Изобретение относится к машиностроению, к механообрабатывающему производству и может быть использовано для зачистки и полирования наружных и внутренних поверхностей различных деталей.
Известен лепестковый полировальный круг, содержащий соединительный кольцевой разъемный стержень с лепестками из шлифовальной шкурки, на боковых поверхностях которых выполнена криволинейная поверхность в зоне крепления фланцами 1.
Недостатком известного круга является то, что силы крепления лепестков направлены перпендикулярно центробежной силе, действуюш,ей на лепестки и втягивающей их в процессе работы.
Целью изобретения является повышение работоспособности кругов за счет совмещения направления сил крепления лепестков с направлением центробежных сил, действующих на лепестки.
Цель достигается тем, что полировальный круг содержит соединительный разъемный стержень с лепестками из шлифовальной шкурки, закрепленными между фланцами и лепестки в зоне крепления выполнены по радиусу с сектором радиусного участка 100-180°.
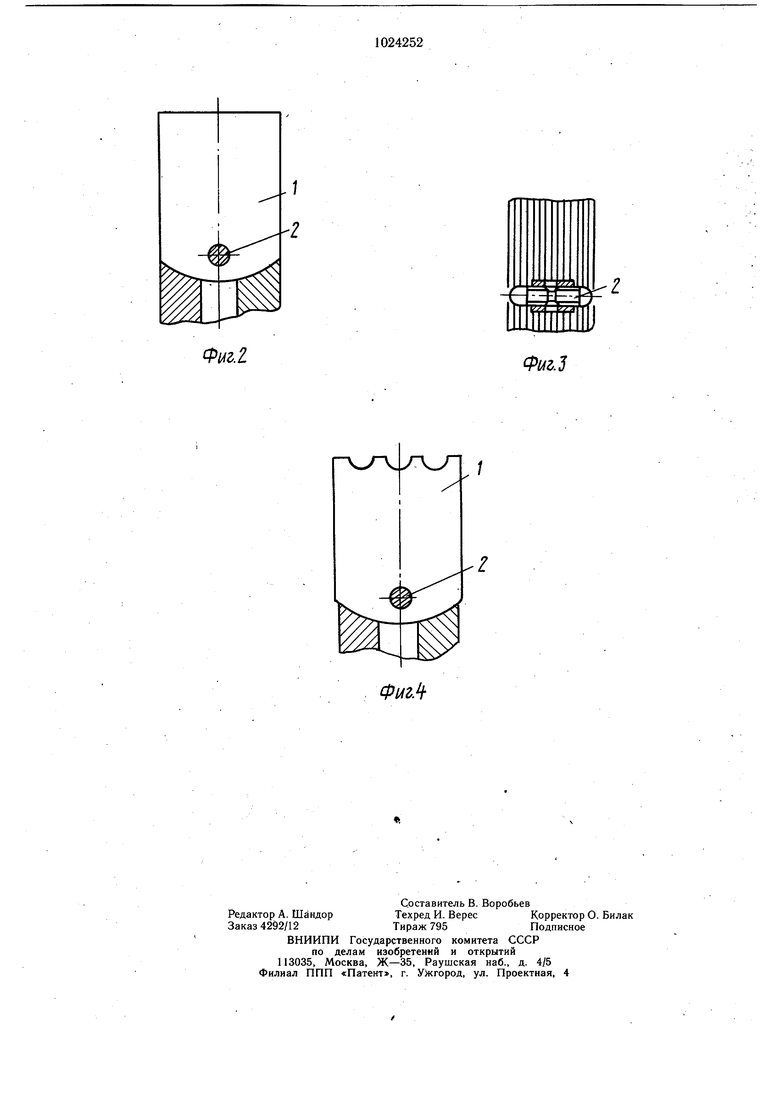
На фиг. 1 показан лепестковый круг, разрез по оси; на фиг. 2 и 3 изображены различные формы лепестков; на фиг. 4 - замковое соединение соединительного стержня.
Круг содержит лепестки 1, кольцевой соединительный стержень 2, два симметричных прижимных фланца 3 . и 4, стяжной болт 5, ступицу 6. Лепестки по месту закрепления в секторе с углом л выполнены круглыми с радиусом R и имеют отверстия d, расположенные в средней части этого сектора на линии АВ, соединяющей крайние точки контакта лепестков с фланцами 3 и 4.
Общая поверхность соединенных фланцев представляет собой внутренний тор с радиусом R.
В кольцевые пояски 7 на ступице 6 упираются фланцы 3 и 4 своими буртами, расположенными по внутреннему диаметру. По наружному диаметру фланцы соединены с зазором. По пояску 7 также имеется некоторый зазор между фланцами 3, 4 и ступицей 6 в результате которого при соединении фланцев ,болтами 5 они по наружному диаметру могут сходиться и образовывать зазор меньший, чем зазор Р. При этом торообразная поверхность фланцев упирается в радиусную часть лепестков, стремясь вытолкнуть их. Однако этому препятствует соединительный стержень 2, на который нанизаны лепестки. В результате между лепестками и фланцами создается натяг, за счет которого лепестки располагаются радиально ориентированно, это придает лепесткам дополнительную жесткость, устойчивесть и повышает их эксплуатационные характеристики.
