Изобретение относится к обработке металлов давлением и может быть использовано на ремонтных предприятиях при накатке внутренних зубчатых профилей в трубчатых деталях, в частности, при их восстановлении.
Известен способ, который реализуется в авторском свидетельстве N 1748986, кл. B 21 H 5/02, опуб. 23.07.92 г., бюл. N 27 и заключается в перераспределении металла с нерабочей внутренней поверхности отверстий карданного вала на изношенную поверхность шлицев. Однако этим способом невозможно восстановить внутренний зубчатый профиль с сохранением первоначальных размеров детали.
Известен также способ накатки внутренних зубчатых профилей, при котором одновременно с профилированием зубчатыми роликами внутренней поверхности трубной заготовки осуществляют дополнительное обжать тис в неподвижной матрице ее наружной поверхности. (Авт. св. N 725767, кл. B 21 H 5/00, опуб. 05.04.80 г., бюл. N 13 - прототип).
Однако известный способ применим для накатки только крупногабаритных деталей с внутренним зацеплением типа шестерен планетарного редуктора привода колес комбайна "Колос", имеющих внутренний диаметр ⊘ 270 мм. Кроме того, недостатком этого способа является невозможность изготовления и восстановления трубчатых деталей с внутренними зубьями, например, втулок карданной передачи или ступиц ведомых дисков муфты сцепления, изношенных одновременно по наружной цилиндрической и но внутренней зубчатой поверхностям.
Цель изобретения - расширение технологических возможностей способа и повышение качества накатки внутренних зубчатых поверхностей.
Цель достигнута тем, что в способе накатки внутренних зубчатых профилей, заключающемся в профилировании внутренней поверхности заготовки с одновременным деформированием ее по наружной поверхности при одновременном осевом перемещении заготовки, в качестве заготовки используют изношенную деталь, равномерно наплавленную по наружной поверхности с толщиной наплавленного слоя, прямо пропорциональной сумме величин износа и припуска на последующую обработку внутреннего зубчатого профиля, а при деформировании к нагретой до температуры пластической деформации и закрепленной на не имеющей возможности вращения оправке заготовке прикладывают осевое усилие P, равное ,
,
где
n - количество впадин зубьев;
R - радиус профильного ролика, мм;
R1 - радиус зубчатых выступов, мм;
σs - напряжение текучести металла, МПа;
δ - припуск на прокатку, мм;
и одновременно с продольным профилированием внутренней зубчатой поверхности заготовки формирующими профильными вращающимися роликами, набранными в двухсекционную обойму и веерообразно расположенными на лучах, соединяющих центр вращения накатываемой заготовки с осями симметрии впадин зубьев, осуществляют поэтапную поперечную накатку ее наружной цилиндрической поверхности ступенчатым двухрядным роликовым блоком, при этом деформирование заканчивают при температуре начала кристаллизации.
Наличие в предлагаемом способе изобретения доказывается тем, что существующие способы накатки внутренних зубчатых профилей не обеспечивают одновременного формирования наружной цилиндрической и внутренней зубчатой поверхностей с припусками под номинальный размер при их восстановлении, либо пригодны лишь для изготовления крупногабаритных трубчатых деталей.
Оригинальность предлагаемого способа заключается в продольном профилировании внутренней зубчатой поверхности веерообразно расположенными роликами, совмещенной с поэтапной поперечной накаткой наружной цилиндрической поверхности заготовки двухрядным роликовым блоком в едином технологическом приеме.
