Известные вибротрамбовочные станки с вращающимся столом для изготовления строительных блоков не обеспечивают непрерывной работы станка в процессе формовки блоков.
Предложенный станок отличается тем, что в нем применена передача вибрации к стержням, предназначенным для образования в блоках пустот, через направляющие копиры, по которым передвигаются нижние концы стержней. Это обеспечивает непрерывность действия станка.
Для удобства выдачи готовых блоков без применения поддонов и возможности получения у блоков рельефной боковой поверхности в станке применены формы, боковые стенки которых вместе с днищами откидываются на осях, а для уплотнения массы в формах применены трамбовки на вращающемся столе, управляемые неподвижным копиром.
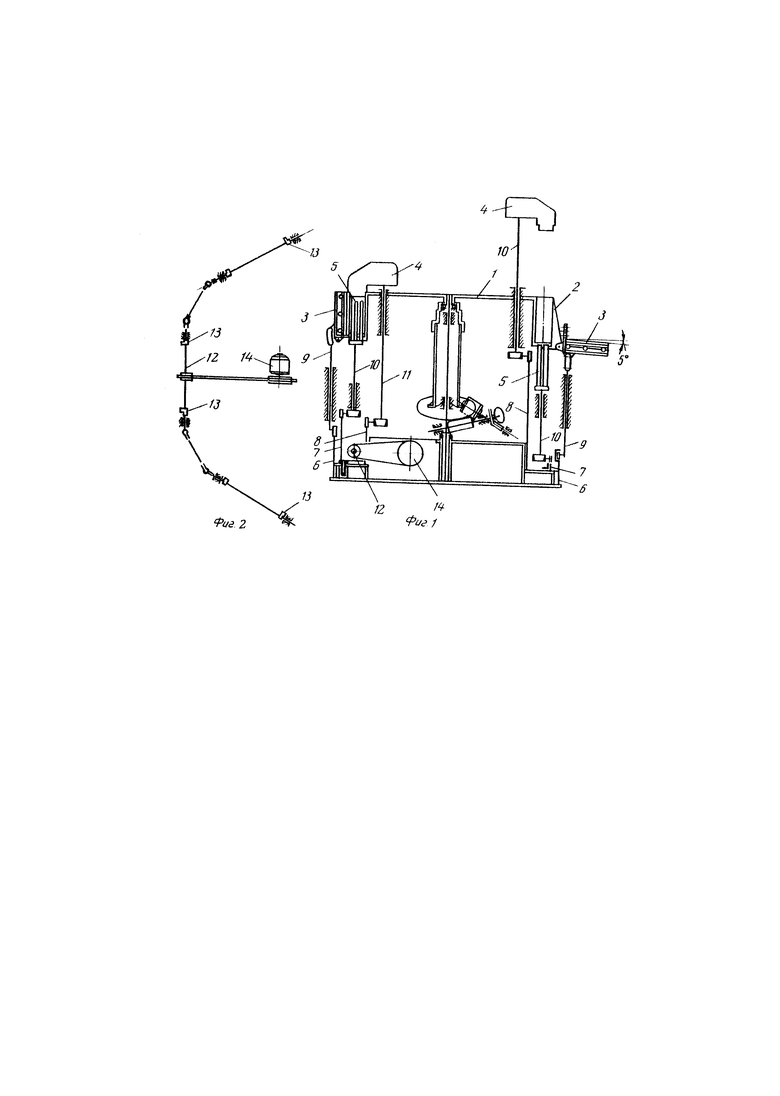
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - схема вала вибратора с приводом.
На периферии стола 1 вмонтированы четыре формы 2 с откидной боковой стенкой 3, четыре бабы (трамбовки) 4 и четыре стержневых узла 5.
В нижней части стола размещены неподвижные круговые: копир 6 управления откидной боковой стенкой 3, копир 7 управления стержневым узлом 5 и копир 8 управления бабой 4, на которые опираются ролики, установленные на концах стержней 9, 10 и 11 указанных устройств.
У основания копира 7 размещен вал 12 с дебалансными грузами 13, приводимый во вращение электродвигателем 14. Вибрационные колебания вала передаются через копир 7 стержням 10, далее стержневому узлу 5, а также не показанному на чертеже приемному бункеру.
При вращении стола 1 ролики стержней 9, 10 и 11, двигаясь по соответствующим копирам, приводят в действие рабочие механизмы - поднимают или опускают стрежневой узел 5, сбрасывают или поднимают бабу 4, закрывают или открывают боковую стенку 3 формы 2.
1. Вибротрамбовочный станок с вращающимся столон дня изготовления строительных блоков, отличающийся тем, что для обеспечения непрерывности действия станка, в нем применена передача вибрации к стержням, предназначенным для образования в блоках пустот, через направляющие копиры, по который передвигаются нижние концы стержней.
2. Форма выполнения стенка по п. 1, отличающаяся тем, что для удобства выдачи готовых блоков и возможности получения у блоков неплоских боковых поверхностей формы станка снабжены боковыми стенками, откидывающимися вместе с днищами.
3. В станке по п. 1 и 2 применение для уплотнения массы в формах трамбовок, смонтированных на вращающемся столе и управляемых неподвижным копиром.
