Изобретение относится к изготовлению резинотехнических изделий, в частности ре- зинокордных оболочек.
Целью изобретения является повышение качества изделий.
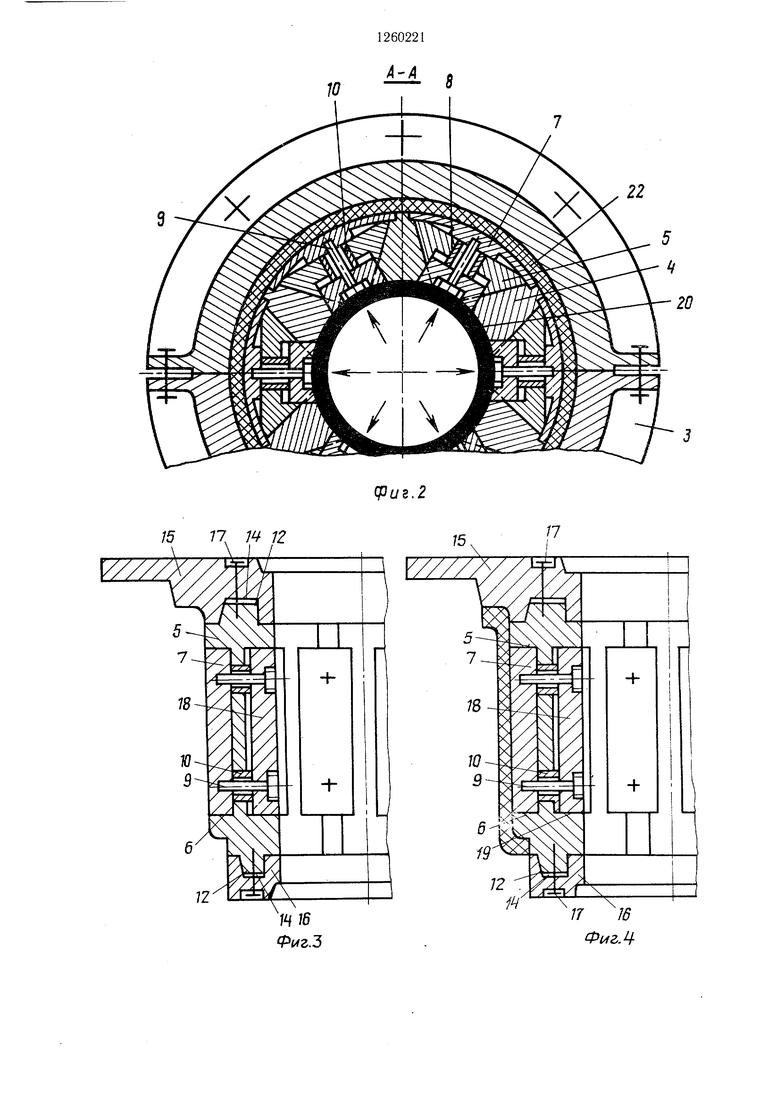
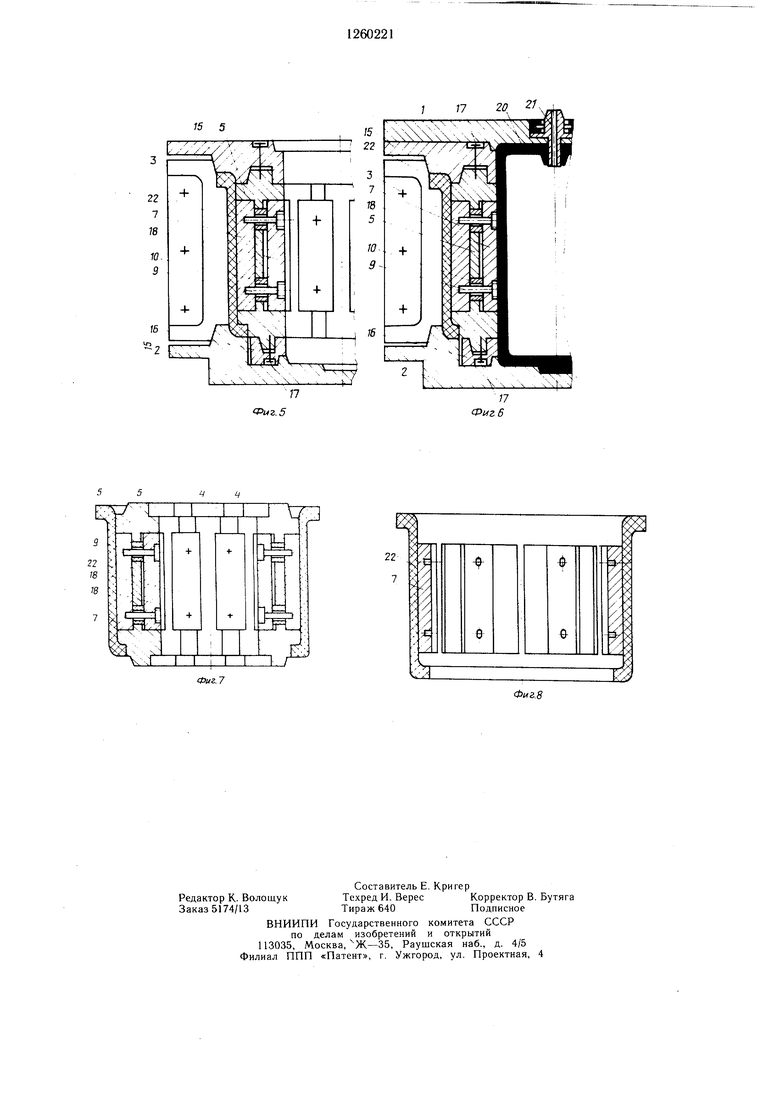
На фиг. 1 изображена предлагаемая пресс-форма, продольный разрез; на фиг. 2 - то же, разрез А-А на фиг. 1; на фиг. 3-7 - последовательные стадии работы пресс-формы; на фиг. 8 - изделие, продольный разрез.
Пресс-форма содержит верхнюю и нижнюю пОлуформы 1 и 2, между которыми установлено снаружи кольцо 3. Между полуформами смонтирован разъемный полый сердечник в виде групп секторов 4 и 5. Сектора 5 с наружной стороны имеют пазы 6
10
На образовавшийся сердечник (фиг. 4) одевается сырая заготовка изделия 22, а затем на собранный комплект одевается наружное кольцо 3, и все устанавливается в нижнюю полуформу 2 (фиг. 5).
После этого внутрь разъемного сердечника вставляется эластичная варочная камера 20, которая вместе с собранным комплектом пресс-формы накрывается верхней полуформой 1 с последующей установкой патрубка 21 для подвода теплоносителя (фиг. 6). Пресс-форма устанавливается в автоклав-пресс (не изображено), где под действием заданного давления и температуры теплоносителя осуществляется формование и вулканизация изделия 22. В это же время
для установки арматуры 7 и отверстия 8 15 эластичная варочная камера 20, раздуваясь
20
25
30
ДЛЯ установки в них приспособлений для удержания арматуры 7 и в виде болтов 9 и втулок 10. Сектора 4 и 5 выполнены с коническими поверхностями для их сопряжения. Сектора 5 имеют обратный конус. Сектора 4 в отличие от секторов 5 глухие. Сектора 4 и 5 имеют верхние и нижние конические выступы 11 и 12, входящие в соответствующие канавки 13 и 14 верхнего и нижнего накидных колец 15 и 16. Накидные кольца 15 и 16 стягиваются с секторами 4 и 5 посредством болтов 17.
Пресс-форма снабжена подвижными толкателями 18, на которых смонтированы болты 9. С внутренней стороны секторов 5 выполнены дополнительные пазы 19 для установки в них с зазором толкателей 18. В полый сердечник устанавливается средство для опрессовки изделий в виде варочной камеры 20 с патрубком 21 для подачи в нее теплоносителя и для воздействия на толкатели 18.
Пресс-форма работает следующим обра- 35 зом.
Первоначально собирается разъемный сердечник (фиг. 3).
