(54) ВЫСОКОЧАСТОТНЫЙ ИНДУКТОР ДЛЯ НАГРЕВА ПЕРЕКАТЫВАЕМЫХ ВНУТРИ НЕГО ИЗДЕЛИЙ
t
Изобретение относится к индукционному нагреву непрерывно-последовательным методом.
Известны индукторы для нагрева размещаемых внутри них деталей, кото- 5 рые размещают на направляющих из огнеупорной керамики. В этих индукторах производится сквозной нагрев заготовок ij .
Равномерность нагрева заготовок по10 объему в таких индукторах в значительной мере зависит от равномерности зазора между поверхностью заготовок и активной частью индуктора. При нарушении эксцентричности между заго- 5 товкой и индуктором наибольшая плотность тока и максимальная концентрация электромагнитного поля, а следовательно, и более интенсивный нагрев получается на участках изделия, близ-20 лежащих к активной части индуктора.
Наиболее близким к предлагаемому является индуктор для нагрева изделий, содержащий установленную наклонно соленоидную катушку с пе 25 ременным шагом витков, увеличивающимся к разгрузочному концу, и выполненную из водоохлаждаемой трубки, и направляющую, установленную внутри катушки 2 .30
Однако такая конструкция индукторов может быть использована для сквозного нагрева деталей, имеющих достаточно большую массу. При незначительной массе (например, уплотнительные кольца, шайбы) изделия силой взаимодействия электромагнитных полей притягиваются друг к другу, и их незначительная масса не преодолевает этого сцепления. , .
Даже при значительном наклоне индуктора изделия единым столбом перемещаются по нему не перекатываясь.
Цель изобретения - ослабление силы взаимодействия электромагнитных полей между изделиями и обеспечение сбободного перекатывания изделий с небольшой массой под действием силы тяжести для догрева и выравнивания перепада температуры по сечению и длине изделия в зоне миниМсшьной удельной мощности, а также обеспечение равноудаленности изделия от активных витков индуктора в зоне с минимсшьной удельной мощностью, т.е. повышения равномерности нагрева..
Поставленная цель достигается тем, что катушка и направляющая выполненыиз двух состыкованных
частей, продольная ось одной из которых смещена вверх на высоту направляющей, образуя ступень для скачкообразного перекатывания деталей.
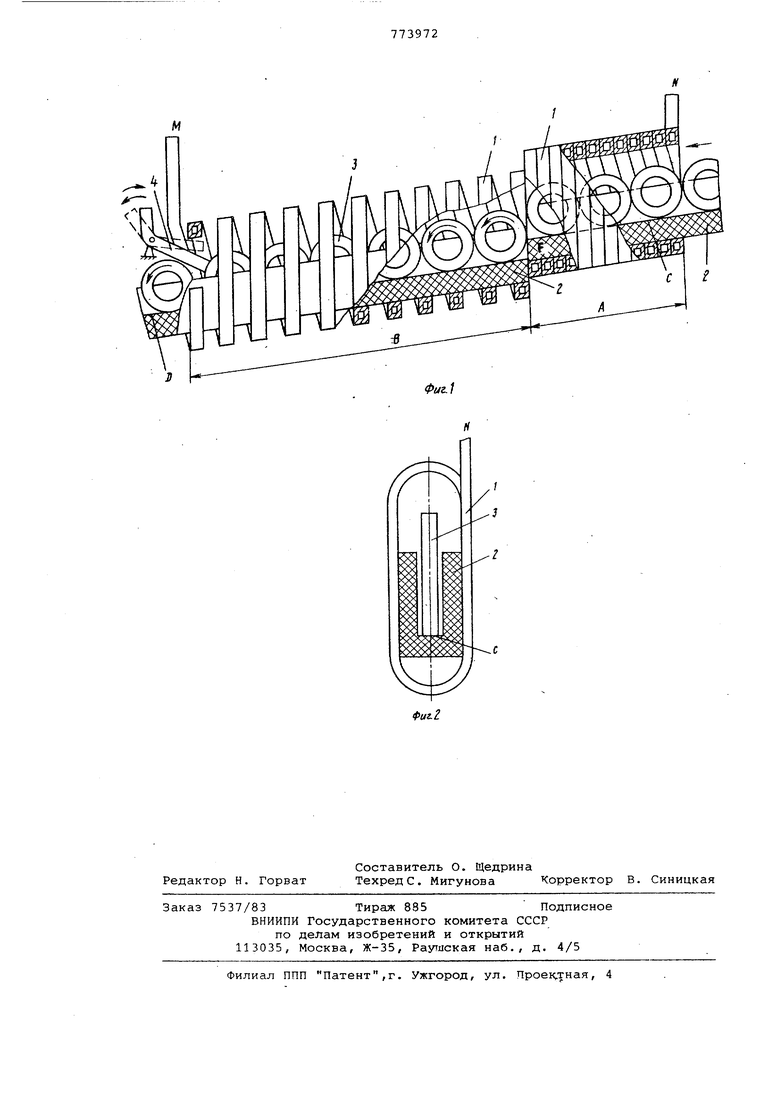
На фиг. 1 изображен предлагаемый многовитковый индуктор; на фиг.2 вид на торец индуктора.
