Изобретение относится к обработке металлов резанием, в частности к абразивному инструменту на гибкой основе, и может быть использовано для шлифования и полирования деталей машиностроения.
Известен абразивный круг и способ сборки абразивного круга, при котором на установочную коническую поверхность планшайбы укладывают рабочие элементы (абразивные и смазывающе-охлаждающие), имеющие ответные конические поверхности. Затем на рабочие элементы накладывают вторую планшайбу и затягивают ее гайкой так, чтобы был зафиксирован хотя бы один рабочий элемент по установочным коническим поверхностям. К каждому рабочему элементу прикладывают радиальное центробежное усилие путем вращения круга. Под действием радиального усилия незафиксированные рабочие элементы перемещаются до момента устойчивой фиксации по установочным поверхностям, после чего прекращают воздействие радиального усилия. Угол уклона конуса установочных поверхностей рабочего элемента и зажимных поверхностей планшайб выполняют таким, чтобы обеспечивалось самоторможение элемента, т.е. α≥90о arctg f, где f коэффициент трения материалов рабочего элемента по материалу планшайб.
Недостатком известного способа сборки абразивного круга является то, что каждый рабочий элемент должен иметь такую же точную и эквидистантную поверхность, как и у установочных поверхностей планшайб. Кроме того, такая конструкция абразивного круга и его способ сборки применим только к жестким кругам, в которых не наблюдается деформация конических поверхностей рабочих элементов.
Наиболее близким по технической сущности и достигаемому положительному эффекту к изобретению является лепестковый шлифовальный круг, выполненный в виде двух фланцев и ступицы, на которой между фланцами размещены под углом к оси круга лепестки из абразивной шкурки, имеющие радиусные поверхности, а зажимные поверхности фланцев выполнены в виде гиперболоида вращения, где лепестки установлены на ступицы из условия контакта и копирования своими боковыми поверхностями зажимных поверхностей фланцев.
Сборку известного лепесткового круга осуществляют следующим образом.
Абразивные лепестки радиусной поверхности устанавливают на ступицу фланца под углом α к оси круга. В собранный по всему периметру пакет лепестков устанавливают второй фланец, затем фланцы стягивают винтами. При стягивании фланцев абразивные лепестки прижимаются друг к другу по всему замкнутому контуру в зоне зажимных поверхностей фланцев.
Недостатком известного лепесткового шлифовального круга является то, что данный круг вследствие расположения абразивных лепестков под углом α к оси круга только в одной плоскости имеет высокую жесткость лепестков, что затрудняет их деформацию в радиальном направлении и не позволяет использовать его в полной мере при полировании деталей, снижая тем самым технологические возможности. Фланцы, которые имеют криволинейные зажимные поверхности в виде гиперболоида вращения, сложны в изготовлении, а при колебании размера ширины абразивных лепестков в пределах 0,5-1,5 мм возможно недостаточно надежное закрепление лепестков в круге. Кроме того, абразивные лепестки выполнены с двумя различными радиусными образующими поверхностями, что усложняет их изготовление. Ступицы фланцев выполнены на всю ширину лепестка. Данное конструктивное решение утяжеляет сборный лепестковый круг.
Известный лепестковый шлифовальный круг собрать довольно трудно, так как прижатие абразивных лепестков друг к другу происходит только в зоне зажимной поверхности фланцев, что не гарантирует с точки зрения техники безопасности на предельных скоростях резания 35-40 м/с надежность удержания абразивных лепестков в круге.
Указанные недостатки устранены в предлагаемом сборном лепестковом круге, в котором абразивные лепестки установлены под углом в двух плоскостях: в вертикальной Y и горизонтальной Х, причем в вертикальной плоскости угол наклона равен β= 3-5о, а в горизонтальной α 45-50о. Зажимная поверхность каждого фланца имеет коническую поверхность. На периферии зажимной поверхности фланцев выполнены конические кольцевые выступы. К зажимной поверхности фланцев примыкают полуступицы в виде усеченного конуса, большее основание которого соединено с фланцем.
При изготовлении предлагаемого сборного лепесткового круга абразивные лепестки и зажимные поверхности фланцев подвергаются силовому воздействию при стягивании фланцев винтами. В результате силового воздействия абразивные лепестки прижимаются друг к другу, а конические кольцевые выступы, расположенные на периферии зажимной поверхности фланцев, деформируя абразивные лепестки по их боковым поверхностям, вдавливаются в них, компенсируя тем самым неравномерность их по ширине и создавая дополнительное сопротивление для вырыва последних из круга при его эксплуатации. При дальнейшей затяжке фланцев происходит окончательный зажим абразивных лепестков зажимной конической поверхностью фланцев до их полного контакта в зоне зажимной поверхности.
