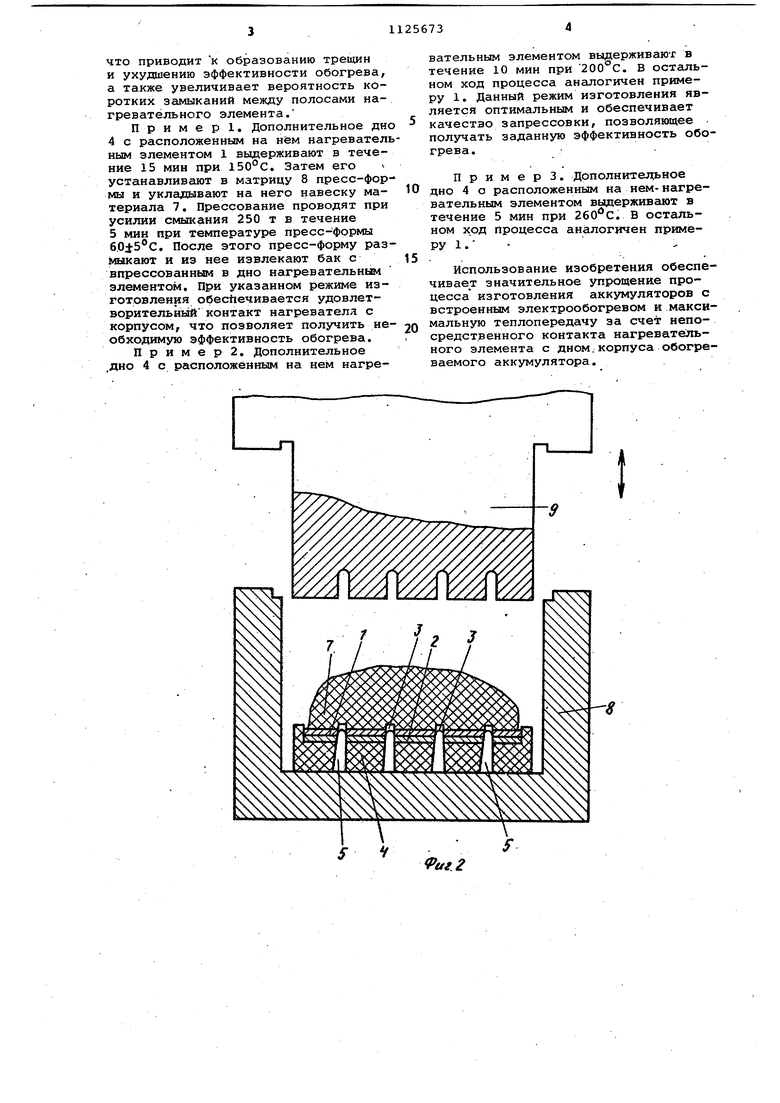
Изобретение относится к электротехнической промышленности и может быть использовано при производстве электрических аккумуляторов. Известен способ размещения нагревательных элементов в аккумуляторе путем установки его под призму между стенками корпуса и блоком электродов flj . Недостатками способа являются высокая-трудоемкость сборки аккумуляторов связанная с монтажом и ком мутацией нагревательных элементов, и низкая надежность системы обогре. ва ,в связи с повреждениями изоляции нагревательных элементов в процессе сборки аккумуляторов и их герметизации. Наиболее близким к изобретению по те::нической сущности и достигаемому результату является способ раз мещения нагревательного элемента в аккумуляторе путем установки его меяаду дном корпуса и дополнительным днрм в промежутки между выступами дополнительного дна и соединения дополнительного дна с корпусом при помощи контактной сварки t JНедостатком известного способа является сложность.технологического процесса сварки. Кроме тогО| после сварки между нагревательным элементом и дном корпуса остаются воздушные зязоры, что снижает эффективность системы электрообогрева вслед ствие теплопередачи к электролиту. Цель изобретения - упрощение тех нологии и повышение эффективности теплопередачи. Поставленная цель достигается тем, что согласно способу размещени нагревательного элемента в аккумуля торе путем установки его между дном корпуса и дополнительным дном в про межутках между выступами дополнительного дна и соединения дополнительного дна с корпусом, дополнительное дно выполняют со сквозными конусными отверстиями, которые расп лагают в местах, свободных от нагре вательного элемента, причем отверстие меньшего, диаметра выполняют вве ху дополнительного дна и после уста новки нагревательного элемента между выступами дополнительного дна выдерживают его в течение 5-15 мин при 150-260°С, а затем производят формование.корпуса аккумулятора. На фиг. 1 изображено дополнитель ное дно, с расположенным между выступами нагревательным элементом j разрез; на фиг. 2 - то же, установленвое в форму перед началом формования корпуса аккумулятора методом прессования; на фиг. 3 - то же, перед началом формования корпуса методом литья под давлением; на фиг.4 корпус аккумулятора с нагревательным элементом размещенным между дном корпуса и дополнительным дном. Способ осуществляется следующим образом. Нагревательный элемент 1 уклады,вают на слой теплоизолирующего материала 2 в пазы между выступами 3 дополнительного дна 4. Дополнительное дно выполняют со сквозными конусными отверстиями 5, которые располагают в местах, свободных от нагревательного элемента, например в выступах дополнительного дна, по наружному контуру. Конусные отверстия 5 вьитолняют таким образом, чтобы меньший диаметр находился вверху