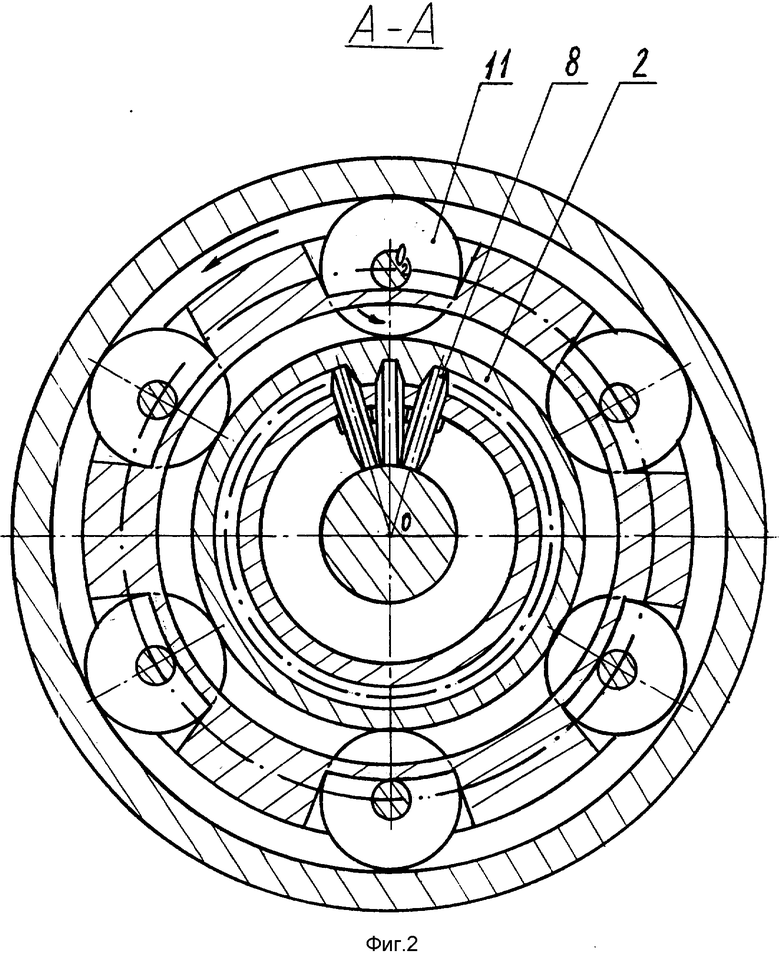
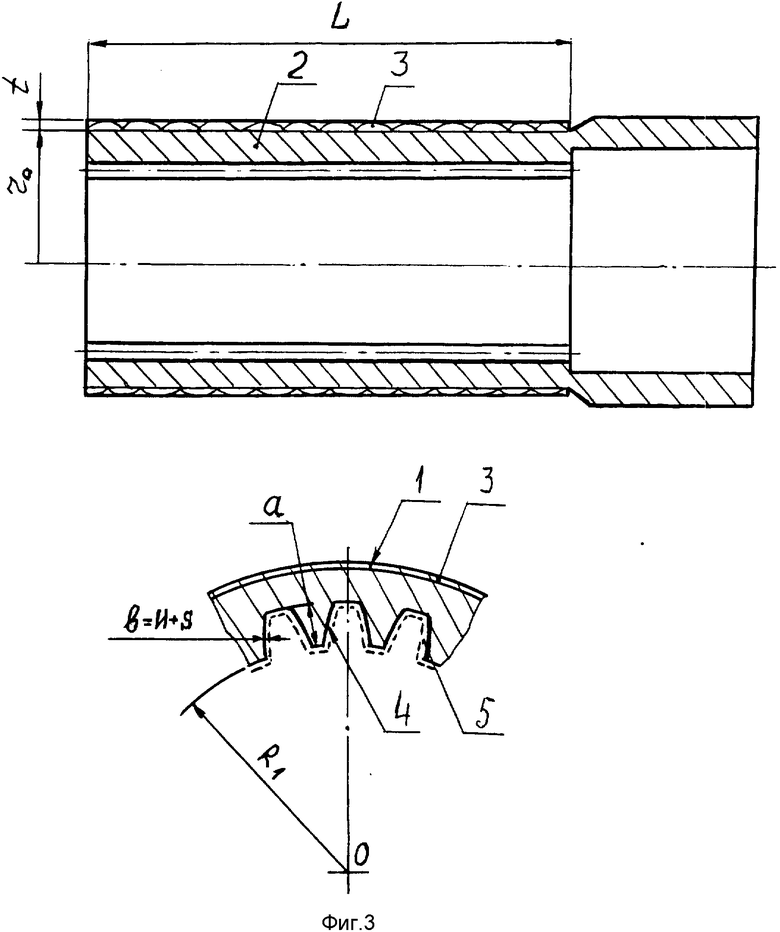
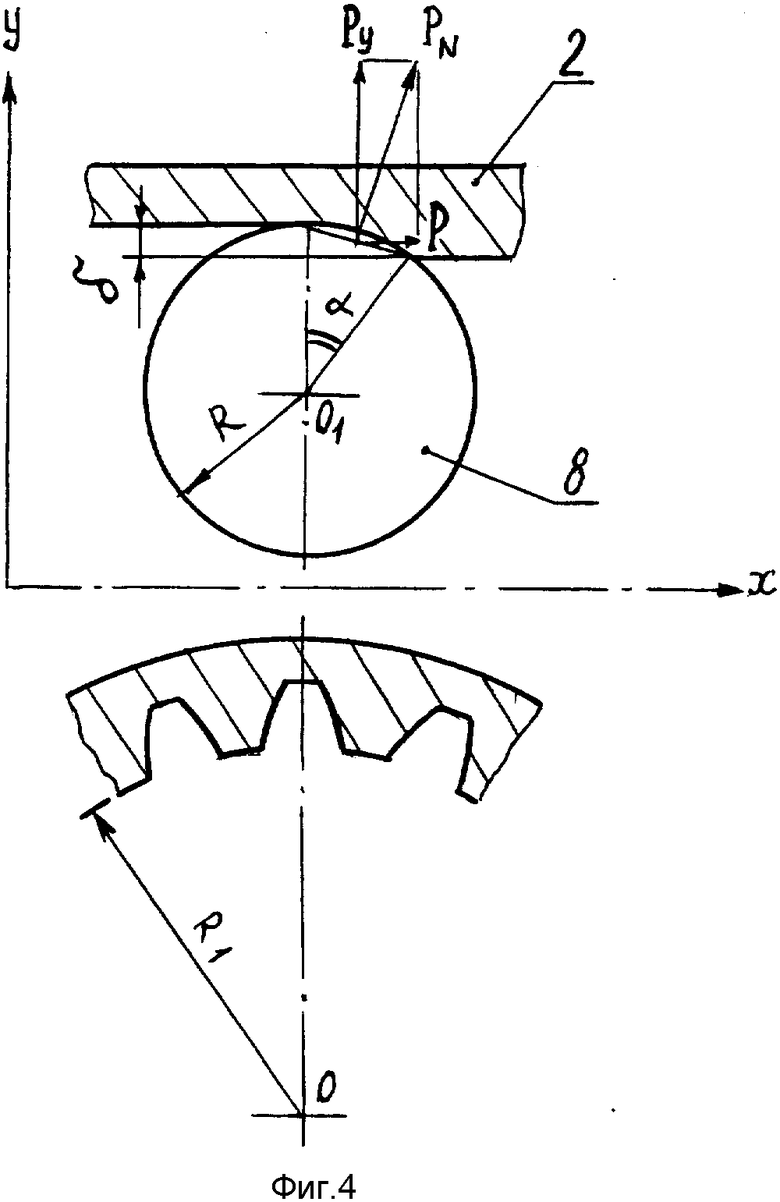
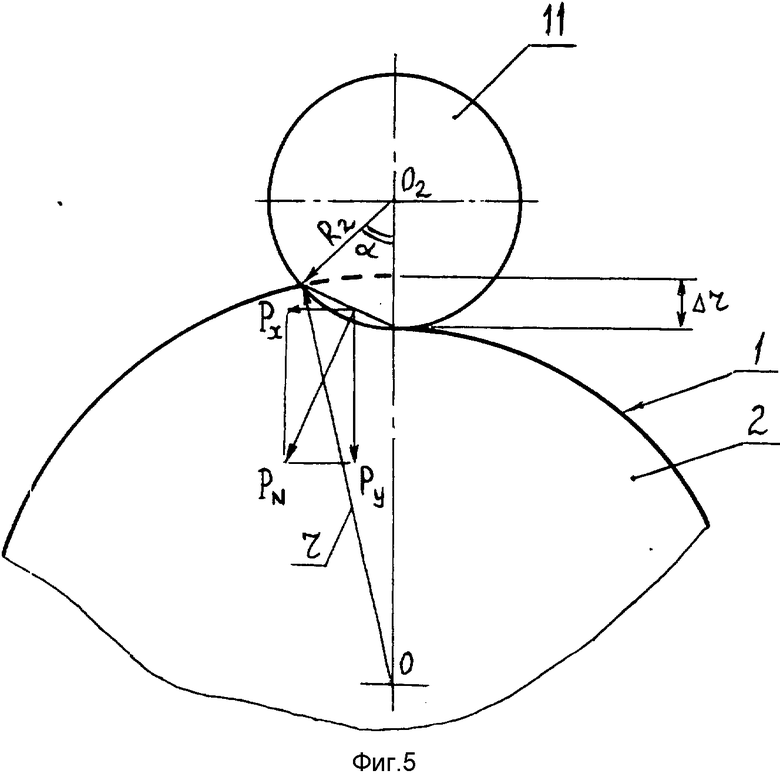
На фиг. 1 показана схема восстановления накаткой зубчатой детали на примере вилки карданной передачи грузового автомобиля предлагаемым способом; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - схема для расчета величины компенсирующего износ металла; на фиг. 4 - схема для расчета усилия продольной прокатки; на фиг. 5 - схема для расчета усилия поперечной прокатки.