Такое конструктивное исполнение упрощает конструкцию сборного лепесткового круга. Наличие угла наклона абразивных лепестков в вертикальной плоскости, перпендикулярной оси круга, позволяет придать абразивным лепесткам в круге дополнительную гибкость (эластичность) в радиальном направлении, что повышает его технологические возможности при выполнении операций чистового полирования. Выбор угла β в пределах 3-5оопределяется тем, что при угле β, меньшем 3о, не наблюдается заметного снижения жесткости известного круга, а при β, большем 5о, наблюдается резкое снижение жесткости, уменьшается рабочая длина лепестков, что приводит к повышенному расходу шлифовальной шкурки. Наличие угла наклона абразивных лепестков в горизонтальной плоскости необходимо для прижатия лепестков друг к другу по всей поверхности и повышения надежности закрепления лепестков в круге. Угол наклона в горизонтальной плоскости α 45о обеспечивается способом сборки круга и является следствием силового воздействия на абразивные лепестки, которые находятся в напряженном состоянии. Из теории пластичности известно, что, если материал находится в напряженном состоянии, то его волокна под воздействием напряжений сдвига устанавливаются под углом 45о (линии скольжения). Следовательно нижний предел угла наклона абразивных лепестков в горизонтальной плоскости α 45о определяется свойством материала, находящегося в напряженном состоянии. Однако верхний предел определяется уже степенью плотности первоначальной установки абразивных лепестков в приспособлении по всему замкнутому контуру. При α> 50оуменьшается количество лепестков в круге и уменьшается ширина круга, что является нежелательным по технологическим соображениям. Номинальное количество абразивных лепестков в круге определяется по формуле n  (1), где Dc диаметр ступицы фланцев, мм; h толщина шлифовальной шкурки. Этому количеству лепестков в круге соответствует угол α 45о. При меньшем количестве абразивных лепестков в круге для прижатия лепестков друг к другу по всей их поверхности необходимо, чтобы они установились под углом α > 45о.
(1), где Dc диаметр ступицы фланцев, мм; h толщина шлифовальной шкурки. Этому количеству лепестков в круге соответствует угол α 45о. При меньшем количестве абразивных лепестков в круге для прижатия лепестков друг к другу по всей их поверхности необходимо, чтобы они установились под углом α > 45о.
На периферии зажимной поверхности каждого фланца выполнены конические кольцевые выступы, высота которых равна а 0,5-1,5 мм. Это кольцевые выступы необходимы, чтобы компенсировать неравномерность абразивных лепестков по их ширине и создать деформацию на боковых поверхностях лепестков в круге, чем увеличивается сопротивление вырыву абразивных лепестков из круга.
Высота конических кольцевых выступов выбирается в зависимости от зернистости и тканевой основы материала шлифовальной шкурки. Причем, чем меньше зернистость и тоньше тканевая основа, тем меньше величина "а". Максимальное значение "а" не должно превышать 1,5 мм, так как при силовом нагружении абразивных лепестков наблюдается их порезка в этой зоне.
Наличие полуступиц в виде усеченного конуса, большее основание которых соединено с фланцем, необходимо, чтобы лепестки касались полуступиц вдоль линии, а не в одной точке и чтобы упростить изготовление абразивных лепестков. Величина угла наклона oбразующей этой поверхности, равная 8о, определяется геометрическими построениями.
Зажимные поверхности фланцев выполнены коническими и сопряжены с полуступицами у их большего основания. Угол наклона образующей зажимной поверхности фланца от вертикальной оси на 15о определяется из условия образования при затяжке фланцев обратного угла, т.е. "клина", препятствующего вырыву абразивных лепестков из круга, а возникающая результирующая сила от силового воздействия при затяжке направлена к оси круга и прижимает лепестки к полуступицам, что дополнительно увеличивает надежность закрепления лепестков. Выбор угла в 15о обусловлен также из конструктивных соображений, позволяя не увеличивать габаритные размеры фланцев, снижая тем самым массу и условия обеспечения полного контакта по боковым поверхностям лепестков при полном стягивании фланцев.
Таким образом предлагаемый сборный лепестковый круг соответствует критериям "новизна", "положительный эффект", "существенные отличия".
