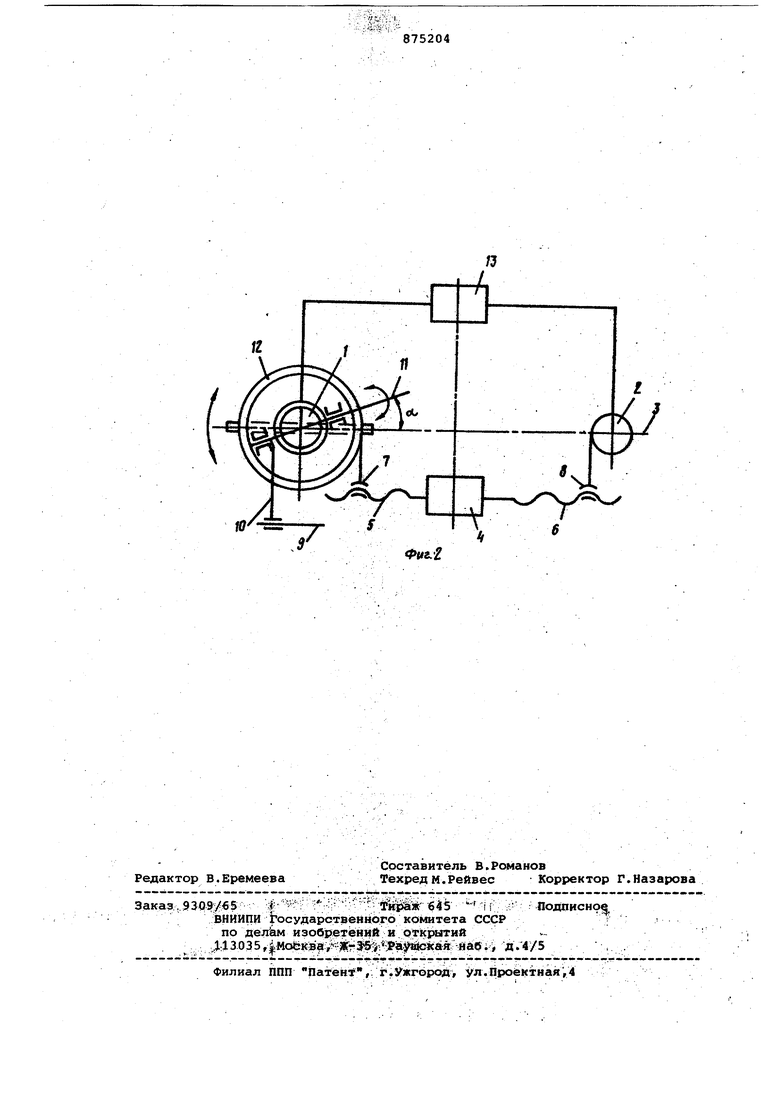
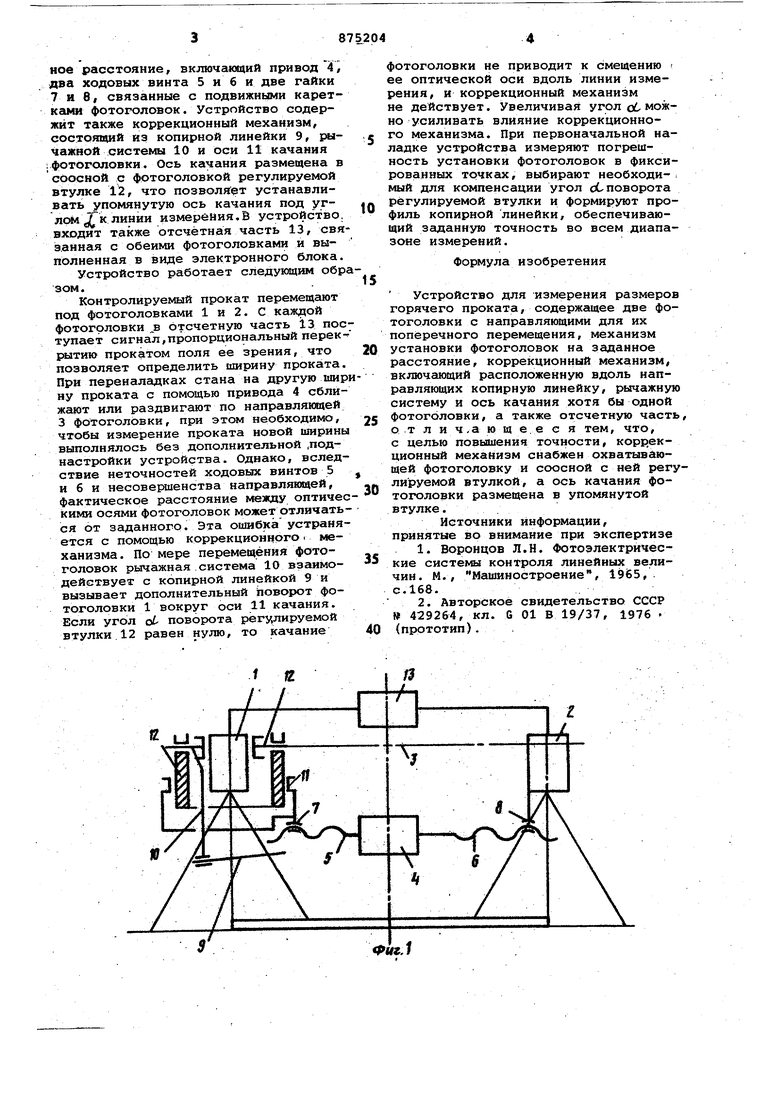
(54) УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАЗМЕРОВ Изобретение относится к автоматйзации прокатного производства, а имен но к средствам для измерения размеров проката в технологическом процессе. Известны устройства для измерения размеров горячего проката, содержащие две фотоголовки с направляющими для их поперечного перемещения, механизм установки фотоголовок на заданное расстояние, коррекционный механизм и отсчетную часть. Коррекционный механизм выполнен в виде копиркой и рычажной систем, воздействующих на развертывающую систему фотоголовок Cl. Недостатком таких устройств является необходимость расположения линии измерения под некоторым углом к контролируемому параметру (ширине проката) , что снижает точность измерения, поскольку приводит к возникновению погрешности от поперечного смещения прокатываемого материала в момент измерения. Наиболее близким к измерению является устройство для измерения размеров горячего проката,содержащее две фотоголовки с направляющими для их поперечного перемацения,механизм установки фотоголовок на заданное расстояние и коррекци онный механизм,включающий расположенГОРЯЧЕГО ПРОКАТА ную вдоль направляющих копирную линейку, рычажную систему и ось качания хотя бы одной фотоголовки,а также отсчетную часть f2. Недостатком таких устройств явля-. ется сложность настройки коррекционного механизма и, как следствие, недостаточная точность, поскольку коррекционный механизм не имеет зйена регулирования передаточного отношения, что вынуждает выпускать устройства в расчете на максимально возможную погрешность.. Цель изобретения - повышение точности измерения за счет совершенствования коррекционного механизма. Поставленная цель достигается за счёт того, что коррекционный механизм снабжей охватывающей фотоголовку и соосной с ней: регулируемой втулкой, а ось качания фотоголовки размещена в упомянутой втулке. на фиг.1 схематически изображено устройство, вид спереди; на