дополнительного дна. После фиксации нагревательного элемента 1 в пазах дополнительного дна 4 его выдерживают в течение 5-15 мин при 150-260°С для придания материалу дополнительного дна пластичности и улучшения его адгезионной способности. Нагретое допблнительное дно 4 устанавливают в полость оформляющей формы и- производят формование корпуса 6. При формовании корпуса б методом прессования навеску материала 7 укладывают на поверхность дополнительного дна 4, установленного в матрицу 8 формы, после чего происходит опускание пуансона 9 пресс-формы. В результате материал навески заполняет полости формы и одновременно с формованием корпуса 6 осуществляется его соединение с дополнительным дном 4. При формовании корпуса 6 методом литья под давлением литейная форма 10 с установленным в нее дополнительным дном 7 закрывается, после чего вполость формы через отверстие 5в дополнительном дне 4 подается под давлением из термопластиавтомата 11 материал, оформляющий корпус 6аккумулятора, который соединен с дополнительным дном 4. После размыкания пресс- или литьевой формы из нее извлекают корпус б аккумулятора, в дно которого вмонти-/ рован нагревательный элемент. Дополнительно дно выдерживают в течение 5-15 мин при 150-260°С, так как при выдержке менее 5 мин и при температуре ниже материал дополнительного дна не успевает пластифицироваться, и после формования и остывания корпуса дополнительное, дно вследствие утечек может .отделиться от корпуса аккумулятора, а при выдержке дополнительного дна дольше 15 мин и при температуре выше 260с происходит слишком значительная пластификация дополнительного дна.
что приводит к образованию трещин и ухудшению эффективности обогрева, а также увеличивает вероятность коротких замыканий между полосами нагревательного элемента.
Пример. Дополнительное дно
4с расположенным на нём нагревательным элементом 1 выдерживают в течение 15 мин при 150°С. Затем его устанавливают в матрицу 8 пресс-формы и укладывают на него навеску материала 7. Прессование проводят при усилии смыкания 250 т в течение
5мин при температуре пресс-формы б.. После этого пресс-форму размыкают и из нее извлекают бак с впрессованным в дно нагревательньм элементом. При указанном режиме изготовления обеспечивается удовлетворительЫй контакт нагревателя с корпусом, что позволяет получить необходимую эффективность обогрева.
При м е р 2. Дополнительное дно 4 с расположённым на нем нагревательным элементом выдерживают в течение 10 мин при 200 С. В остальном ход процесса аналогичен примеру 1. Данный режим изготовления является оптимальным и обеспечивает качество запрессовки, позволяющее получать заданную эффективность обогрева.
Примерз. Дополнител эное дно 4 о расположенным на ием-нагревательным элементом выдерживают в течение 5 мин при 260°С. В остальном ход процесса аналогичен примеру 1 .
