(54) ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU182548A1 |
| Копировально-фрезерный станок | 1979 |
|
SU776794A1 |
| Устройство к фрезерному станку для обработки винтовых поверхностей | 1978 |
|
SU664771A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ВНЕШНИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179089C1 |
| Копировально-фрезерный станок по дереву | 1958 |
|
SU115390A1 |
| МНОГОШПИНДЕЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1971 |
|
SU294712A1 |
| Станок для шлифования железобетонных и мозаичных изделий: проступей, ступеней, отделочных плит, цокольных камней и т.п. изделий | 1958 |
|
SU123424A1 |
| Копировально-фрезерный станок | 1983 |
|
SU1117213A1 |
Изобретение относится к обработке металлов резанием и может найти применение, как в общем машиностроении, так и в авиастроении, в частности для обработки внутренних поверхностей длинномерных труб преимущественно лопастей вертолетов. Известен внутрищлифовальный станок с устройством для щлифования некруглых отверстий, выполненный в виде кольца с цилиндрическим отверстием, перемещающегося по направляющим корпуса в направлении больщой оси эллипса 1. Станок предназначен для щлифования (кругом) отверстий только постоянной формы, близкой к эллипсной, и не может быть использован для обработки труб переменного по длине профиля. Известен также щлифовальный станок для точной обработки вогнутых сферических поверхностей на деталях, содержащий копировальную снстему, включающую профилирующий кулачок, закрепленный на щпинделе заготовки, сообщающий через систему рычагов движение щлифголовке, установленной на каретке 2. Основным недостатком станка является то, что для каждого конкретного щлифуемого сечения трубы необходима установка соответствующего кулачка (копира), что при обработке Ажерхностей, переменных по длине сечений, приведет к значительному увеличению трудоемкости процесса и металлоемкости оснащения. Кроме того, станки подобной конструкции не могут быть приведены для обработки внутренней поверхности сложно-профильных труб с переменными по длине сечениями (от прямоугольного до круглого). Целью данного изобретения является ликвидация описанных выше недостатков, повышение производительности и качества за счет механизации ручного труда. Цель достигается тем, что копирная система выполнена в виде двух планшайб, кинематически связанных с вращением изделия и щарнирно соединенных при помощи введенных в устройство двух тяг, одна с шлифовальной головкой, а другая - с поперечным суппортом.
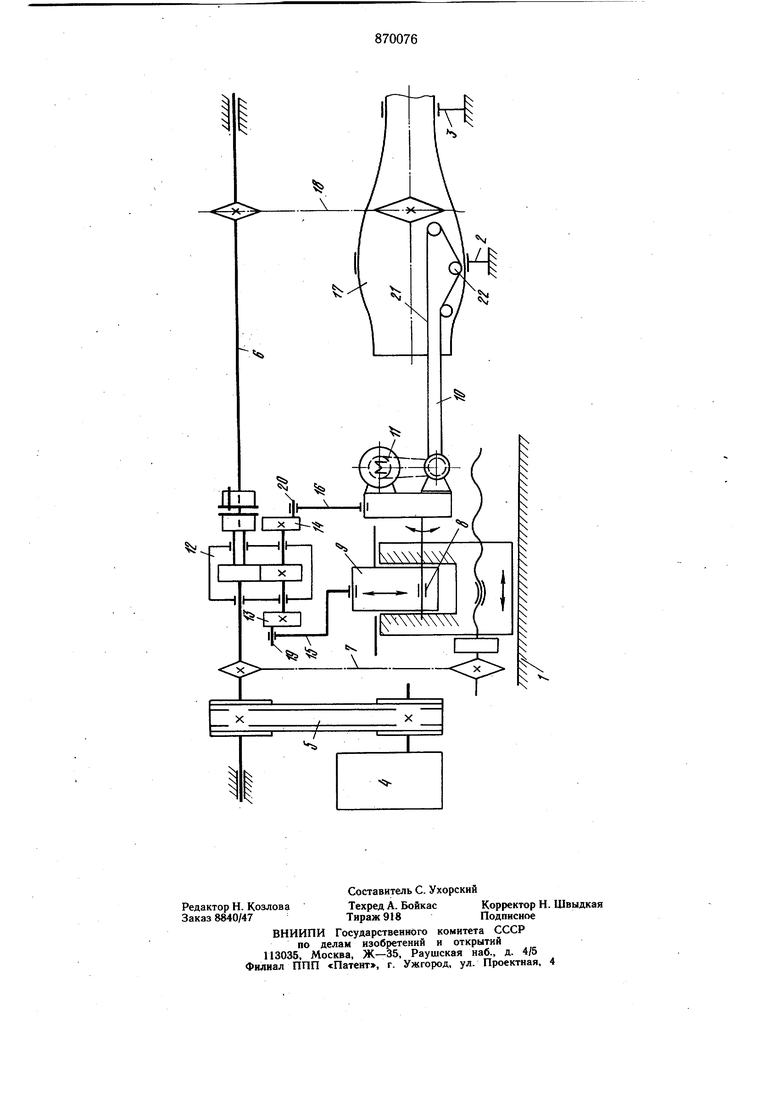
Сущность изобретения поясняется чертежом, на котором показана кинематическая схема станка.
