1
Изобретейие относится к области шинной промышленности и может быть использовано при изготовлении варочных камер для вулканизации покрышек, преимуш,ественно крупногабаритных.
Известен способ изготовления варочных камер, -при котором изготовляют профильную трубку из резиновой смеси на червячном прессе, обрезают ее ножом с обоих концов до требуемой длины, срезают на конус с одного конца с наружной стороны, а с другого - с внутренней. Наклеивают манжету, стыкуют концы рукава, заготовку варочной камеры поддувают и вулканизуют 1. Недостатком этого способа является невозможность использования разных резин для внутреннего и наружного слоев варочных камер, что снижает ходимость камеры.
Нзвестен и другой способ изготовления варочных камер, при котором изготавливают из каландрованных резин основные диски, дублируют их друг с другом, изготавливают сердечник, дублируют его с основными дисками с образованием многослойной заготовки, срезают на конус периферические кромки основных дисков, стыкуют их, пробивают отверстие под манжету и устанавливают ее, поддувают заготовку варочной камеры сжатым воздухом и вулканизуют ее 2.
Известный способ не обеспечивает монолитного соединения сердечника с дисками
во время вулканизации заготовки варочной камеры, что приводит к образованию провалов и утонений Б зоне стыков заготовок, разгерметизации полости варочной камеры при эксплуатации и в результате к браку
покрышки.
Варочные камеры, изготовленные известным способом, имеют малый срок службы (1-2 варки). Целью изобретения является повышение
срока службы варочных камер.
Ноставленная цель достигается тем, что в способе изготовления варочных камер, при котором изготавливают из каландрованных резин основные диски, дублируют
их друг с другом, изготавливают сердечник, дублируют его с основными дисками с образованием многослойной заготовки, срезают на конус периферические кромки основных дисков, стыкуют их, пробивают отверстие под манжету и устанавливают ее, поддувают заготовку варочной камеры сжатым воздухом и вулканизуют ее, согласно изобретению сердечник изготавливают из двух частей, образоваиных сдублированными между собой соосными дисками разиых диаметров из каландрованных резин, дублируют каждую часть с соответствующим основным диском, а после дублирования в полученной заготовке центральную часть вырезают на конус с диаметром меньшего основания, соответствующим внутреннему диаметру варочной камеры, и стыкуют полученные конические кромки между собой.
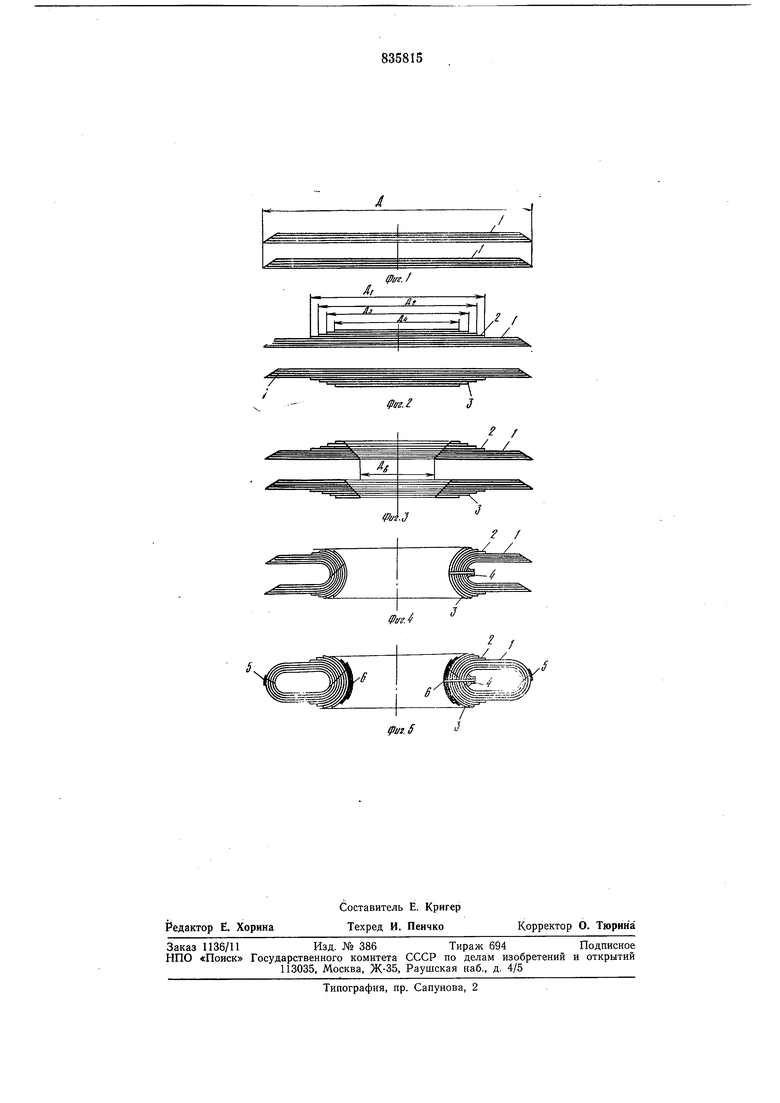
На фиг. 1 изображено изготовление основных дисков варочной камеры; на фиг. 2 - наложение и дублирование сердечника с основными дисками; на фиг. 3 - оформление торцов заготовок в зоне сердечника; на фиг. 4 - стыковка торцов заготовок в зоне сердечника, пробивка отверстия под манжету и ее крепление; на фиг. 5 - стыковка торцов заготовок по наружному диаметру, поддувка и наложение усилительных резино-тканевых полос по месту стыков.