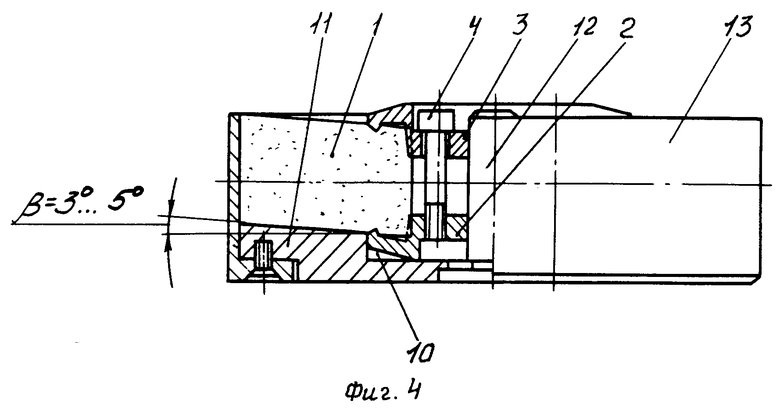
На фиг. 1 схематически изображен предлагаемый сборный лепестковый круг, общий вид; на фиг.2 узел I на фиг.1; на фиг.3 абразивный лепесток; на фиг.4 схема сборки.
Сборный лепестковый круг состоит из абразивных лепестков 1, двух зажимных фланцев 2 и 3, наружный диаметр которых 79 мм, а диаметр основания конических полуступиц 9 d 58 мм. Фланцы стянуты винтами 4 с резьбой М8. Ширина абразивных лепестков b 40, длина l 46 мм. Количество лепестков в круге 190 шт. зернистость шлифовальной шкурки 25П. Зажимные поверхности 5 и 6 фланцев 2 и 3 имеют коническую поверхность с углом наклона образующей от вертикальной оси 15о, а конические кольцевые выступы 7 и 8, расположенные на периферии зажимной поверхности, имеют угол при вершине 30о, а высоту а 1,5 мм. Абразивные лепестки 1 установлены под углом β= 3о30' в вертикальной плоскости и угол α=45о в горизонтальной плоскости.
Сборку предлагаемого сборного лепесткового круга осуществляют следующим образом.
В гнездо 10 опорной плиты 11 на установочный палец 12 устанавливают фланец 2 с резьбовыми отверстиями. Опорная плита 11 имеет угол наклона β 3о30'. На опорную плиту между обечайкой 13 и ступицей фланца 2 укладывают равномерно абразивные лепестки 1 по всему контуру, последние укладывают под первоначальным углом 10-15о к образующей обечайки 13. Затем в кольцо, образованное лепестками 1 и на установочный палец 12, вставляется фланец 3 с отверстием под винты 4, после чего фланцы 2 и 3 стягиваются винтами 4. При стягивании винтами производится силовое воздействие на фланцы и через них на абразивные лепестки, которые при погружении разворачиваются на угол 45о, а фланец 3 опускается уплотняя лепестки, прижимая их друг к другу по всей поверхности их контакта.
Конические кольцевые выступы 7 и 8 фланцев 2 и 3 деформируют боковые поверхности лепестков, вдавливаясь в них, и компенсируют тем самым неравномерность по ширине абразивных лепестков, создавая дополнительное сопротивление их вырыву из круга при эксплуатации, а зажимные конические поверхности фланцев контактируют с боковыми поверхностями лепестков. Предлагаемый сборный лепестковый круг конструктивно выполнен проще, более технологичен в изготовлении и имеет расширенные технологические возможности за счет дополнительного угла наклона абразивных лепестков в вертикальной плоскости.
Работает предлагаемый сборный лепестковый круг как и известные лепестковые круги и может устанавливаться как на ручные пневмо- и электромашинки, так и стационарные механизированные устройства и шлифовальные станки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНОГО ЛЕПЕСТКОВОГО КРУГА | 2004 |
|
RU2259270C1 |
| Лепестковый абразивный круг | 1988 |
|
SU1627392A1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 1992 |
|
RU2071410C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ ПОЛИРОВАНИЯ АБРАЗИВНО-АЛМАЗНЫМИ ЛЕПЕСТКОВЫМИ КРУГАМИ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2247642C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2003 |
|
RU2245777C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ | 2003 |
|
RU2239541C1 |


Использование: для шлифования и полирования деталей машиностроения инструментом на гибкой основе. Сущность изобретения: круг выполнен в виде двух полуступиц с фланцами 2 и 3. Между фланцами на полуступицах размещены абразивные лепестки 1 под углом к плоскости, перпендикулярной оси круга. Зажимные поверхности фланцев выполнены коническими. На периферии зажимных поверхностей выполнены конические кольцевые выступы. Каждая из полуступиц выполнена в виде усеченного конуса, большее основание которого соединено с фланцем. 2 з.п. ф-лы, 4 ил.
| Лепестковый абразивный круг | 1988 |
|
SU1627392A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