Способ осуществляется следующим образом.
На наружную поверхность 1 заготовки 2 (фиг. 1) наплавляется металл 3 толщиной 1, достаточной для компенсации износа И (фиг. 3) и создания припуска S для обработки зубчатого отверстия 4 после обжатия по наружной поверхности 1.
Толщина наплавленного слоя t находится из равенства объема V1 наплавленного металла 3 объему V2 изношенного металла 5 с учетом припуска 8 на механическую обработку резанием.
Объем V1 наплавленного металла 3 определяется из формулы
V1= π(2ro+t)•t•L, ,
где
r0 - внешний радиус детали, мм;
L - длина зубчатой поверхности отверстия 4, мм;
Общий объем V2 металла 5, необходимый для формообразования зубчатого отверстия 4 описывается выражением
V2= πbL(2R1-b+a), ,
где
b - сумма величины износа И и припуска S на обработку зубчатого профиля отверстия 4, т.е. b = И + S,
L - длина зубчатой поверхности отверстия 4, мм;
R1 - радиус выступов, мм;
a - глубина впадин, мм.
Приравнивая это выражение к объему V1 наплавленного металла 3, находим требуемую толщину t ,
,
После наплавки предварительно нагретую до температуры пластической деформации (900... 950oC) заготовку 2 закрепляют на оправке 6, не имеющей возможности вращения, связанной с силовым гидроприводом. При перемещении заготовки 2 вдоль оси 7 в направлении стрелки P профильные ролики 8 входят во впадины зубьев, одновременно с этим включается привод токарно-винторезного станка, передающий вращение через патрон 9 и приводную обойму 10 накатным двухрядным роликом 11, расположенным на концентричной с осью 7 окружности.
По мере перемещения заготовки 2 накатные ролики 11 коническими 12, 13 и цилиндрическими 14, 15 поверхностями последовательно в два этапа перераспределяют металл с наружной предварительно наплавленной цилиндрической поверхности 1 на поверхность изношенного зубчатого отверстия 4 с одновременным продольным профилированием этой поверхности веерообразно расположенными роликами 8, набранными в двухсекционную обойму 16 и катящимися по выдвигающейся во встречном направлению движению заготовки 2 оправке 17. В результате происходит равномерное качественное приращение толщины зуба по всей длине L.
Процесс формообразования заканчивают при температуре 750... 800oC При обратном движении профильные ролики 8 выходят из впадин зубчатого отверстия 4, заготовка 2 снимается с оправки 6, процесс накатки завершается.
Повышение прочностных показателей оснастки и снижение энергосиловых параметров оборудования достигается за счет использования принципа разделения действия усилия накатки на составляющие по осям X и Y.
Усилие PN (расчетная схема приведена на фиг. 4), действующее при продольной прокатке, определяют по формуле
PN= σs•F, ,
где
σs - напряжение текучести металла, МПа;
F - площадь контакта рабочей поверхности ролика 8 с заготовкой 2, мм2.
Конечная формула для определения осевого усилия P, необходимого для перемещения заготовки 2 в процессе продольной прокатки, имеет вид ,
,
где
n - количество впадин зубьев;
R - радиус профильного ролика 8, мм;
R1 - радиус зубчатых выступов заготовки 2, мм;
σs - напряжение текучести металла, МПа;
δ - припуск на прокатку, мм;
Усилие поперечной прокатки PX (фиг. 5) рассчитывают по формуле: ,
,
где
F - площадь контакта рабочей поверхности накатного ролика 11 с наружной поверхностью 1 заготовки 2, мм2;
R2 - радиус накатного ролика 11, мм;
h - ширина контактирующей части ролика 11 с поверхностью 1, мм;
r - внешний радиус заготовки 2, мм;
Δr - величина уменьшения внешнего радиуса r, мм.
Приведенные расчеты необходимы для правильного выбора силового оборудования и для проектирования инструмента и оснастки с прочностными показателями обеспечивающими процесс поверхностно-пластической деформации.
Пример конкретного выполнения способа накатки внутренних зубчатых профилей проведен для одновременного восстановления горячей накаткой мелкомодульного (m = 2,5; z = 22) зубчатого шлицевого отверстия с диаметром выступов ⊘ 54 мм и впадин ⊘ 62 мм, длиной 145 мм и наружной цилиндрической поверхности под подшипник диаметром ⊘ 70 мм втулки карданной передачи 53-22.02.157-01 автомобиля ГА3-53 из стали 30Х ГОСТ 4543 - 71.
Наплавка на наружную поверхность компенсирующего износ металла проводилась на установке для вибродуговой наплавки валов УД-209 проволокой 1,5 Св - 18 ХГСА ГОСТ 2246 - 70. Режимы наплавки: сила тока J = 100... 120 A, напряжение дуги U = 28... 33 B, скорость наплавки Vn = 12...15 м/ч.
Деформирование предварительно нагретой до 950oC в установке ТВЧ И3 - 2,4/100 наплавленной изношенной втулки осуществляли на накатной установке цехового изготовления с гидравлическим приводом, установленным на доске резцедержателя токарного станка 1 М 63, путем поперечной прокатки между шестью накатниками с одновременным калиброванием зубчатого шлицевого отверстия роликами с усилием 200 кН и подачей 0,05 мм/с. Привод накатников осуществлялся от шпинделя токарного станка с частотой вращения детали 100 мин-1.
Качество получаемого изделия оценивали измерением размеров прокатанной заготовки и исследованием ее структуры. В результате пластического деформирования изношенной втулки карданной передачи осуществлено перераспределение металла с наружной наплавленной поверхности на изношенные, при этом обеспечивался равномерный припуск по всем поверхностям с сохранением первоначального диаметра наружной поверхности и геометрической формы детали.
Микроструктурные исследования рабочих поверхностей втулки карданной передачи показали, что высокотемпературная пластическая деформация упрочняет поверхности зубчатых шлицев, что в основном характеризуется повышенной плотностью структурных составляющих.
Кроме того, указанным способом восстанавливалось шлицевое отверстие (z = 10) ступицы ведомого диска 14.160.1142 муфты сцепления двигателя КАМАЗ - 740 из стали 40 ХГТР ГОСТ 4543 - 71, также обеспечившим качество полученного после прокатки изделия.
Таким образом, использование изобретения позволяет достичь следующих результатов.
1. Способ накатки внутренних зубчатых профилей обеспечивает одновременное восстановление как по наружной цилиндрической, так и по внутренней зубчатой поверхностям за счет поперечной накатки наружной поверхности, совмещенным с продольным профилированием отверстия калибрующими роликами, что расширяет технологические возможности способа и повышает производительность процесса.
2. Изготовленная по результатам силовых расчетов, приведенных в описании способа, накатная установка обеспечивает стабильный уровень качества получаемого изделия в соответствии с требованиями технической документации. Кроме того, снижение потребных силовых показателей оборудования позволяет использовать для накатки токарно-винторезный станок.
3. Вследствие поверхностно-пластического деформирования, совмещенного с калиброванием, микротвердость зубьев шлицевого отверстия на глубине до 0,1 мм возрастает на 37%, что обеспечивает гарантированную долговечность восстановленного прелагаемым способом шлицевого соединения карданной передачи.
Реализация потенций предлагаемого изобретения позволяет упростить процесс изготовления и восстановления трубчатых деталей, имеющих внутренний зубчатый профиль, за счет совмещения операций, расширить технологические возможности накатки за счет увеличения диапазона диаметров обрабатываемых зубчатых отверстий, а также повысить качество накатанных поверхностей без изменения первоначальной геометрической формы детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| Устройство для восстановления шлицевых поверхностей | 1990 |
|
SU1748986A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1995 |
|
RU2087238C1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ДЕТАЛЯХ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2165324C2 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| Устройство для восстановления зубчатых колес с внутренними зубьями | 1988 |
|
SU1641495A1 |
Использование: изобретение относится к обработке металлов давлением и может быть использовано на ремонтных предприятиях при накатке внутренних зубчатых профилей в трубчатых деталях, в частности, при их восстановлении. В качестве заготовки 2 используют изношенную деталь, равномерно направленную по наружной поверхности 1 с толщиной t направленного слоя 3 прямо пропорциональной сумме b величин износа И и припуска S на последующую обработку внутреннего зубчатого профиля 4, а при деформировании к нагретой до температуры пластической деформации и закрепленной на не имеющей возможности вращения оправке заготовке 2 прикладывают осевое усилие Р, равное: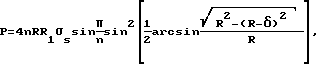
где n - количество впадин зубьев; R - радиус профильного ролика 8, мм; R1 - радиус зубчатых выступов, мм; σs - напряжение текучести металла, МПа; δ - припуск на прокатку, мм; и одновременно с продольным профилированием внутренней зубчатой поверхности 4 заготовки 2 формирующими профильными вращающимися роликами 8, набранными в двухсекционную обойму 16 и веерообразно расположенными на лучах, соединяющих центр вращения 7 накатываемой заготовки 2 с осями симметрии впадин зубьев, осуществляют поэтапную поперечную накатку ее наружной цилиндрической поверхности 1 ступенчатым двухрядным роликовым блоком 11, при этом деформирование закачивают при температуре начала кристаллизации. Способ может быть использован при восстановлении горячей накаткой внутреннего зубчатого профиля шлицевой втулки 53-22.02.157-01 карданной передачи автомобиля ГАЗ-53 и других подобных трубчатых изделий, имеющих сложный внутренний профиль. 5 ил.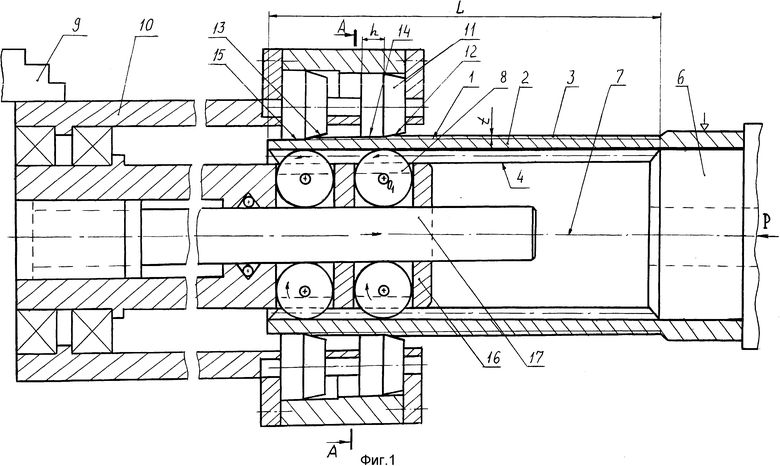
Способ накатки внутренних зубчатых профилей, заключающийся в профилировании внутренней поверхности заготовки с одновременным деформированием ее по наружной поверхности при одновременном осевом перемещении заготовки, отличающийся тем, что в качестве заготовки используют изношенную деталь, равномерно наплавленную по наружной поверхности с толщиной наплавленного слоя прямо пропорциональной сумме величин износа и припуска на последующую обработку внутреннего забчатого профиля, а при деформировании к нагретой до температуры пластической деформации и закрепленной на не имеющей возможности вращения оправке заготовке прикладывают осевое усилие Р, равное
где n - количество впадин зубьев;
R - радиус профильного ролика, м;
R1 - радиус зубчатых выступов, мм;
σs - напряжение текучести металла, МПа;
δ - припуск на прокатку, мм,
и одновременно с продольным профилированием внутренней зубчатой поверхности заготовки формирующими профильными вращающимися роликами, набранными в двухсекционную обойму и веерообразно расположенными на лучах, соединяющих центр вращения накатываемой заготовки с осями симметрии впадин зубьев, осуществляют поэтапную поперечную накатку с ее наружной цилиндрической поверхности ступенчатым двухрядным роликовым блоком, при этом деформирование заканчивают при температуре начала кристаллизации.
| SU, авторское свидетельство, 725767, B 21 H 5/00, 1980. |