фиг.2 то же, вид в плане. Устройство содержит две фотоголовки 1 и 2, направляющую 3 для их поперечного перемещения (условно показана штрихпунктирной линией), механизм установки фотоголовок на заданнов расстояние, включающий привод 4, два ходовых винта 5 и 6 и две гайки 7 и 8, связанные с подвижными каретками фотоголовок. Устройство содержит также коррекционный механизм, СОСТОЯЩИЙ из копирной линейки 9, рычажной системы 10 и оси 11 качания ;фотоголовки. Ось качания размещена в соосной с фотоголовкой регулируемой втулке 12, что позволяет устанавливать помян у тую ось качания под углсмл J к линии измерения.В устройство входит также отсчётная часть 13, свя занная с обеими фотоголовкамн и выполненная в виде электронного блока. Устройство работает следукяцим обр зом . Контролируемый прокат перемещгиот под фотоголовками 1 и 2. С каждой фотогрловки ,в отсчетную часть 13 пос тупает сигнал,пропорциональный перек рялтию прокатом поля ее зрения, что позволяет определить ширину проката. При переналадках стана на другую шир ну проката с помощью привода 4 сближают или раздвигают по направляющей 3 фотоголбвки, при этом необходимо, чтобы измерение проката новой ширины выполнялось без дополнительной ,поднастройки устройства. Однако, вследствие неточностей ходовых винтов 5 и б и несовершенства направляющей, фактическое расстояние между оптичес кими осями фотоголовок может отличать ся от заданного. Эта ошибка устраня ется с помощью коррекционцрго механизма. По мере перемещения фотоголовок рычажная система 10 взаимодействует с копирной линейкой 9 и вызывает дополнительный Поворот фотоголовки 1 вокруг оси 11 качания. Если угол о поворота регу,лируемой втулки 12 равен нулю, то качание f и фотоголовки не приводит к смещению ее оптической оси вдоль линии измерения, и коррекционный механизм не действует. Увеличивая угол об можно усиливать влияние коррекционного механизма. При первоначальной наладке устройства измеряют погрешность установки фотоголовок в фиксированных точках, выбирают необходи-. мый для