(54) СПОСОБ ИЗГОТОВЛЕНИЯ ВАРОЧНОЙ КАМЕРЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАРОЧНЫХ КАМЕР | 1973 |
|
SU372085A1 |
| Дорн для вулканизации покрышек пневматических шин | 1975 |
|
SU500071A1 |
| Способ изготовления армированных резиновых рукавов | 1973 |
|
SU592344A3 |
| Дорн для вулканизации покрышек пневматических шин | 1982 |
|
SU1079463A1 |
| Способ изготовления варочныхКАМЕР | 1979 |
|
SU835815A1 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАРОЧНЫХ КАМЕР | 1971 |
|
SU288995A1 |
| Устройство для вулканизации покрышек пневматических шин | 1956 |
|
SU116372A1 |
| Способ изготовления ездовых камер пневматических шин | 1976 |
|
SU685511A1 |
| Пресс-форма для изготовления резинотехнических изделий | 1984 |
|
SU1260221A1 |
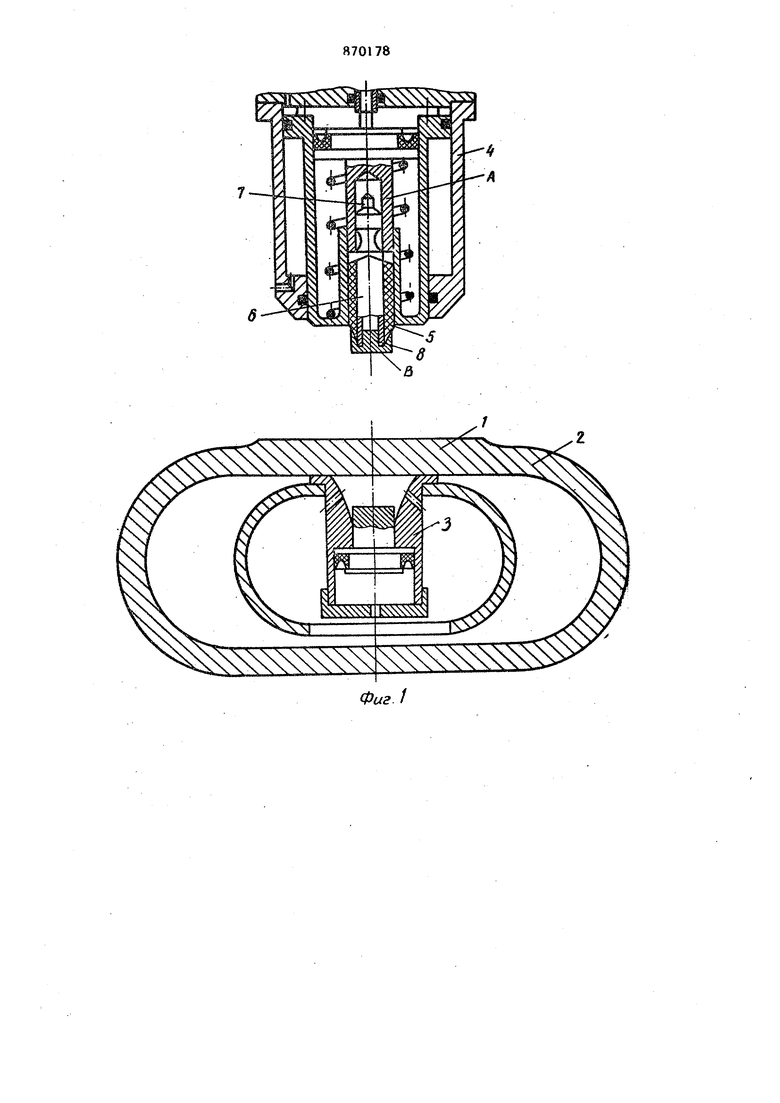
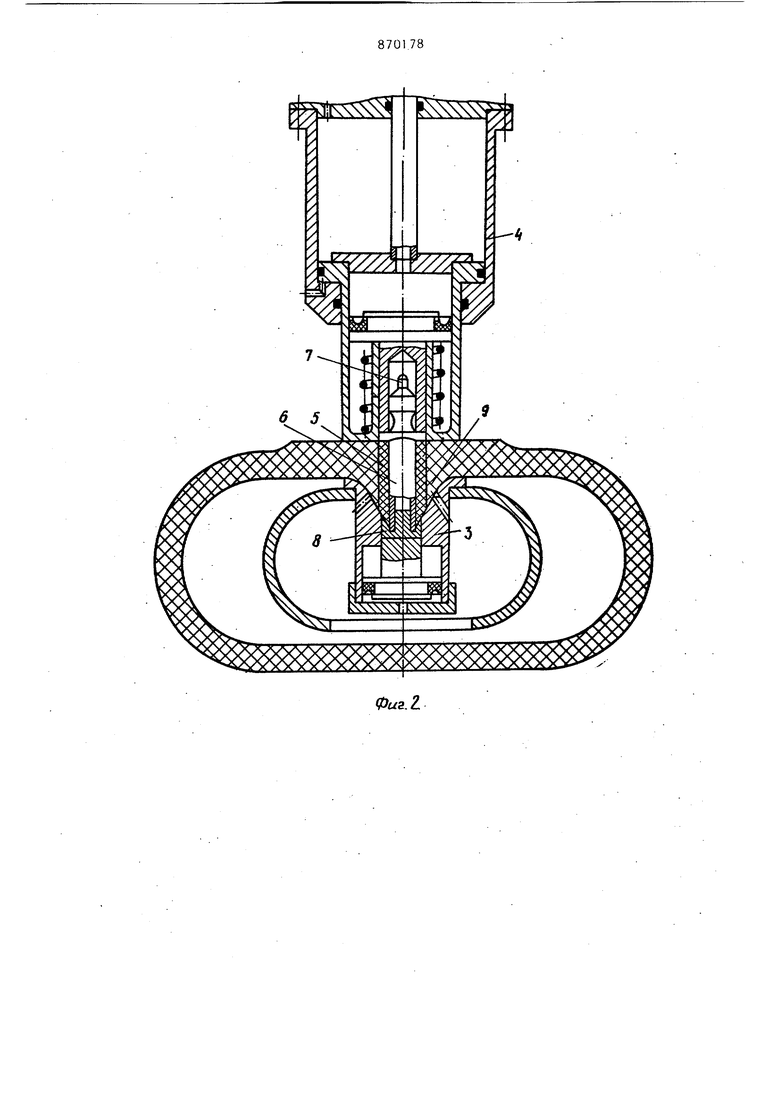
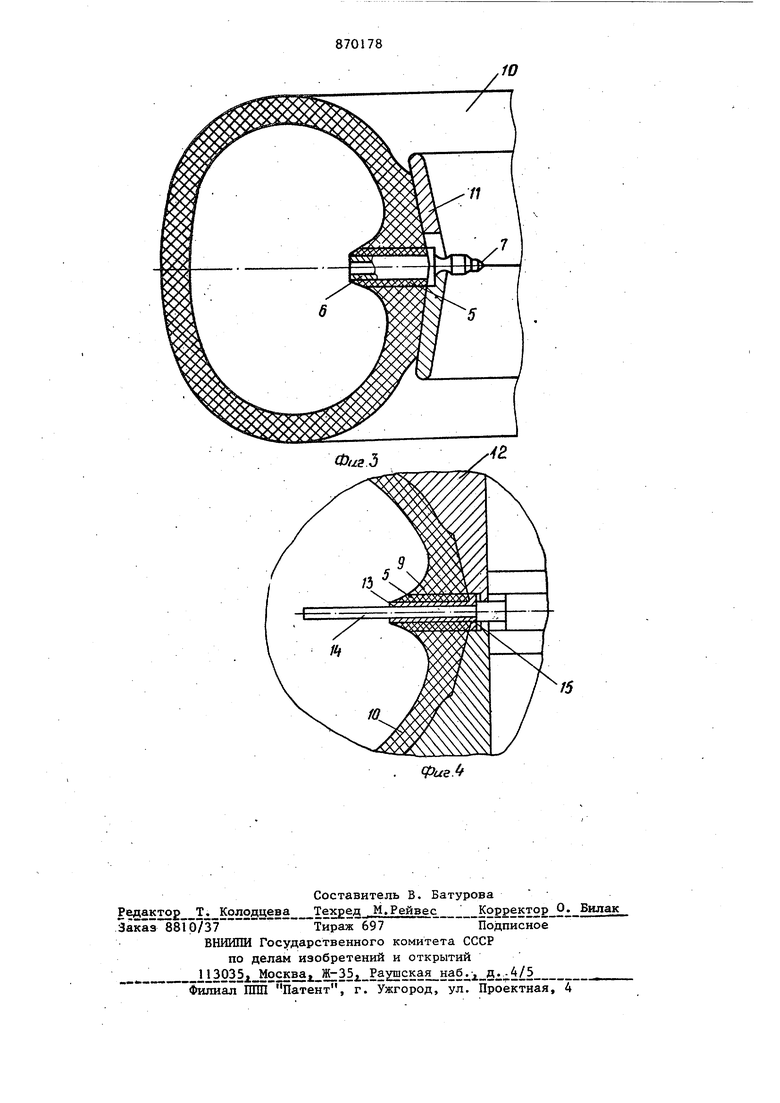
Изобретение относится к областиизготовления пневматических шин и предназначено для изготовления варочных камер, применяемых в качестве дор на при вулканизации покрьшек в прессформах . Известен способ изготовления варочной камеры, при котором экструдируют рукав, вырубают в нем отверстия для уплотнительной манжеты, предварительно формуют уплотнительную манже ту, подвулканизовывают ее по внутреннему диаметру, шерохуют по наружному диаметру, промазывают клеем, сушат, затем вставляют в отверстие рукава и вулканизуют 1 J. Изготовленные таким образом варочные камеры при эксплуатации быстро выходят из строя вследствие отслоения уплотнительной манжеты и нарушения герметичности полости камеры. Наиболее близким к предлагаемому является способ изготовления варочной Jкaнepы, при котором экструдируют рукава утолщенным сердечником, отрезают от него мерную заготовку, вставляют в полость последней матрицу, при воздействии внешнего пуансона формуют на внутренней стороне сердечника уплотнительную манжету с конической боковой поверхностью и центральным отверстием, затем стыкуют концы заготовки с образованием торовой заготовки камеры и вулканизуют последнюю 2 J. Изготовленная таким способом варочная камера имеет сдеформированное отверстие уплотнительной манжеты, вследствие чего не обеспечивается при эксплуатации камеры надлежащее уплотнение ее полости при введении адаптера для подачи рабочей среды. Цель изобретения - обеспечение надежного уплотнения полости варочной камеры во время эксплуатации. Для этого в способе изготовления варочной камеры при котором экструдируют рукав с утолщенным сердечником, отрезают от него мерную заготовку. вставляют в полость последней матрицу, при воздействии внепшего пуансона формуют на внутренней стороне сердечника уплотнительную манжету с конической боковой поверхностью и центральным отверстием, затем стыкуют кон цы заготовки с образованием торовой заготовки камеры и вулканизуют последнняо, перед стыковкой концов заготовки в центральное отверстие уплотнительной манжеты вводят предварительно сформованную и подвулканизо,ванную втулку из материала, одинакового по составу с материалом рукава и с клеющим составом на боковой поверхности. Втулку вводят одновременно с форм ванием уплотнительной манжеты. Перед введением в уплотнительную манжету во втулку вставляют сердечник с обратным клапаном для подачи формующей среды в полость камеры и заглушку с нижнего торца. Перед вулканизацией из втулки извлекают заглушку и серде ник с обратным клапаном и устанавливают в нее металлическую гильзу, в которую во врем) вулканизации вводят адаптер для подачи теплоносителя в полость камеры. На фиг. 1 изображена мерная заготовка рукава перед формованием уплот нительной манжеты; на фиг.2 - то же в момент формования уплотнительной манжеты и введения в- последнкяо втулки; на фиг. 3 - торовая камера в момент поддутия; на фиг. 4 - торовая камера в момент вулканизации. Способ осуществляют следукшщм образом . Экструдируют рукав с утолщенным сердечником 1, отрезают от него мерную заготовку 2. После вылежки заготовки 2 в полость ее вводят матрицу 3 . Во внешний пуансон 4 устанавливают предварительно сформованную и подвулканизованную втулку 5 из материала, одинакового по составу с Ма териалом рукава, и с клеяпрш составом на боковой поверхности. Причем , во втулку до установки ее в пуансон вставляют сердечник 6 с обратным кла паном 7 для подачи формующей среды в полость камеры и заглушку В с нижнего торца (см. фиг, l). Затем опускают пуансон 4 и воздействием его на сердечник 1 мерной заготовки 2 фррмуют на внутренней стороне сердечника 1 уплотнительнзпо манжету 9 с конической боковой поверхностью и цент альным отверстием. Одновременно с ормованием уплотнительной манжеты