(54) СПОСОБ ИЗГОТОВЛЕНИЯ СВАИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |
| СПОСОБ КОМПЛЕКСНОГО АРМИРОВАНИЯ БЕТОНА НЕМЕТАЛЛИЧЕСКИМ ВОЛОКНОМ | 1997 |
|
RU2130378C1 |
| Способ изготовления изделий под давлением из высокопрочного фибробетона | 2016 |
|
RU2641363C1 |
| Способ приготовления фибробетонных изделий | 1990 |
|
SU1778098A1 |
| Способ изготовления дисперсно-армированных конструкций с отверстиями | 1989 |
|
SU1715604A1 |
| Несъемная фибробетонная опалубка | 1989 |
|
SU1728432A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ САМОУПЛОТНЯЮЩЕЙСЯ ОСОБОВЫСОКОПРОЧНОЙ РЕАКЦИОННО-ПОРОШКОВОЙ ФИБРОБЕТОННОЙ СМЕСИ С ОЧЕНЬ ВЫСОКИМИ СВОЙСТВАМИ ТЕКУЧЕСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ ИЗ ПОЛУЧЕННОЙ СМЕСИ | 2013 |
|
RU2531981C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО БЕТОННОГО БЛОКА | 2023 |
|
RU2829955C1 |
| Мобильная установка для послойной укладки бетонной смеси и стальной фибры | 2022 |
|
RU2782444C1 |
| ФИБРОБЕТОННАЯ СВАЯ | 2013 |
|
RU2523269C1 |
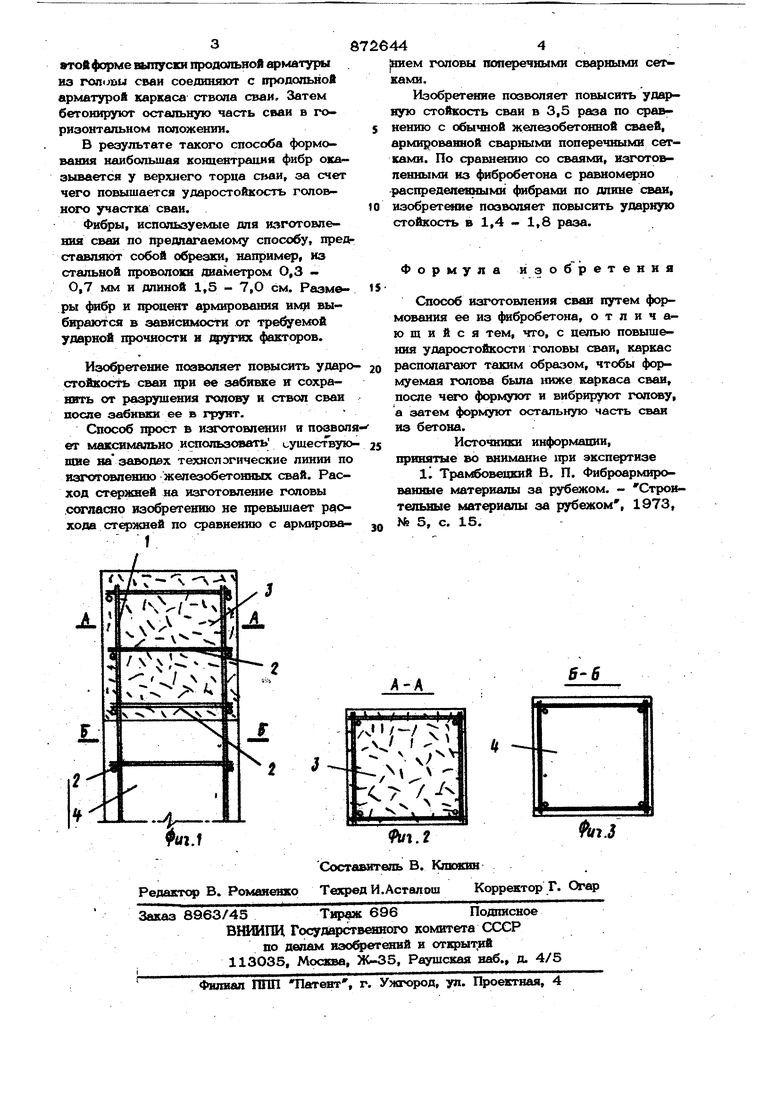
Т зобретение относится к строитепьдРЙ а именно к изготовлению свай. Известен способ изготовления сваи путем формования ее из фибробетона D. Однако в изготовленных по этому спо собу сваях фибры равномерно распред ш ются по длине, в результате чего в гбпо ве сваи содержится недостаточное Количество фибр, а наличие их в остальной части сваи в бетоне необязательно. Целью изобретения является повышу ние ударостойкости головы сваи. Указанная цель достигается тем, что согласно способу изготовления сваи путем фсфмования ее из фибробетона, каркас сваи располагают таким образом чтобы формуемая голова была ниже кар каса сваи, после чего формуют и вибрируют голову, а затем формуют остальную часть сваи из бетона. В ре льтате , верхняя тороовая част сваи больше насьпцается фибрами и оказывается более ударопрочной. На фиг. 1 изображена голова сваи, вид нд яг, 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1. Изготовление сваи производатся спедукицим образом. В форму для изготовления головы сваи устанавливают арматурный кфкас, состоящий из продольных стержней 1 и хомутов 2. После этого форму заполняют фибробетсжом ЗИ Затем вибрируют ({жбробетон. При ви ряфованйн , обладакионе больошм удельным весом, чем остальные комп жекты бетсша, постепенно перемещаются к поддону . В результате этого, в бетоне голсшы сваи пер)ас1феделяются неравномерто по шдсоте гопоы . Наибольшая концентрация фибр оказывается у нижнего (в момент формования) торца голошл. После достижения мбробетоном необходимой прочности гояо сваи извлекают из формы и устанавливают в форму для изготстления осталыюй части 4 сваи. В