Соленоид 1 в -зависимости от толщины изделий (кольца, шайбы) может выполняться овальным (фиг. 2) или прямоугольньш для достижения оптимальной равноудаленности всех поверхностей изделия от витков соленоида. В соленоид вставляется направлякяцая 2 (фиг. 1 и 2), выполненная из огнеупорного материала, например магнезита.
Направляющая может быть изготовлена цельной путем фрезеровки исходного материала или состоять из отдельRH : составных частей.
Направляющая имеет две катящие поверхности С и D. Катящая поверхность С расположена в зоне А соленоида с максимальной удельной мощностью) , а, катящая поверхность О расположена в зоне В соленоида (зона с минимальной удельной мощностью). На стыке зон А и В катящие поверхности С и D прерываются между собой, образуя ступень F. По катящим поверхностям С и D под действием силы тяжести скатываются изделия 3. В торце соленоида со стороны выгрузки устанолен подвижный упор 4, который сдерживает столб изделий от самопроизвольного выкатывания из индуктора, и через определенные интервалы отводится для выдачи из индуктора очередного нагретого изделия. Часть упора, вводимая в зону соленоида, должна быть выполнена из прочного теплостойкого изоляционного материала или из теплостойкого немагнитного сплава с принудительным охлаждением его полости.
Многовитковый индуктор работает следукядим образом.
Индуктор полностью загружается изделиями 3, которые удерживаются в нем механическим упором 4. При включении соленоида 1 в высокочастотную сеть по .его виткам протекает ток высокой частоты. Так как по всем виткам идет один и тот же ток, то напряженность магнитного поля в зоне А соленрида больше, чем в зоне В, в силу , что в зоне А соленоида витки выпЪлнены с меньшим шагом, чем в зоне В. Поэтому в зоне А в изделиях 3 индуктируется ток большей силы, чем в изделиях, находящихся в зоне В Механический упор 4 через равные промежутки времени срабатывает и выпускает из индуктора по одной детали Весь столб деталей, находящийся
в индукторе, перемещается под действием силы тяжести изделий. Поскольку в изделиях индуктируются токи в процессе нагрева, то сами изделия намагничиваются и между ними возни. кают притягивающие силы, которые препятствуют свободному перекатыванию изделий по наклонной направляющей. Особенно этот эффект проявляется в зоне А, где напряженность электромагнитного поля максимальная и где сами изделия ближе к окну загрузки индуктора еще сохраняют в большой степени магнитные свойства. Сила взаимного сцепления сохраняется также и у изделий, которые уже частично
5 потеряли магнитные свойства, но находятся в непосредственном контакте с изделиями, у которых еще сохраняются в большой степени магнитные свойства, что ток, индуктируемый в изделиях, обладающих еще магнитными свойствами, через контактирующие точки передается к изделиям, значительно потерявшим магнитные свойства.
5. Ступень F на направляющей служит для того, чтобы разорвать непосредственный контакт между изделиями, находящимися в зоне Айв зоне В. Достаточно мгновенного разрыва конQ такта между изделиями в зоне F, чтобы изделиям в зоне В освободиться от влияния электромагнитных полей зоны А и свободно перекатиться при очередной выгрузке нагретого издеJ ЛИЯ из индуктора.