Использование изобретения обеспечивает значительное упрощение процесса изготовления аккумуляторов с встроенным электрообогревом и максимальную теплопередачу за счет непосредственного контакта нагревательного элемента с дном.корпуса обогреваемого аккумулятора.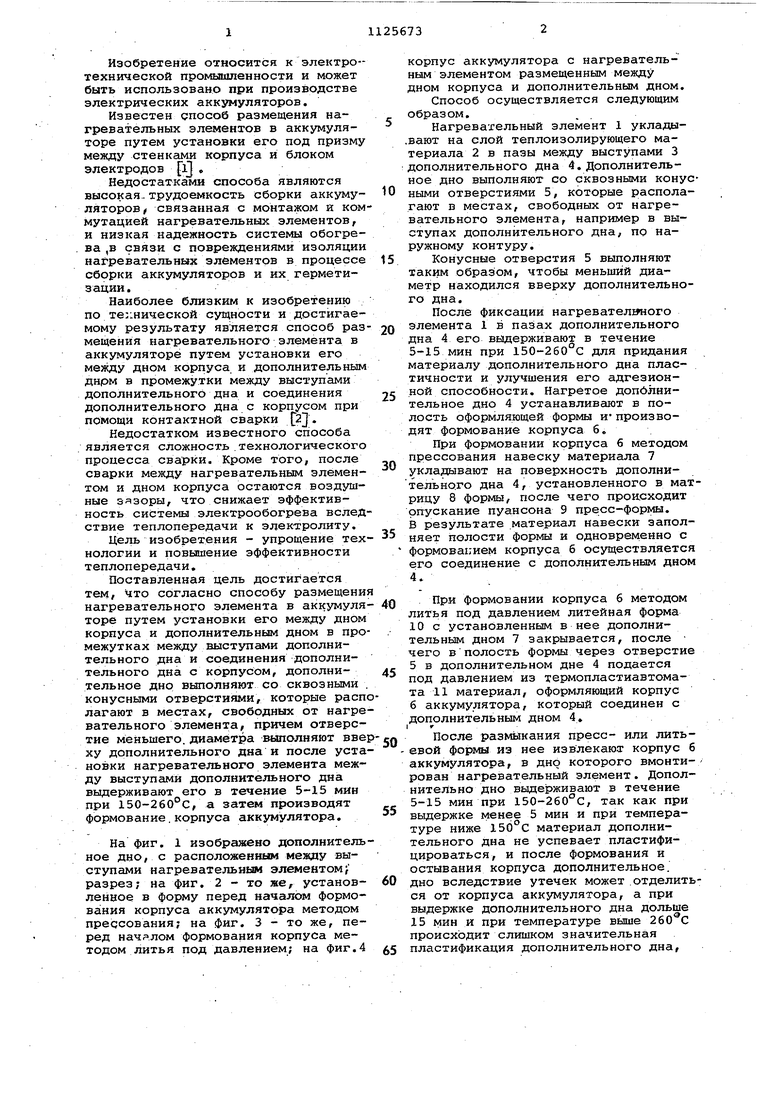
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ монтажа нагревательного элемента в аккумуляторе | 1980 |
|
SU866615A1 |
| НАГРЕВАТЕЛЬ ИГОЛЬЧАТОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЭЛЕКТРИЧЕСКИ НАГРЕВАЕМАЯ СИГАРЕТА, СОДЕРЖАЩАЯ УКАЗАННЫЙ НАГРЕВАТЕЛЬ | 2017 |
|
RU2698847C1 |
| КОНТЕЙНЕР, ПРИГОДНЫЙ ДЛЯ ИСПОЛЬЗОВАНИЯ В МИКРОВОЛНОВОЙ ПЕЧИ | 2017 |
|
RU2664217C1 |
| ПРЕСС-ФОРМА ДЛЯ ПУЛЬПЫ И ЕЕ ПРИМЕНЕНИЕ | 2005 |
|
RU2373316C2 |
| ДВУХСЕКЦИОННЫЙ ПЛАСТМАССОВЫЙ КОНТЕЙНЕР И УПАКОВКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ, ВКЛЮЧАЮЩАЯ В СЕБЯ ТАКИЕ КОНТЕЙНЕРЫ | 2013 |
|
RU2633240C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНТЕРЕФТАЛАТОВЫХ КОНТЕЙНЕРОВ СО СМЕЩЕННОЙ ОТ ЦЕНТРА ГОРЛОВИНОЙ | 2002 |
|
RU2261176C2 |
| Способ изготовления баллонов высокого давления | 2018 |
|
