 1. Недостатком этого способа являет ся высокая трудоемкость сборки акку муляторов с встроенными нагреватель ньми элементами, а также большое ко личество брака при сборке в связи с повреждением ( изоляции нагревательн элемен тов в процессе их монтажа и герметизации аккумуляторов. Наиболее близким по технической сущности и достигаемым результатам является способ монтажа нагреватель ного элемента в аккумуляторе путем установки полбе нагревательного эле мента между дном корпуса и дополнительным дном и соединения дна корпуса с дополнительным дном 2. Недостатками этого способа является невысокая эксплуатационная надежность и возможность брака при изготовлении, связанные со смещением полос нагревательного элемента и з-амыканием их между собой. Цель изобретения - повышение надежности и уменьшение брака. Это достигается тем, что одну из обращенных к нагревательному элементу поверхностей дна выполняют с выступами, в промежутки между которыми помещают полосы нагревательного элемента, при отношении ширины выступов к толщине дополнительного дна, равном 0,2-0,9. Причем выступу могут быть выполнены по поверхности дополнительного дна, обращенной к нагревательному элементу. Кроме того, выступы выполняют на поверхности дна корпуса. На фиг.1 изображен разрез аккумулятора перед соединением дна корпуса с дополнительным дном, между которым заложены полосы нагревательного элемента, в случае, когда выступы выполняют на поверхности дополнительного дна/ на фиг.2 - то же, в случае, когда выступы выполняют на поверхности дна корпуса; на фиг.З - увеличенный местный разрез поверхности дополнительного дна с выступами и располо.женными между ними полосгиот нагреваельного элемента; на фиг.4 - разрез ккумулятора и дополнительного дна случае, когда выступы выполнены на оверхности дополнительного дна, в омент разогрева выступов при помощи варочного электрода; на фиг.5 - разез аккумулятора с установленным на ем нагревательным элементом после авершения сборки.
Сущность предлагаемого способа закючается в следующем.
Полосы нагревательного элемента 1 и теплоизолирующего материала 2. укадывают между выступами 3, которые огут быть расположены на более толстом дополнительном дне 4 или на более тонком дне корпуса 5 аккумулятора. Затем дополнительное дно 4 располагают под дном корпуса 5 или над ним. При этом теплоизолирующий материал 2 должен быть расположен между нагре-: вательным элементом 1 и дополнительным дном 4. В случае необходимости ;5Ополнительный слой 6 теплоизолирующего материала может быть также расположен еще и между нагревательным элементом 1 и дном корпуса 5 аккумулятора.
Далее между дном корпуса 5 и дополнительным дном вводят разогретый электрод 7, с которым приходит в соприкосновение расположенные друг против друга площадка 8 дна корпуса 5 и площадка 9 дополнительного дна, а также выступы 3. После разогрева поверхностей электрод 7 выводится, а дополнительное дно 4 и корпус 10 аккумулятора соединяют с приложением усил.ия, перпендикулярного плоскости разогрева, которое сохраняется до момента остывания сварного шва 11. При этом дополнительное дно 4 и дно корпуса 5 с расположенными между ними полосами нагревательного элемента 1 соединяются, образуя герметичные полости.
Отношение толщины выступа 3 к толщине дополнительного дна 4 принимают равным 0,2 - 0,9 так как при отношении меньше 0,2 тонкий выступ не обеспечит надежной изоляции и может разрушиться при разогреве нагревателя в эксплуатации или при сборке аккумулятора в момент сварки, что приводит невыходу из строя нагревателя, а при отношении больше 0,9 увеличивается расход материала и снижается производительность труда, так как на разогрев тонкостенного выступа требуется больше времени.
Таким образом, в результате реализации данного изобретения обеспечивается надежная работа нагревательного элемента в аккумуляторе в течение всего срока службы в самых жестких условиях эксплуатации.
Пример. Для установки нагревательного элемента на дополнительное дно 4 в промежутки между выступами 3, толщина которых составляет 0,4 толщины дополнительного дна укладывают полосы теплоизолятора, например асбеста, на которые укладывают далее полосы нагревательного элемента 1, выполненные из нихромовой ленты.
Затем на дополнительное дно 4 устанавливают корпус 5 аккумулятора в механизм для их контактно-тепловой сварки. При этом разогретый до температуры электрод 7 вводят в пространство между дном корпуса 5 и дополнительным дном 4, обеспечивая контакт площадки 8 дна корпуса 5 и площадки 9 дополнительного дна 4 с электродом 7 и выдерживают в контакт в течение 8 с. Далее электрод 7 выводят и дополнительное дно 4 смыкают с корпусом на 10 с с приложением давления к свариваемым деталям величиной 5 кг/см
В результате использования предлагаемого способа обеспечивается надежность аккумулятора в течение всег срока службы в самых жестких условия эксплуатации, а также исключается возможность брака при сборке из-за замыкания между собой полос нагрева,теля вследствие их смещения. При этом производительность труда повышается примерно на 12%, а потери вследствие брака при изготовлении и их эксплуатации снижаются на 25%.
Формула изобретения
1.Способ монтажа нагревательного элемента в аккумуляторе путем установки полос нагревательного элемента медду дном корпуса и дополнительным дном и соединения дна корпуса с дополнительным дном, о т л и ч а ющ и и с я тем, что, с целью повышения надежности и уменьшения брака, одну из обращенных к нагревательному элементу поверхностей дна выполняют с выступами, в промежутки между которыми помещают полосы нагревательного элемента, при отношении ширины выступов к,, толщине дополнительного дна равном 0,2-0,9.
2.Способ по п.1, отличающий с я тем, что выступы выполняют на поверхности дополнительного дна, обращенной к нагревательному элементу.
3.Способ ПОП.1, отличающийся тем, что выступы выполняют на поверхности дна корпуса.
Источники информации, принятые во внимание при- экспертизе
1.Авторское свидетельство СССР № 468324, кл. Н 01 М 10/04, 1973.
2.Патент Великобритании 802125 кл. 53 В, 1958.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размещения нагревательного элемента в аккумуляторе | 1983 |
|
SU1125673A1 |
| УСТРОЙСТВО ДЛЯ РАЗОГРЕВА КАРТЕРНОГО МАСЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2005 |
|
RU2285810C1 |
| ЭЛЕКТРОТЕРМИЧЕСКИЙ МИКРОДВИГАТЕЛЬ | 2007 |
|
RU2332583C1 |
| Аккумуляторная батарея | 1977 |
|
SU653648A1 |
| СВИНЦОВАЯ СТАРТЕРНАЯ БАТАРЕЯ РАБОТОСПОСОБНАЯ В УСЛОВИЯХ НИЗКИХ ТЕМПЕРАТУР | 2001 |
|
RU2190285C1 |
| Малокалиберная электрошоковая пуля и патрон для ее использования | 2021 |
|
RU2758476C1 |
| Аккумуляторная батарея | 1973 |
|
SU468324A1 |
| Устройство для нагрева табакосодержащей курительной смеси в чаше кальяна | 2020 |
|
RU2755459C1 |
| Способ сборки аккумулятора | 1974 |
|
SU512516A1 |
| ЭЛЕКТРОТЕРМИЧЕСКИЙ МИКРОДВИГАТЕЛЬ | 2010 |
|
RU2442011C1 |
w
(риг. 5