Способ изготовления варочных камер осуществляют следующим образом.
Изготовляют из каландрованных резин основные диски 1 диаметром Д (фиг. 1). Дублируют их друг с другом, изготавливают сердечник из двух частей 2 и 3, образованных сдублированными между собой соосными дисками разных диаметров Д1-Д4 из каландрованных резин. Дублируют каждую часть 2 и 3 с соответствующим основным диском 1.
Диаметры и количество дисков для сердечника выбирают, исходя из заданного профиля варочной камеры, при этом Д1 на 50-60 мм (фиг. 2). После дублирования в полученной заготовке центральную часть вырезают на конус с диаметром Дв меньшего основания, соответствующим внутреннему диаметру варочной камеры (фиг. 3), и стыкуют полученные конические кромки между собой, предварительно промазав кромки клеем и высушив их. Затем пробивают по центру cej5дечника отверстие и закрепляют- манжету 4 (фиг. 4). Осуществляют стыковку торцов заготовки по наружному диаметру, поддувают заготовку варочной камеры сжатым воздухом и накладывают усилительные полосы: резиновую 5 - по наружному стыку, резино-тканевые 6 - по посадочному диаметру сердечника варочной камеры (фиг. 5). Полученную заготовку варочной камеры вулканизуют в пресс-форме по заданному режиму.
Формула изобретения
Способ изготовления варочных камер, при котором изготавливают из каландрованных резин основные диски, дублируют их друг с другом, изготавливают сердечник, дублируют его с основными дисками
с образованием многослойной заготовки, срезают на конус периферические кромки основных дисков, стыкуют их, пробивают отверстие под манжету и устанавливают ее, поддувают заготовку варочной камеры
сжатым воздухом и вулканизуют ее, отличающийся тем, что, с целью повыщения срока службы варочных камер, сердечник изготавливают из двух частей, образованных сдублированными между собой соосными дисками разных диаметров из каландрованных резин, дублируют каждую часть с соответствующим основным диском, а после дублирования в полученной заготовке центральную часть вырезают на конус с диаметром меньшего основания, соответствующим внутреннему диаметру варочной камеры, и стыкуют полученные конические кромки между собой.
Источники информации,
принятые во внимание при экспертизе
1.Рагулин В. В. Производство пневматических щин. М., «Химия, 1965, с. 352-353
2.Там же, с. 354 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления варочной камеры | 1978 |
|
SU870178A1 |
| Устройство для изготовления трубчатой резинокордной заготовки | 1982 |
|
SU1106686A1 |
| Устройство для изготовления многослойных лент | 1976 |
|
SU963876A1 |
| Способ изготовления покрышек пневматических шин | 1977 |
|
SU763146A1 |
| Устройство для изготовления многослойных лент | 1976 |
|
SU677950A1 |
| АГРЕГАТ ДЛЯ ДУБЛИРОВАНИЯ СЕРДЕЧНИКОВ ТРАНСПОРТЕРНЫХ ЛЕНТ | 1966 |
|
SU216244A1 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1984 |
|
SU1162616A1 |
| Композиция для прослоечной резины на основе карбоцепного каучука | 1979 |
|
SU891706A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ НАКЛАДКИ РЕЗИНОТКАНЕВОГО ЧЕХЛА | 2007 |
|
RU2365778C1 |
| Способ изготовления обрезиненных металлокордных заготовок и устройство для его осуществления | 1988 |
|
SU1558697A1 |