Сектор с углом «с величиной 100-180°, в котором лепестки выполнены по радиусу, выбрали экспериментально, при этом учитывали следующие соображения. Более 180°
этот сектор выполнять не целесообразно по геометрическим соображениям, а при углео менее 100° не происходит достаточного охвата радиусной части лепестков фланцами, поэтому эффект «выталкивания лепестков проявляется слабо, либо вообще отсутствует, так как поверхности фланцев имеют пологие очертания на боковых участках.
Технология изготовления лепесткового круга следующая.
В начале в штампе из абразивной или алмазной шкурки вырубают лепестки с отверстием под соединительный стержень. Точат фланцы, ступицу, стяжные болты и соединительный стержень с элементами замка. Стержень сгибают по окружности
и плотно нанизывают на него лепестки, соединяют замок. Затем охватывают лепестковый набор фланцами и стягивают их винтами до такого состояния, чтобы лепестки расположились веером, радиально по окружности.
Лепестковый полировальный круг работает следующим образом.
Обрабатываемую деталь, например, корпус устанавливают в специальном приспособлении на столе фрезерного, станка, а
круг закрепляют на шпинделе станка. Подводят круг до соприкосновения с обрабатываемой поверхностью и создают натяг величиной 0,,5 мм. Включают вращение шпинделе и подачу. Производят обработку детали. Предлагаемый лепестковый круг позволяет увеличить работоспособность инструмента за счет сокращения вытяжки лепестка при работе благодаря тому, что направление усилий закрепления лепестка совпадает с центробежной силой, действующей
на лепесток.
И
Э
ФЫ1.1
Фиг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Лепестковый полировальный круг | 1986 |
|
SU1341008A2 |
| Лепестковый круг | 1987 |
|
SU1530430A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1992 |
|
RU2071410C1 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1992 |
|
RU2032525C1 |
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| ЛЕПЕСТКОВЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2066620C1 |
| ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ | 1972 |
|
SU352752A1 |
| Способ изготовления лепесткового полировального круга | 1977 |
|
SU645832A1 |
| Лепестковый абразивный круг | 1988 |
|
SU1627392A1 |
| Шлифовально-полировальный круг | 1980 |
|
SU929424A2 |
ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ, содержащий кольцевой разьемный стержень с лепестйами из шлифовальной шкурки с криволинейной поверхностью в зоне крепления фланцами, отличающийся тем, что, с целью повышения работоспособности круга путем повышения жесткости лепестков, последние в зоне крепления выполнены по радиусу Ь сектором радиусного участка . т т Фид.1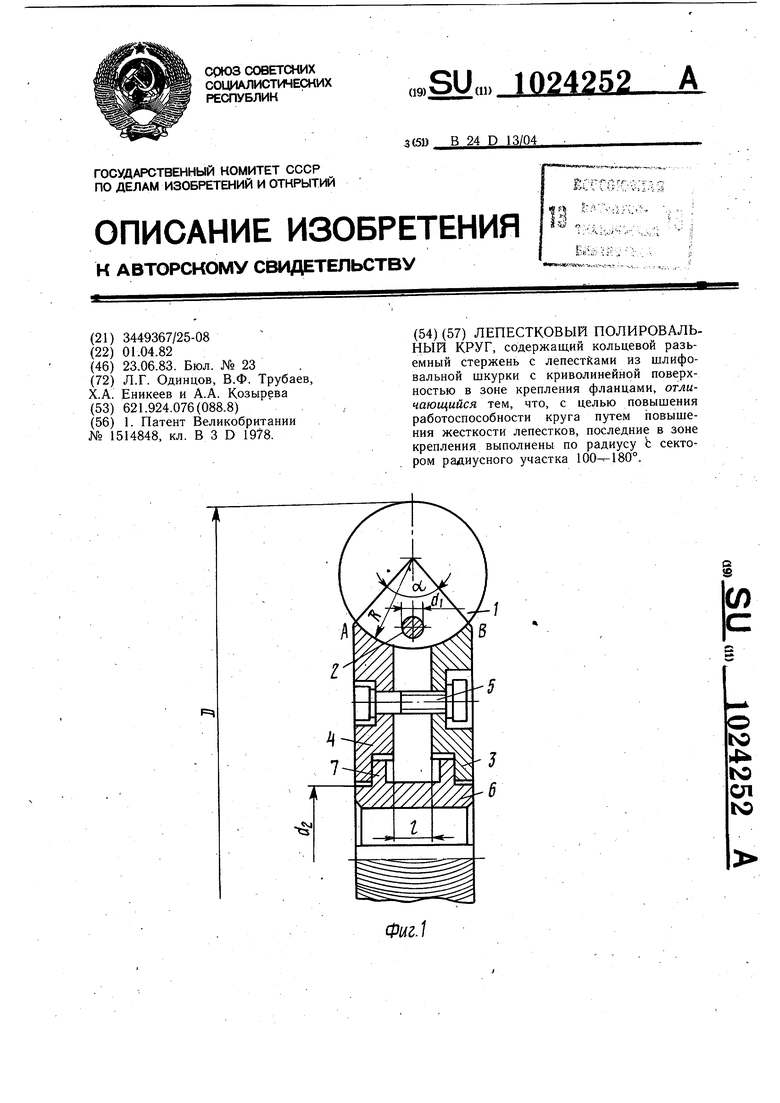
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки пряжи | 1987 |
|
SU1514848A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