Для этого в сектора 5 в их пазы 6, размещенные снаружи, устанавливается арматура 7, а с внутренней стороны через пазы 19 вставляются втулки 10 и толкатели 18, которые при помощи болтов 9 соединяются с арматурой 7. При этом за счет длины втулок 10 между толкателем 18 и вертикальной поверхностью паза 19 образуется 5 зазор, позволяющий при нажатии на толкатель 18 перемещать арматуру 7 в радиальном направлении.
Далее на сектора 4 и 5 устанавливается верхнее накидное кольцо 15 и нижнее накидное кольцо 16 так, чтобы конические выступы 11 секторов 4 и секторов 5 вошли в концентрические канавки 13 накидных колец 15 и 16. Затем накидные кольца 15 и 16 с помощью болтов 17 стягиваются в единое целое, т. е. сердечник.
40
50
от поступившего в нее через патрубок 21 теплоносителя, давит на толкатели 18, которые в свою очередь передают усилие на втулки 10, и последние, перемещаясь радиально, прижимают арматуру 7 к внутренней поверхности изделия 22 (фиг. 1). По окончании процесса вулканизации пресс-форма вынимается из вулканизацион- ного оборудования и разбирается в обратной последовательности, т. е. вначале вынимается патрубок 21, снимаются верхняя 1 и нижняя 2 полуформы. Затем удаляется наружное кольцо 3 и далее отворачиваются болты 17 и снимаются верхнее и нижнее накидные кольца 15 и 16. С оставшегося от сердечника комплекта (фиг. 7) вначале внутрь удаляются сектора 4, а затем из секторов 5 удаляются болты 9 и сектора 5 вместе с втулками 10 и толкателями 18 снимаются с арматуры 7, освобождая готовое изделие 22 (фиг. 8).
Формула изобретения
Пресс-форма для изготовления резинотехнических изделий, содержащая верхнюю и нижнюю полуформы, смонтированный между ними разъемный полый сердечник в виде групп секторов, в одних из которых с наружной стороны выполнены пазы для установки арматуры, приспособления для удержания арматуры, установленные с возможностью перемещения, .и средство для опрессовки изделий, отличающаяся тем, что, с целью повышения качества изделий, она снаб жена подвижными толкателями, приспособления для удержания арматуры смонтированы на толкателях, а с внутренней стороны групп секторов с пазами для установки арматуры выполнены дополнительные пазы для установки в них с зазором толкателей, причем средство для опрессовки изделий смонтировано в полости сердечника для взаимодействия с толкателями.
0
На образовавшийся сердечник (фиг. 4) одевается сырая заготовка изделия 22, а затем на собранный комплект одевается наружное кольцо 3, и все устанавливается в нижнюю полуформу 2 (фиг. 5).
После этого внутрь разъемного сердечника вставляется эластичная варочная камера 20, которая вместе с собранным комплектом пресс-формы накрывается верхней полуформой 1 с последующей установкой патрубка 21 для подвода теплоносителя (фиг. 6). Пресс-форма устанавливается в автоклав-пресс (не изображено), где под действием заданного давления и температуры теплоносителя осуществляется формование и вулканизация изделия 22. В это же время
5 эластичная варочная камера 20, раздуваясь
эластичная варочная камера 20, раздуваясь
от поступившего в нее через патрубок 21 теплоносителя, давит на толкатели 18, которые в свою очередь передают усилие на втулки 10, и последние, перемещаясь радиально, прижимают арматуру 7 к внутренней поверхности изделия 22 (фиг. 1). По окончании процесса вулканизации пресс-форма вынимается из вулканизацион- ного оборудования и разбирается в обратной последовательности, т. е. вначале вынимается патрубок 21, снимаются верхняя 1 и нижняя 2 полуформы. Затем удаляется наружное кольцо 3 и далее отворачиваются болты 17 и снимаются верхнее и нижнее накидные кольца 15 и 16. С оставшегося от сердечника комплекта (фиг. 7) вначале внутрь удаляются сектора 4, а затем из секторов 5 удаляются болты 9 и сектора 5 вместе с втулками 10 и толкателями 18 снимаются с арматуры 7, освобождая готовое изделие 22 (фиг. 8).
