(54) ИНДУКТОР ДЛЯ НАГРЕВА.j
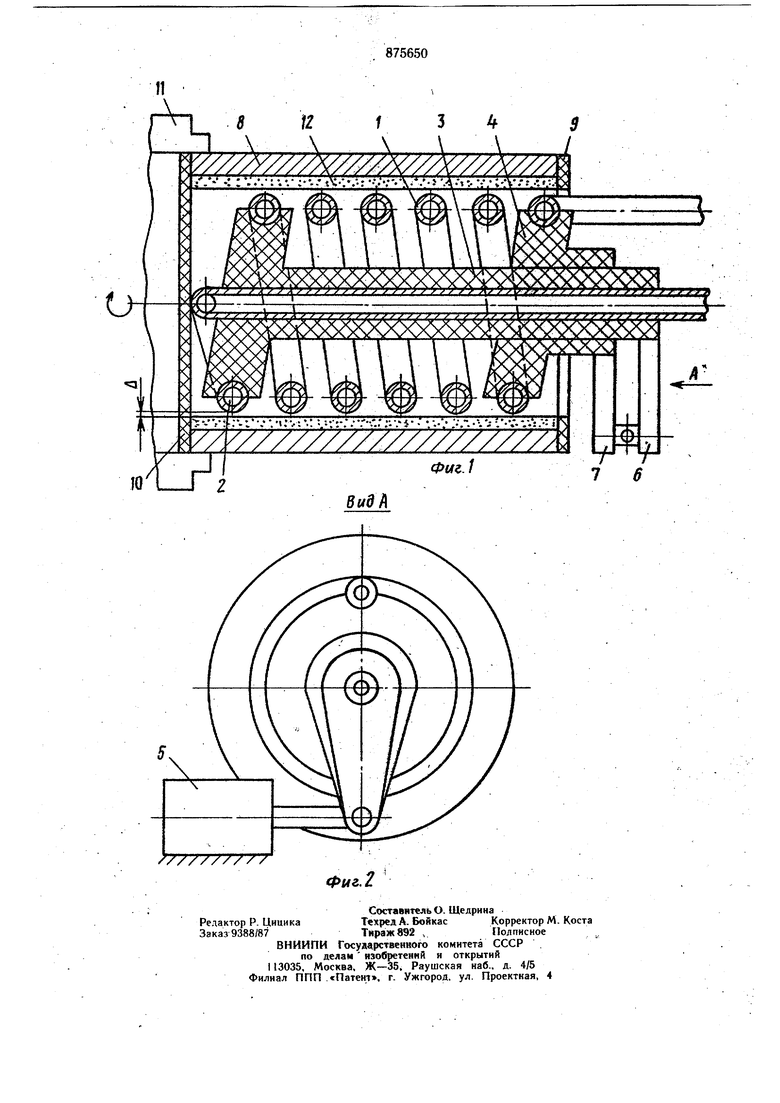
ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ Изобретение относится к электрическому нагреву, в частности, к электротермической обработке металлов путем индукционного нагрева, преимущественно внутренних поверхностей цилиндрических деталей. Известен индуктор для нагрева внутренних поверхностей цилиндрических деталей большого диаметра (свыше 50 мм) и небольшой длины, выполненной из одновитковой токоведуш ей трубки с каналом охлаждения 1. Однако при термообработке внутренних цилиндрических поверхностей малого диаметра (меньше 50 мм) и большой длины одновитковые индукторы применять нерационально: активное сопротивление длинных токоподводяших шин становится соизмеримым с эквивалентным активным сопротивлением индуктируюшего провода. Наиболее близким по технической сущности к предлагаемому является индуктор для нагрева внутренних поверхностей цилиндрических деталей, выполненный в виде многовитковой цилиндрической спиральной катушки из водоохлаждаемой трубки 2|. Недостатком известного индуктора является то, что в нем не предусмотрена возможность регулирования зазора между индуктором и нагреваемой поверхностью. Такое регулирование требуется в некоторых технологических процессах термообработки, например при нанесении износостойких металлических порошков на внутреннюю поверхность деталей типа втулок. При расплавлении порошка в процессе термообработки происходит его уплотнение,. вследствие чего увеличивается зазор между индуктором и нагреваемой поверхностью. Увеличение зазора приводит к нерациональному исполь-. зованию электромагнитной энергии и снижению КПД индуктора. Цель предлагаемого изобретения - устранение указанного недостатка, а именно: повышение КПД индуктора путем регулирования зазора между индуктором и нагреваемой поверхностью. Поставленная цель достигается тем, что в описанном индукторе концевые витки катушки снабжены жестко закреплещ1ыми по их внутреннему диаметру приводными элементами, выполненными, например, в виде втулок и связанными с механизмом их по;ворота, при этом приводные элементы выполнены ИЗ немагнитного электроизоляционного материала, например, ЙсбГоцемента. На фиг. 1 .