RU2699701C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ДЕТАЛЕЙ ИЗ ГРАНУЛИРОВАННЫХ ПЛАСТМАСС | 2013 |
|
RU2625851C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТА НА ОСНОВЕ КАРБИДА ТИТАНА | 2008 |
|
RU2401719C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2005 |
|
RU2288063C1 |
СПОСОБ РАЗМЕЩЕНИЯ ЙАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА В АККУМУЛЯТОРЕ путем установки его между дном корпу: са и дополнительным дном в промежутках мезкду выступами дополнительного дна и соединения дополнительного дна с корпусом, отличающийся тем, что, с целью упрощения технологии и повышения эффективности теплопередачи, дополнительное дно выполняют со сквозными.конусными отверстиями, которые располагают в местах, свободных от нагревательного элемента, отверстие меньшего диаметра выполняют вверху дополнительного дна и после установки нагревательного элемента между выступами дополнительного (Дна выдерживают его в течение 5-15 мин при 150-260с, а затем производят формование корпуса аккумулятора.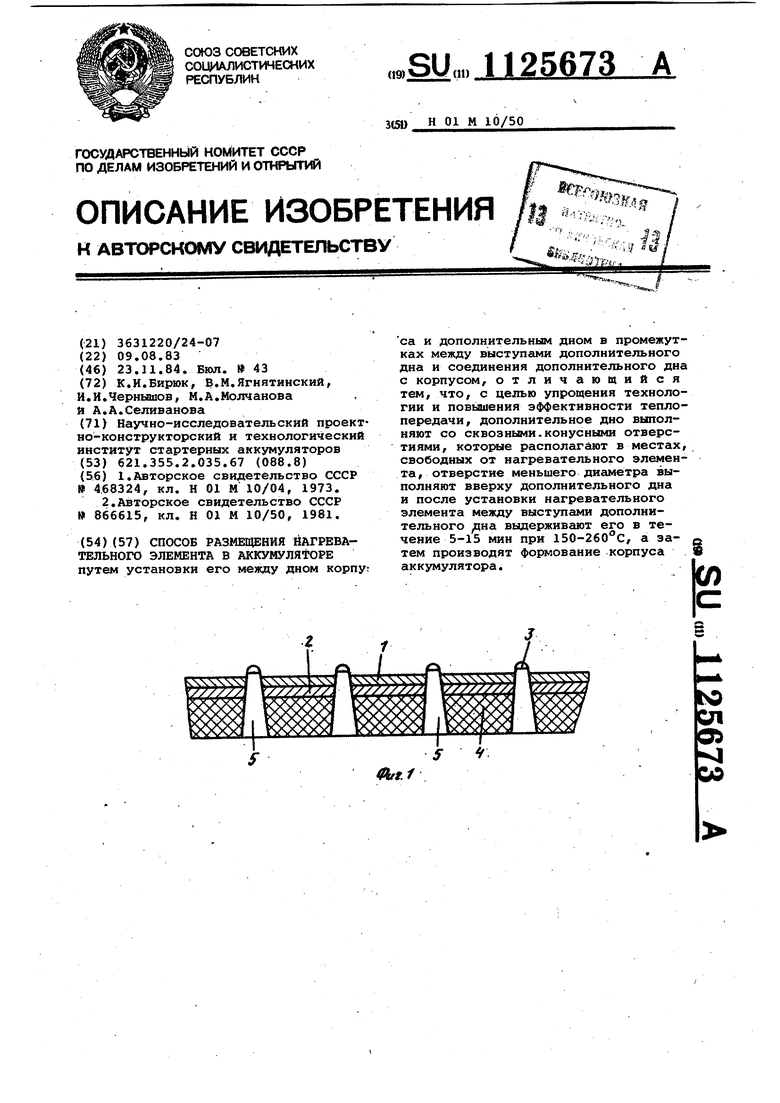
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