ее центральное отверстие вводят тулку 5 (см. фиг. 2 . Затем отводят уансон 4 в исходное положение, вывоят матрицу 3 из полости заготовки 2 месте с заглушкой 8 и стыкуют конец, аготовки с образованием торовой заотовки 10 камеры. Последнюю поддуают на шаблоне 11 сжатым воздухом, одаваемым в полость заготовки 10 каеры через обратный клапан 7 (см. иг. 3. После этого торовую заготовку 10 амеры закладывают в пресс-форму I2 (см. фиг. 4). Перед вулканизацией из втулки 5 извлекают сердечник 6 с обратным клапаном 7 и устанавливают в нее металлическую гильзу 13, в которую вводят адаптер 14 для подачи теплоносителя в полость заготовки камеры. Через адаптер 14 в заготовку пода|ют теплоноситель и осуществляют формование и вулканизацию заготовки 10 камеры в соответствии с заданньи технологическим режимом. В начале цикла формования и вулканизации торовой заготовки камеры в пресс-форме 12 под воздействием давления теплоносителя втулка 5 обжимает наружную поверхность гильзы 13 и свободно перемещается относительно адаптера 14 до тех пор, пока заготовка 10 не примет окончательно форму камеры. С торца гильзу 13 уплотняют кольцом 15. При этом исключаются нежелательные деформации резиновой смеси в зоне втулки 5, а манжета, обжимая втулку по ее внешней поверхности, обеспечивает герметичность места соединения втулки 5 с камерой и качественное их соединение в процессе вулканизации. Поскольку втулка была заранее отформована и в нее вставлен сердечник, то в процессе изготовления камеры сохраняется заданная геометрия отверстия камеры для уплотнения адаптера. Пример. Для изготовления камеры 320-457 из резиновой смеси на основе бутилкаучука выпускают рукав длиной 2090 мм с толщиной сердечника 34:i:l мм. После вылежки заготовки в течение 30 мин от рукава отрезают мерную заготовку длиной 2060ilO мм. Предварительно сформованную втулку из бутилкаучука с наружньм диаметром 40 мм и внутренним - 25 мм подвулканизовывают снаружи, шерохуют. 5 промазьшают клеем и подсушивают. Затем вводят во втулку сердечник с наружным диаметром 26 мм и обратньм клапайом и заглушку с нижнего торце При воздействии внешнего пуансона и наличии матрицы в полости заготовки формуют, уплотнительную манжету с одновременным введением в центральное отверстие ее втулки. Затем выводят матрицу и стыкуют концы Mepjioft загртовки