схематически изображен предлагаемый индуктор, разрезана фиг. 2 - вид А на фиг. I. Индуктор для нагрева внутренних поверхностей цилиндрических деталей выполнен из многовитковой токоведущей трубки 1 с каналом охлаждения 2. На концевых витках;,;индуктора жестко закреплены соответственно приводные элементы 3 и 4, связанные с Механизмом 5их поворота. Приводные элементы 3 и 4 размещены концентрично виткам индуктора и выполнеШ, например, в виде втулок из немагнитного и электроизоляционного материала. В качестве немагнитного и электроизоляцион-. ного материала может быть использована, например, доска асбоцементная электротехническая. I В предлагаемом индукторе связь приводных элементов 3 и 4 с механизмом 5 осуществляется посредством рычагов 6 и 7, а вкачестве мехйнизма 5 их поворота применен, например, электромагнит. Помимо изображенного на чертеже варианта могут быть использованы и другие варианты связи известной конструкции (зубчатые колеса, шкивы ит. д.) и другие известные приводы -- (гидро- и пневмоцилиндры, винты и т. д.). Индуктор работает следующим образом. Деталь 8 с теплостойкими прокладками 9 и 0 закрепляется в патроне П и ей сообщается вращательное движение. Во внутреннюю полость детали 8 засыпается доза износостойкого металлического порощка 12, который под действием центробежных сил равномерно распределяется по внутренней цилиндрической повер)хности детали 8. Индуктор вводится во внутреннюю полость детали 8 с оптимальнЬ1М зазором Д и начинается нагрев детали 8с порошком 12. При расплавлении поролка 12 происходит.-его уплотнение и зазор Л увеличивается. После этого срабатывает механизм 5, который посредством рычагов 6 и 7 поворачивает приводные элементы 3 и 4, а соответственно и Крайние витки индуктора, в направлении, противоположном направлению навивки токоведущей трубки 1. При этом в результате упругой деформации трубки 1 наружный диаметр индуктора увеличивается, а зазор Д уменьшается. Поворот приводных элементов 3 и 4 осуществляется до тех пор, пока снова не установится оптимальньж зазор Л, и этот зазор по.