5
5
0
0
Формула изобретения
Пресс-форма для изготовления резинотехнических изделий, содержащая верхнюю и нижнюю полуформы, смонтированный между ними разъемный полый сердечник в виде групп секторов, в одних из которых с наружной стороны выполнены пазы для установки арматуры, приспособления для удержания арматуры, установленные с возможностью перемещения, .и средство для опрессовки изделий, отличающаяся тем, что, с целью повышения качества изделий, она снабжена подвижными толкателями, приспособления для удержания арматуры смонтированы на толкателях, а с внутренней стороны групп секторов с пазами для установки арматуры выполнены дополнительные пазы для установки в них с зазором толкателей, причем средство для опрессовки изделий смонтировано в полости сердечника для взаимодействия с толкателями.
22
(риг,2
15 77 Щ 12
I /
V/7/7X.
.:5
ФигЛ
15
Фиг. 5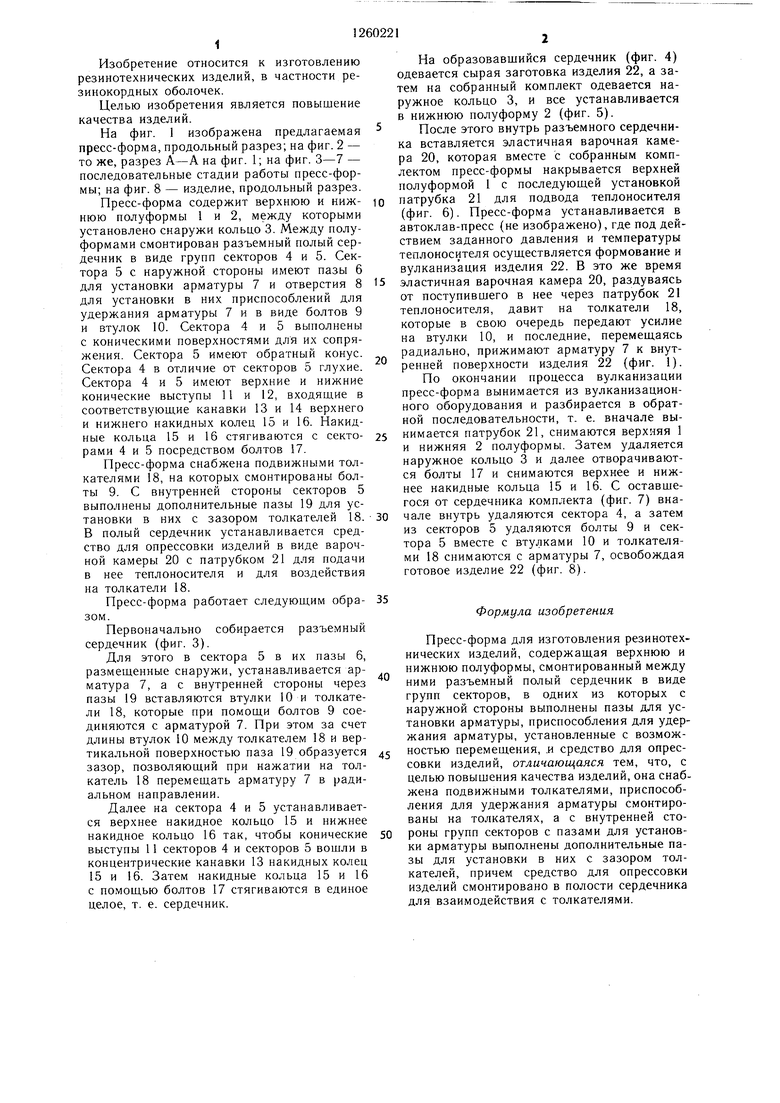
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновых полых изделий | 1988 |
|
SU1537550A1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ АР1ЖРОВАУ1Щ "''-''--•:• РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1978 |
|
SU825332A1 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОЛЫХ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2384407C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Устройство для изготовления резиновых оболочек | 1981 |
|
SU994288A1 |
| Установка для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1765022A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ИЗДЕЛИЙ | 1972 |
|
SU356157A1 |
Изобретение относится к изготовлению резинотехнических изделий формированием в автоклав-прессе. Целью изобретения является повышение качества изделий. Для этого пресс-форма снабжена толка телями (Т) 8, установленными в дополнительных пазах 19, выполненных с внутренней стороны груп-п секторов 5. Приспособления 9 для удержания арматуры (А) 7 смонтированы на Т 8. Средство 20 для опрессовки изделий (И) 22 смонтировано в полости разъемного сердечника. Формование И 22 происходит в предварительно замкнутой пресс-форме за счет радиального перемещения А 7 от воздействия на нее через Т 8 средства 20. А 7 одновременно прижимается во время формования к внутренней поверхности И 22, устраняя наличие выпрессовок на их поверхности. 8 ил. f3 15 $ фиг.7 1В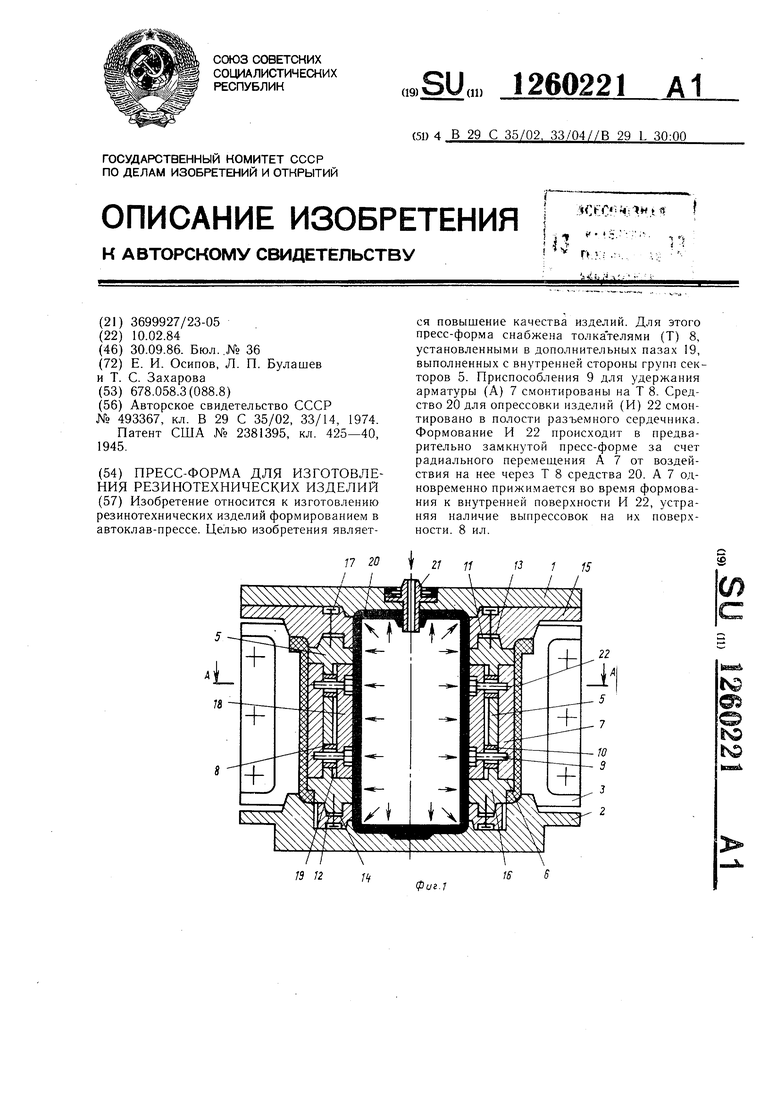
V
22 18
Т I Т
22 7
| Пресс-форма для вулканизации кольцевых армированных резино-технических изделий | 1974 |
|
SU493367A1 |
| Солесос | 1922 |
|
SU29A1 |
| МУФТА ПРЕДОХРАНИТЕЛЬНАЯ | 2008 |
|
RU2381395C1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
