В предлагаемом строгальном станке для оформления боковых поверхностей шпад вращающиеся резцовые патроны, выполненные с остовом в форме куба со строгаными углами, насажены на ось, проходящую по диагонали куба. Патроны снабжены на гранях ножами с прямолинейным лезвием и служат для образования криволинейных поверхностей шпалы при последовательном воздействии на заготовку различных точек лезвий ножей в процессе обкатывания.
Для изменения положения осей патронов, с целью придания необходимой формы очертания обрабатываемым поверхностям, применен механизм, в рамки которого помещены оси патронов. Рамки, в свою очередь, снабжены осями, на которых при установке они поворачиваются посредством передачи от штурвала через вал и рычажно-кривошипные системы.
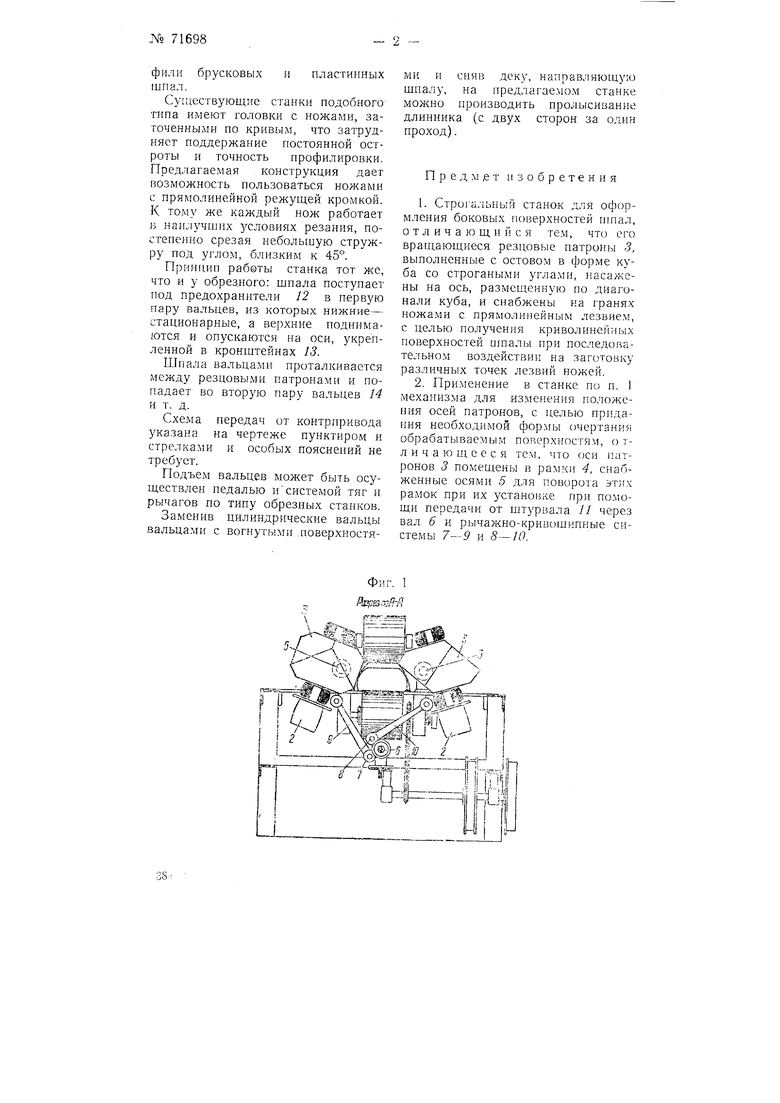
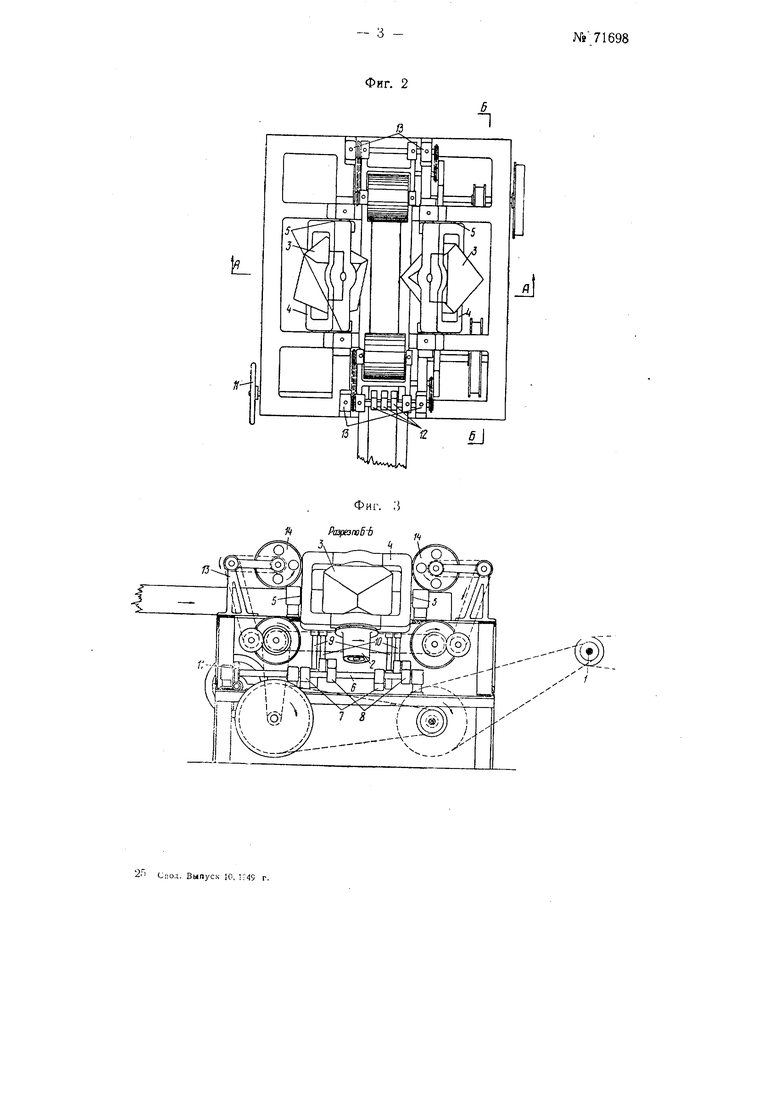
На фиг. 1 изображен поперечный разрез станка по линии на фиг. 2; на фиг. 2-вид станка сверху; на фиг. 3 - продольный разрез станка по линии Б-Б на фиг. 2; на фиг. 4 - вид резцового патрона сбоку с разрезом по линии В-В на
фиг. б; на фиг. 5-то же, без разреза; на фиг. 6-вид резцового патрона сверху.
