Сочетание подогрева с накаткой роликом обеспечивает при быстром протекании этого процесса получение поверхности изделия заданной высокой чистоты, недостижимой прихолодной накатке.
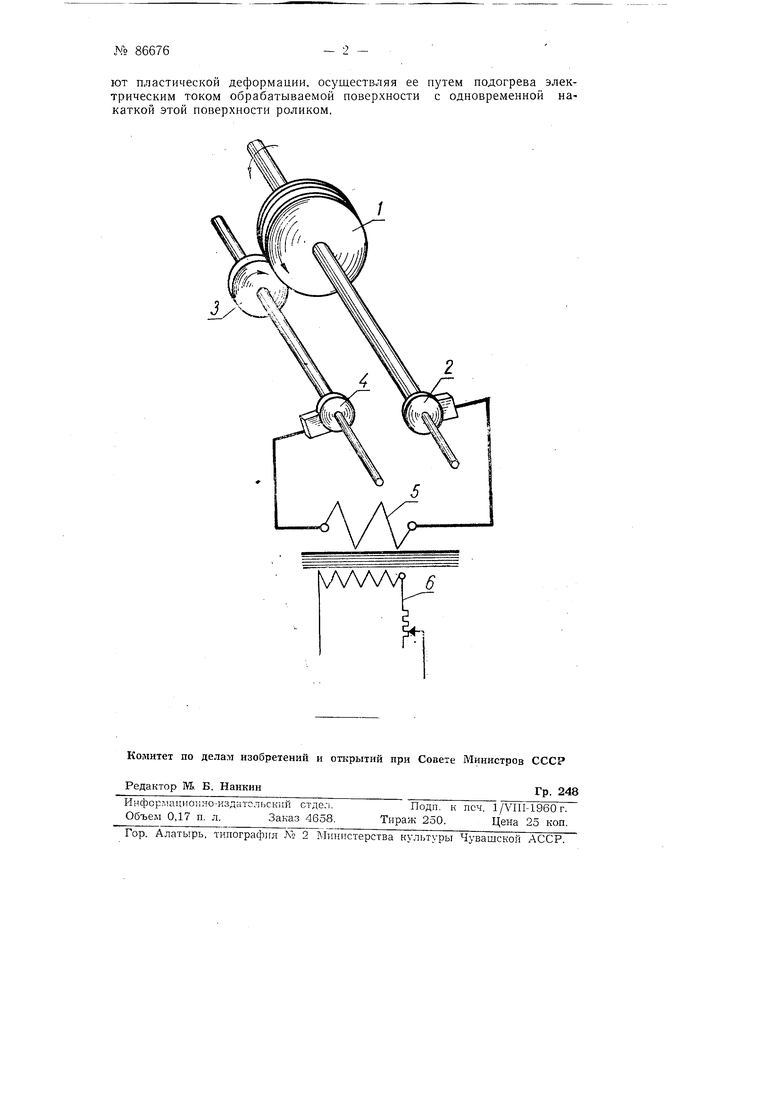
На схематическом чертеже изображено устройство, с помощью которого осуществляется предлагаемый способ доводки поверхностей изделий.
Обрабатываемое изделие / (например, внутреннее кольцо роликового подщипника) укрепляется на оправке, приводимой во вращение от привода с регулируемой скоростью. На этой же оправке укреплено контактное кольцо 2. Ролик 3 из твердого сплава и контактное кольцо 4 надеты на вторую оправку, помещенную параллельно первой. Рабочая поверхность ролика 3 соответствует профилю обрабатываемой поверхности изделия и доведена до наибольшей достижимой чистоты. Оправка с роликом может перемещаться к оправке с изделием для прижатия ролика 3 к обрабатываемой поверхности изделия.
К контактным кольцам 2 и 4 с помощью щеток подводится ток от вторичной обмотки 5 трансформатора. Первичная обмотка 6 трансформатора присоединяется к обычной сети переменного тока.
Процесс доводки осуществляется следующим образом.
Изделие / приводится во вращение. Ролик 3 подводится к изделию и с определенной силой прижимается к обрабатываемой поверхности. На короткий срок включается первичная обмотка трансформатора, обеспечивающая пластическую деформацию поверхностного слоя изделия путем подогрева электрическим током. Одновременно производится накатка обрабатываемой поверхности роликом 3.
П р е д м е Т И 3 О б р е Т е н И Я
Способ доводки поверхностей изделий, о т л и ч а ю щ н и с я тем, что, с целью получения более высокой заданной чистоты поверхности и ускорения процесса доводки, поверхностный слой изделия подвергают пластической деформации, осуществляя ее трическим током обрабатываемой поверхности каткой этой поверхности роликом. путем подогрева элекс одповременной на
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки прокатных валков в клети | 1987 |
|
SU1421442A1 |
| Перегрузочное устройство для предохранения сверл от поломки | 1952 |
|
SU97838A1 |
| Способ непрерывной термомеханической обработки | 1981 |
|
SU986943A1 |
| Фрикционный вариатор | 1949 |
|
SU83408A1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| АРМАТУРНЫЙ ПРОКАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК И КАРКАСОВ | 2015 |
|
RU2608927C1 |
| Многороликовая раскатка для чисто-ВОй и упРОчНяющЕй ОбРАбОТКи ОТВЕРСТий | 1979 |
|
SU823095A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ | 2001 |
|
RU2209711C2 |
| Способ упрочнения литых деталей из высокомарганцовистой стали | 1989 |
|
SU1717648A1 |
| Способ измерения потерь энергии в обмотке ротора короткозамкнутого асинхронного двигателя | 1947 |
|
SU73475A1 |