с получением торовой заготовки камеры,, поддувают последнюю на шаблоне с посадочным диаметром 480 мм до получения торообразной формы диаметром 880 мм. После вылежки в поддутом состоянии в течение 1 ч заготовку камеры закладывают в пресс-форму, извлекают сердечник с обратным клапаном, вводят в отверстие втулки металлическую гильзу и адаптер, подают в по лость варочной камеры через адаптер теплоноситель и вулканизуют при пара метрах вулканизации согласно технологии . После вулканизации адаптер и металлическую гильзу извлекают из камеры. Надежность уплотнения камеры, изготовленной предлагаемым способом, увеличивается в 4 раза. Формула изобретения V 1. Способ изготовления варочной камеры, при котором экструдируют рукав с утолщенным сердечником, отрезают от него мерную заготовку, встав ляют в полость последней матрицу, при воздействии внешнего пуансона фо муют на внутрянней стороне сердечни8 . 6 ка уплотничкльную манжету с конической боковой поверхностью и центральным отверстием, затем стыкуют концы заготовки с образованием торЬвой заготовки камеры и вулканизуют последнюю, отличающийся тем, что, с целью обеспечения надежного уплотнения полости варочной каме{ш во время эксплуатации перед стыковкой концов заготовки в цеитральное о тверстие уплотнительной манжеты вводят предварительно сформованную и подвулканизованную втулку из материала, одинакового по составу с материалом рукава, и с клеящим составом на боковой поверхности. 2.Способ по п. I,отличающий с я тем, что перед введением в уплотннтельную манжету во втулку вставляют сердечник с обратным клапаном для подачи формующей среды в полость камеры и заглушку с нижнего торца. 3.Способ по п. 1, отличающийся тем, что перед введением в уплотнительную манжету во втулку вставляют сердечник с обратным клапаном для подачи формующей среды в полость камеры и заглушку с нижнего торца. 4.Способ по п. 3, отличающийся тем, что перед вулканизацией из втулки извлекают заглушку и сердечник с обратным клапаном и устанавливают в нее металлическую гильзу, в которую вводят адаптер для подачи теплоносителя в полость камеры. Источники информации, принятые во внимание при экспертизе 1.Авторское .свидетельство СССР 288995, кл. В 29 Н 3/00, 1968. 2.Авторское свидетельство СССР № 372085, кл. В 29 Н 5/18, В 29 Н 3/08, 1970 (прототип).