Общая схема предлагаемого станка близка к .схеме обычных обрезных станков. Отличительной особенностью его являются резцовые патроны 3, помещенные в рамки 4 с шариковыми подшипниками. Поворот рамок при их установке осуществляется при помощи червячной передачи от штурвала 11 через вал 6 и рычажно-кривошипные системы 7-9 и 8-10.
Резцовые патроны приводятся в движение ременными передачами от трансмиссии - контрпривода / через щкивы 2 с отношением 1:1. Резцовый патрон 5 имеет форму, близкую к кубу со срезанными вершинами. Струл ка, отделяемая ножом, устремляется в желобчатую выемку резцового патрона и выбрасывается центробежной силой.
При изменении наклона осей резцовых патронов на осях 5 изменяется профиль обрабатываемой шпалы. Оси 5 находятся на пересечении нормалей к срединам хорд двух обрабатываемых поверхностей, поэтому при изменении наклона осей 5 будут получены промежуточные про383
филн брусковых и пластинных шпал.
Существующие станки подобного типа имеют головки с ножами, заточенными по кривым, что затрудняет поддержание постоянной остроты и точность профилировки. Предлагаемая конструкция дает во.зможность пользоваться ножами с прямолинейной режущей кромкой. К тому же каждый нож работает в наилучших условиях резания, постепенно срезая небольшую стружру под углом, близким к 45°.
Принцип рабеты станка тот же, что и у обрезного: щпала поступает под предохранители 12 в первую пару вальцев, из которых нижние- стационарные, а верхние поднимаются и опускаются на оси, укрепленной в кронщтейнах 13.
Шпала вальцами проталкивается между резцовыми патронами и попадает во вторую пару вальцев 14 и т. д.
Схема передач от контрпривода указана на чертеже пунктиром и стрелками и особых пояснений не требует.
ПолТ,ъем вальцев может быть осуществлен педалью исистемой тяг и рычагов по типу обрезных станков.
Заменив цилиндрические вальцы вальцами с вогнутыми .поверхностями и сняв деку, направ.пяющую щпалу, на предлагаемом станке можно производить пролысивание длинника (с двух сторон за один проход).
Предмет изобретения
1.Стро1а:1ьный станок для оформления боковых поверхностей пшал, отличающийся тем, что его вращающиеся резцовые патроны 3, выполненные с остовом в форме куба со строгаными угла.ми, iiaca/кены на ось, размещенную по диагонали куба, и снабжены на гранях ножами с прямолинейным лезвием, с целью получения криволинейных поверхностей пталы при последовательном воздействии на заготовку различных точек лезвий ножей.
2.Применение в станке по п. 1 механизма для изменения положения осей патронов, с целью придания необходимой формы очертания обрабатываемым поверхностям, отличающееся тем, что оси патронов 3 помещены в рамки 4, снабженные осями 5 для поворота этих рамок при их установке при полющи передачи от штурвала // через вал 6 и рычажно-кривошипные системы 7-9 и 8-10.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вращающийся патрон с внутренними резцами для обработки по сбегу боковых поверхностей шпал | 1938 |
|
SU55038A1 |
| Строгальный шпалорезный станок | 1936 |
|
SU49180A1 |
| Шпалооправочный станок | 1936 |
|
SU57462A1 |
| Станок для изготовления кровельного гонта | 1930 |
|
SU21431A1 |
| Строгальный станок для обработки обзолов обрезных шпал | 1935 |
|
SU57461A1 |
| УНИВЕРСАЛЬНЫЙ ПРИВОД ДЕРЕВООБРАБАТЫВАЮЩИХ УСТРОЙСТВ | 2005 |
|
RU2278022C1 |
| Строгальный станок для обработки спиц колесного хода крестьянских повозок | 1928 |
|
SU10141A1 |
| Способ обработки боковых поверхностей шпал различного радиуса кривизны | 1947 |
|
SU87254A1 |
| Станок для обвязки металлической лентой концов шпал и их клеймения | 1955 |
|
SU103531A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |

%g5.
чFj--Ess; - Jr-. ,
5J :r eSii54i Ov Щ ,:.1
i -
Tf f- -iTlTlf
Фиг. 1
I i
vm
L-Fit - rf ijl ftРсврезпоб-6ff
Спод. Выпзск 10, 1Г49 г.
Фиг. 2
5J
Фиг. 3
Фиг. 4 Разрезт ВВ
Фиг. 5