компенсации угол оС поворота регулируемой втулки и формируют профиль копирной линейки, обеспечивающий заданную точность во всем диапазоне измерений. Формула изобретения Устройство для измерения размеров горячего проката, содержащее две фотоголовки с направляющими для их поперечного перемещения, механизм установки фотоголовок на заданное расстояние, коррекционный механизм, включающий расположенную вдоль направляющих копирную линейку, р 1чажную систему и ось качания хотя бы одной фотоголовки, а также отсчетную часть, от л и ч/а ю Щ е.е с я тем, что, с целью повышения точности, корр.екционный механизм снабжен охватывающей фотоголовку и соосной с ней регулируемой втулкой, а ось качания фотоголовки размещена в упомянутой втулке. Источники информации, принятые во внимание при экспертизе 1.Воронцов Л.Н. Фотоэлектрические системы контроля Линейных величин. М., Машиностроение, 1965, с.168. 2.Авторское свидетельство СССР 429264, кл. G 01 В 19/37, 1976 (прототип). . Ф1№,1
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОТОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВОДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВГОРЯЧЕГО ПРОКАТА | 1972 |
|
SU429264A1 |
| ФОТОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯШИРИНЫ ПРОКАТА | 1971 |
|
SU426145A1 |
| Вычислительное устройство для дифференциальных фотоимпульсных измерителей геометрических размеров изделий | 1976 |
|
SU742707A1 |
| Фотоимпульсное устройство для измерения размеров изделий | 1972 |
|
SU442371A1 |
| Устройство для измерения поперечного размера движущихся цилиндрических тел | 1975 |
|
SU632897A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВОГО ПРОКАТА | 2005 |
|
RU2298180C2 |
| Способ измерения распределения освещенности дорожного покрытия и автоматизированный комплекс для его реализации | 2021 |
|
RU2774503C1 |
| САМОУСТАНАВЛИВАЮЩИЙСЯ НИВЕЛИР | 1996 |
|
RU2154809C2 |
| Устройство для измерения линейных размеров объектов | 1986 |
|
SU1479822A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |