(54) МНОГОРОЛИКОВАЯ РАСКАТКА ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатка | 1979 |
|
SU823094A1 |
| Многороликовая раскатка для чистовой и упрочняющей обработки отверстий | 1976 |
|
SU647101A1 |
| Многороликовая раскатка | 1978 |
|
SU673438A2 |
| Многороликовая раскатка | 1979 |
|
SU825309A1 |
| Многороликовая раскатка | 1979 |
|
SU812541A1 |
| Раскатка | 1980 |
|
SU931424A1 |
| Раскатка для комплексной обработки поверхностей отверстий | 1989 |
|
SU1771932A1 |
| МНОГОРОЛИКОВАЯ РАСКАТКА | 1973 |
|
SU368995A1 |
| Расточная головка | 1981 |
|
SU990428A1 |
| Многороликовая раскатка для чистовой и упрочняющей обработки отверстий | 1982 |
|
SU1069979A2 |
1
Изобретение относится к машиностроению, в частности к механической обработке изделий,и предназначено для чистовой и упрочняющей обработки отверстий методом поверхностного пластического деформирования.
Известны многороликовые раскатки с регулированием настроечного диаметра, содержащие оправку, сепаратор с деформирующими роликами, центральную жесткую опору в виде конусной втулки, механизм предварительной .настройки и механизм регулировки настроечного диаметра. Настроечный диаметр этих раскаток в процессе работы не меняется 1.
Однако при обработке тонкостенных втулок и цилиндров, имеющих различную по длине изделия толщину стенки, и благодаря этому различные величины упругих деформаций, деформирующие ролики раскатки на разных участках получают различные заглубления в обрабатываемую поверхность и, следовательно,, производят различную пластическую деформацию. Вследствие этого отверстие после обработки приобретает переменный по длине изделия диаметр, иногда выходящий из-за этого за пределы
допуска. Особенно это сильно сказывается при обработке внутреннего диаметра с высокой точностью.
Цель изобретения - повыщение точ-. ности регулировки в процессе обработки. Поставленная цель достигается тем, что механизм предварительной настройки выполнен в виде охватывающих сепаратор с роликами рычагов, связанных щарнирно с механизмом регулирования и с введеной в раскатку вращающейся планщайбой, установленной с возможностью вращения и контакта с муфтой, расположенной на оправке с возможностью осевого перемещения, при этом планщайба снабжена механизмом поджима рычагов в виде тяги с эксцентриком и пружины.
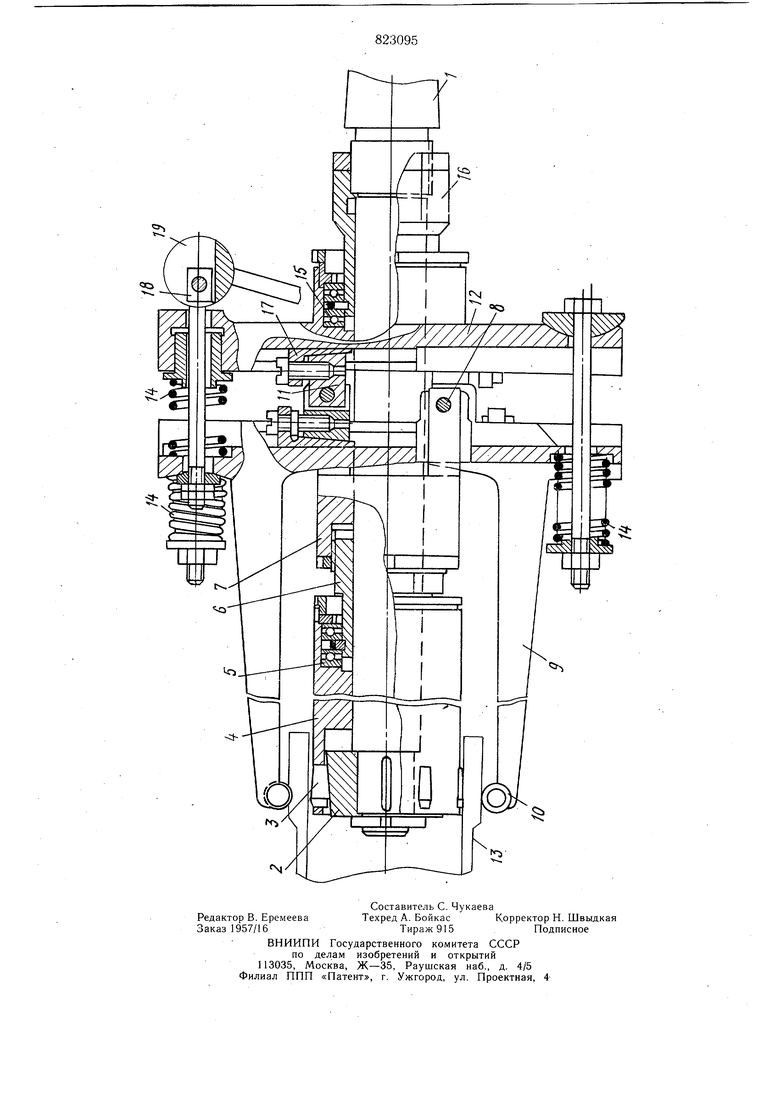
На чертеже изображена раскатка, обШий вид.