Станок содержит станину 1 с люнетами 2 и -3, коробку передач 4, связанную клиноременной передачей 5 с трансмиссионным валом 6, осуществляющим через цепную передачу 7 продольное перемещение суппорта 8, в направляющих которого установлена поперечная каретка 9, несущая ленточношлифовальную головку 10 с электроприводом 11.
На трансмиссионном валу 6 установлен редуктор 12 с планшайбами 13 и 14, соединенными тягами 15 и 16 с поперечной кареткой 9 и шлифголовкой 10.
Привод вращения обрабатываемого изделия 17 осуществляется от трансмиссионного вала 6 через цепную передачу 18.
Величины угла разворота щлифголовки и ее поперечного перемещения устанавливаются с помощью пальцев 19 и 20 планшайб 13 и 14.
Станок работает- следующим образом.
Шлифуемое изделие 17 устанавливается в люнетах 2, 3 в фиксированном положении. Шлифголовка 10 вводится во внутреннюю полость изделия 17, последовательно включается привод вращения абразивной ленты 21 и главного движения, затем осуществляется касание прижимного ролика 22 шлифголовки обрабатываемой поверхности.
Движение от главного привода через коробку скорости 4 передается трансмиссионному залу 6 и редуктору 12, от него через планшайбу 13, палец 19 и тягу 15 - каретке поперечного хода 9, на которой установлена Шлифголовка 10. А через планшайбу 14, палец 20 и тягу 16 осуществляется разворот шлифголовки 10 на требуемый угол.
Разворот щлифголовки 10 и поперечное перемещение каретки 9 взаимно увязаны за счет установки планшайб 14 и 13 на одном валу редуктора 12. Одновременно
от трансмиссионного вала 6 через цепные передачи 7 и 18 осуществляется продольное перемещение суппорта 8 и вращение изделия 17.
Выполнение копирной системы в виде планшайб с регулируемыми пальцами, установленных на валу редуктора трансмиссионного вала, позволяет осуществить взаимоувязанное перемещение каретки поперечного хода и разворот шлифголовки на требуемый угол при соответствующем положении обрабатываемого изделия, что, в свою очередь, обеспечивает обработку сложных поверхностей переменного по длине сечения. Обработка сложно-профильных изделий на станке повышает производительность (в 8/) раз), улучшает качество, а следовательно, надежность и ресурс обрабатываемого изделия.
Формула изобретения
Внутришлифовальный станок для обработки сложнопрофильных труб, содержащий станину, устройство для установки изделия с приводом его вращения, шлифовальную головку с абразивным инструментом и приводом, продольный суппорт с приводом его перемещения, поперечный суппорт и копировальную систему, отличающийся тем, что, с целью повышения качества обработки, копировальная система выполнена в виде двух планщайб, кинематически связанных с приводом вращения изделия и шарнирно соединенных при помощи двух тяг: одна - с щлифовальной головкой, а другая - с поперечным суппортом.
Источники информации,
принятые во внимание при экспертизе
