Изобретение касается способа обработки боковых поверхностей шпал с применением режзщего инструмента, имеющего нрофпль, соответствующий кривизне боковой грани шпал, вращающегося на шнинделе, имеющем вертикальную подачу, ось которого наклонена к вертикали.
Наклон оси фрезы дается произвольным. При таком способе не достигается правильиая и чистая обработка боковых поверхностей шпал, поэтому подбирается кривизна лезвий ножа соответственно тем или иным типам щнал, что вызывает потребность в значительном количестве ножей разных размеров.
В предлагаемом способе обработка боковых поверхностей шпал различного радиуса кривизны достигается при постоянном радиусе кривизны лезвий ножей.
Отличительная особенность предлагаемого способа состоит в том, что лезвию ножа придается кривизна, равная или немного меньшая радиусу кривизны наибольшей по диаметру шпалы.
Обработка ведется при положении оси фрезы под углом 75° к плоскостям щпалы, с перестановкой по вертикали фрезы или обрабатываемой щпалы относительно друг друга, с сохранением того же угла для каждого типа шпал на величину, соответствующую максимальному прилеганию лезвий ножа к боковой поверхности щпалы.
Так как радиус кривизны боковых поверхностей щпал бывает различный, в зависимости от диаметра бревна, из которого была выпилена шпала, а кривизна кромки ножей постоянна, то с некоторых щпал, проходящих через станок, снималась бы излишне толстая стружка. Для уменьшения толщины снимаемого слоя фреза, перемещаясь вместе со щнинделем вертикально в зависимости от толщины шпалы, обрабатывает боковую поверхность различными участками кромки ножей таким образом, что толщина снимаемой стрзжки минимальна настолько, насколько это позволяет вообще принцип обработки поверхностей различного радиуса кривизны ножами с кромкой постоянной кривизны.
Положение фрезы под углом в 75° к плоскости щпалы является оптимальным, и никакие другие положения щпалы по отношению к фрезе
N° 87254- 2 -
с постоянной кривизной лезвий ножей не обеснечат правильной ее обработки.
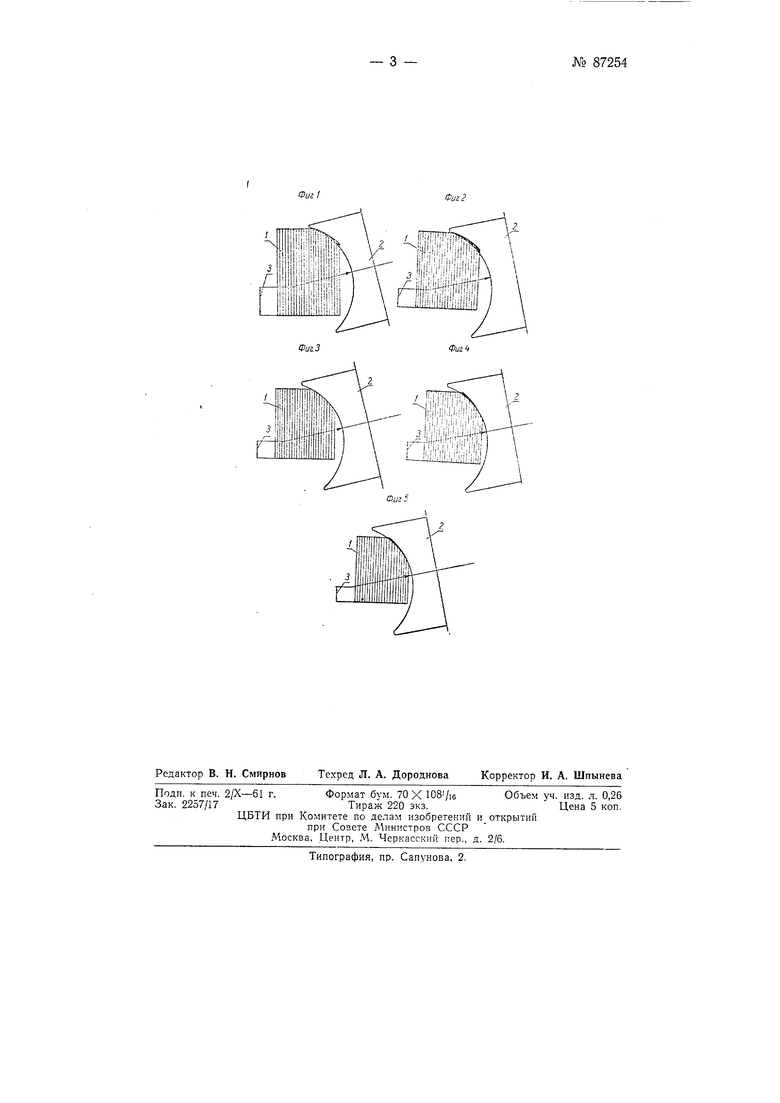
На фиг. 1-5 изображены схемы установки фрезы для обработки различных типов шпал.
Для каждого типа шпалы / фреза 2 по высоте занимает строго определенное положение с определепным расстоянием 3 от цеитра кривизны ножа до подошвы шпалы, определяемым максимальным прилегаипелт лезвий ножа к боковой поверхности ишалы. Для этого фреза имеет вертикальное перемещение.
В случае установки фрезы в гюстояипом положении, соответствующие перемещения по вертикали имеет шиала.
Предмет изобретения
Способ обработки боковых поверхностей шпал различного их кривизны фрезами с вогнутыми ножами одного радиуса кривизны, отличающийся тем, что лезвию ножа придают кривизиу, равную или немного меньше радиуса кривизны наибольшей по диаметру шпалы и обработку ведут при положении оси фрезы под углом 75° к плоскостям шпалы с перестановкой по вертикали фрезы или обрабатываемой шпалы относительно друг друга с сохранеипем того же угла для каждого типа шпал на величииу, соответствующую максимальном прилегапию лезвия ножа к боковой поверхности шпалы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпалооправочный станок | 1936 |
|
SU57462A1 |
| Строгальный станок для обработки обзолов обрезных шпал | 1935 |
|
SU57461A1 |
| Приспособление к шпалооправочному станку для крепления обрабатываемой шпалы | 1948 |
|
SU76076A1 |
| Приспособление для автоматической установки по высоте резцовых головок в зависимости от высоты шпалы в шпалоправных станках | 1940 |
|
SU58900A1 |
| Окорочный станок | 1937 |
|
SU54087A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Лесной прицепной канавокопатель | 1952 |
|
SU97074A1 |
| Строгальный станок для оформления боковых поверхностей шпал | 1939 |
|
SU71698A1 |
| СПОСОБ СРЕЗАНИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ ТРУБОПРОВОДОВ | 1993 |
|
RU2080944C1 |
| УНИВЕРСАЛЬНОЕ ДИСКОВОЕ ПОЧВООБРАБАТЫВАЮЩЕЕ ОРУДИЕ СО СМЕННЫМИ РАБОЧИМИ ЧАСТЯМИ "ВИКОСТ" | 2007 |
|
RU2371899C2 |