адерживается в течение всего периода нагрева детали. После окончания нагрева детали 8 механизм 5 выключается, наружный диаметр индуктора умбньщается до первоначальной величины и индуктор выводится из внутренней полости детали 8. При нагреве последующих деталей цикл повторяется. В том случае, когда необходимо увеличить зазор Д, механизм 5 поворачивает приводные элементы 3 и 4, а соответственно и крайние витки индуктора, в направлении, совпадающим с направлением навивки токоведущей трубки 1. При этом наружный диаметр индуктора уменьщается, а зазор U увеличивается. Таким образом, применение предложенного индуктора для нагрева внутренних поверхностей цилиндрических деталей, снабженного устройством для регулирования зазора между индуктором и нагреваемой поверхностью, позволит на б-10% повысить КПД установок для нанесения покрытий из износостойких металлических порошков и снизить расход электроэнергии, что даст существенный эффект в народном хозяйстве. Формула изобретения 1. Индуктор для нагрева внутренних поверхностей цилиндрических деталей, выполненный в виде пноговитковой цилиндрической спиральной катушки из водоохлаждаемой трубки, отличающийся тем, что, с целью повышения КПД,концевые витки катущки снабжены жестко закрепленными по их внутреннему диаметру приводными элементами, выполненными, например, в виде втулок и связанными с механизмом их поворота. 2. Индуктор по п. I, отличающийся тем, что приводные элементы выполнены из электроизоляционного немагнитного материала, например, асбоцемента. Источники информации, принятые во внимание при экспертизе 1.Слухоцкий А. Е. и др. Индукторы для индукционного нагрева. Энергия 1974, с. 137. 2.Слухоцкий А. Е. Закалочные индукторы. Машгиз, 1954, с. 30.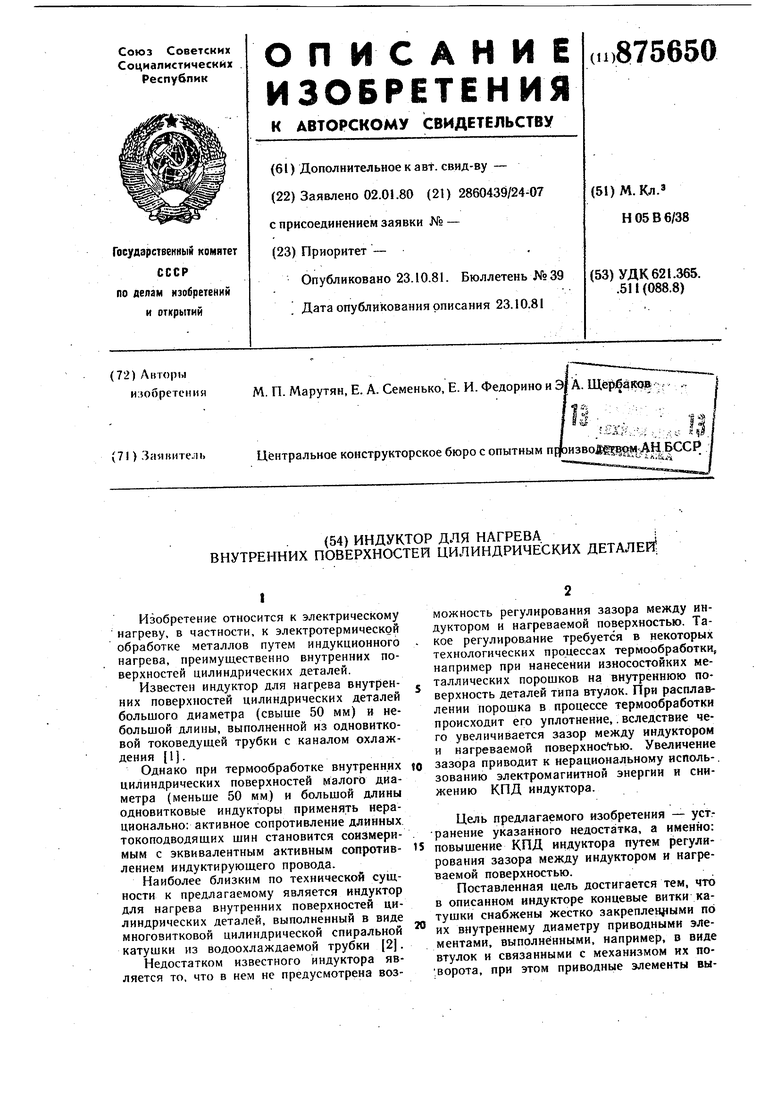
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| ТРАНСФОРМАТОР ДЛЯ ИНДУКЦИОННЫХ ЭЛЕКТРОТЕРМИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2433495C1 |
| Индуктор для нагрева длинномерных вращающихся деталей | 1981 |
|
SU993490A1 |
| Установка для локального высокочастотногоНАгРЕВА дЕТАлЕй из пРОВОдящиХ МАТЕРиАлОВ | 1979 |
|
SU836822A1 |
| Индуктор-трансформатор для поверхностной закалки цилиндрических деталей | 1988 |
|
SU1617009A1 |
| Индукционный нагреватель | 1982 |
|
SU1092760A1 |
| Высокочастотный индуктор для нагрева перекатываемых внутри него изделий | 1979 |
|
SU773972A1 |
| Гибкий индуктор | 1978 |
|
SU1081810A1 |
| ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ ПОВЕРХНОСТИ ВТУЛОК | 2009 |
|
RU2393649C1 |
| Многовитковый индуктор для нагрева деталей | 1981 |
|
SU955527A1 |