Раскатка содержит оправку 1, на которой жестко закреплена центральная опора в виде конусной втулки 2, по опорной поверхности которой равномерно размещены деформирующие ролики 3, расположенные в сепараторе 4. Сепаратор 4 через упорные подшипники 5 связан с муфтой 6, которая резьбой скрепляется с вилкой 7, щарнирно
соединенной осями 8 со следящими рычагами 9, имеющими контактные ролики 10. Рычаги 9 с помощью шарнирно соединенных кареток 11 прикреплены к планщайбе 12 и всегда прижаты роликами 10 к обрабатываемому изделию 13 пружинами 14. Планщайба 12, через упорные подщипники 15 связана с резьбовой муфтой 16. Каретки
11установлены в Т-образных пазах рычагов 9 и плаищайбы 12 и одна из них фиксируется неподвижно клином 17. Один из рычагов 9 имеет с планщайбой 12 дополнительную связь (тягу 18 и эксцентрик 19).
Настройка раскатки производится следующим образом.
Передаточное отнощение рычагов 9 устанавливается с номощью перемещения кареток 11 в пазах рычагов 9 и планшайбы 12. Настроечный диаметр раскатки устанавливается осевым перемещением муфты б относительно вилки 7. Настройка на толщину стенки изделия 13 осуществляется осевым перемещением муфты 16 относительно оправки 1.
Работа раскатки осуществляется следующ,им образом:
В исходном положении рычаги 9 раскрыты, т. е. эксцентрик 19 повернут так, что ручка находится в верхнем положении, и тягой 18 рычаги 9 притянуты к планщайбе
12так, что расстояние между роликами 10 намного больще наружного диаметра изде,чия 13. Одновременно сепаратор 4 с деформирующими роликами 3 выдвинут далеко «перед относительно конической втулки 2 и настроечный диаметр раскатки, определяемый по роликам 3, намного раньше внутронного диаметра изделия 13. Раскатку под| одят к изделию 13 и, поворачивая эксцентрик 19, закрывают рычаги 9 так, чтобы ролики 10 легли на наружную поверхность изделия 13 около торца, а деформирующие эолики 3 защли в отверстие только заходиыми поверхностями. После этого,- включив вращение-или изделия 13;или оправки 1 и осевую подачу, производят раскатывание. Во время раскатывания ролики 10 движутся по наружной поверхности изделия. 3, а так как уменьшение толщины стенки изделия 13 приводит к уменьшению наружногб диаметра, то рычаги 9 закрываются и сдвигают деформирующие ролики 3 назад относительно втулки 2, увеличивая тем самым настроечный диаметр раскатки. При увеличении толщины стенки изделия 13 все движения происходят в обратном направлении и настроечный диаметр раскатки уменьшается. Закончив раскатывание, вращение и осевую подачу выключают, поворачивают эксцентрик 19, раскрывая тем самым рцчаги 9 и уменьщая настроечный диаметр, и раскатку выводят из обработанного отверстия.
Применение предлагаемой раскатки позволяет получать высокую чистоту и упрочнение поверхностного слоя на тонкостенных втулках и цилиндрах, имеющих переменную толщину стенки с помощью высокопроизводительного метода поверхностного пластического деформирования, что сейчас в большинстве случае невозможно.
Формула изобретения
Многороликовая раскатка для чистовой и упрочняющей обработки отверстий, содержащая деформирующие ролики, помещенные в сепаратор, оправку с нажимным конусо установленным с возможностью осевого перемещения, механизм предварительной настройки и механизм регулирования настроеч-ного диаметра, отличающаяся тем, что, с целью повышения точности регулирования в процессе обработки, механизм предварительной настройки выполнен в виде охватывающих сепаратор с роликами рычагов, связанных шарнирно с механизмом регулирования и с введенной в раскатку планщайбой, установленной с возможностью вращения и контакта с введенной дополнительной муфтой, расположенной на оправке с возможностью осевого перемещения, при этом планщайба снабжена механизмом поджима рычагов в виде тяги с эксцентриком и пружины.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 647101, кл. В 23 В 39/02,. 1976.