Формула изобретения
Высокочастотный индуктор для нагрева перекатываекшах внутри него
изделий, содержащий установленную наклонно соленоидную катушку с переменнъвл шагом витков, увеличивающимся к разгрузочному концу, и выполненную из водоохлаждаемой трубки, и направляющую из диэлектрического огнеупорного материала, установленную внутри катушки, о т л и чающий.ся тем,, что, с целью повышения равномерности нагрева, катушка и направляющая выполнены из двух состыкованных частей, продольная ось одной из которых смещена вверх на высоту направляющей, образуя ступень для скачкообразного перекатывания деталей.
Источники информации, принятые во внимание при экспертизе
1.Беляев Н.В. Практика индукционного нагрева в кузнечном производстве. 1963, с. 86-90.
2.Слухоцкий А.Е. и др. Индукторы для индукционного нагрева, 1974,
с. 223-250.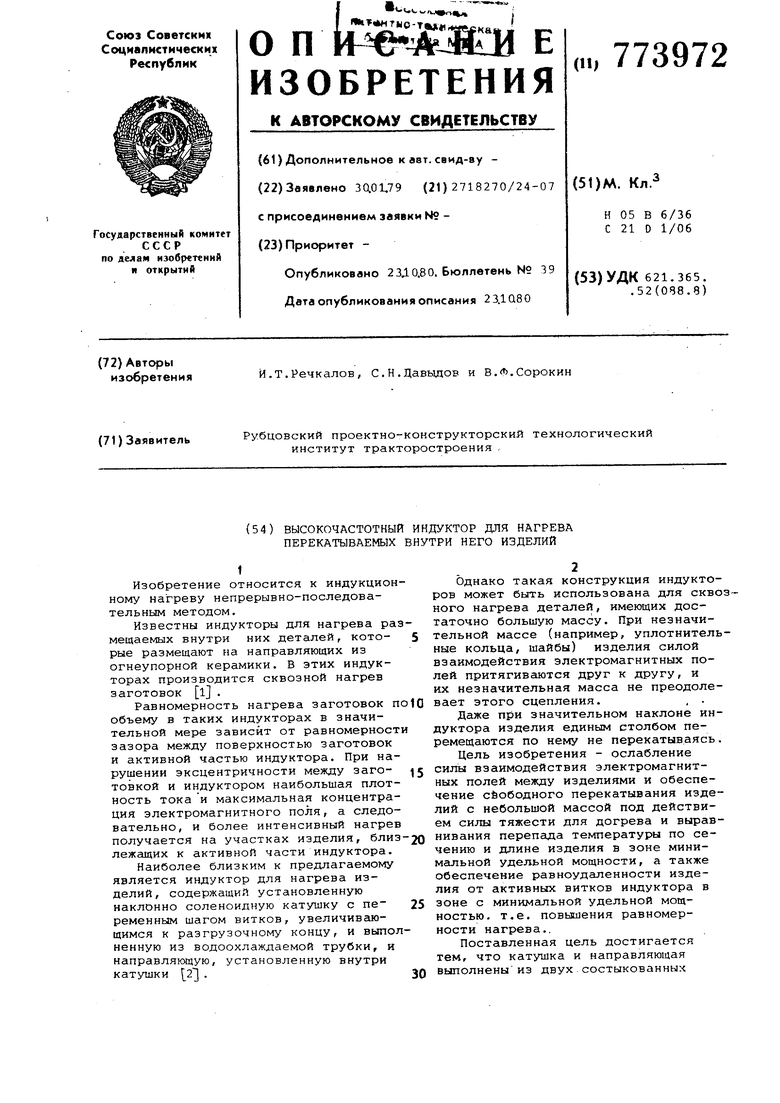

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного нагрева слябов | 1988 |
|
SU1669085A1 |
| Устройство индукционного нагрева изделий сложной формы | 2023 |
|
RU2802927C1 |
| Индуктор для нагрева заготовок | 1979 |
|
SU851792A1 |
| Устройство индукционного нагрева полых цилиндрических деталей | 1991 |
|
SU1781846A1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2286394C2 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| Индуктор для методического нагрева изделий | 1981 |
|
SU984066A1 |
| ЩЕЛЕВОЙ ИНДУКТОР | 2004 |
|
RU2272367C1 |
| ИНДУКТОР ДЛЯ МЕТОДИЧЕСКОГО НАГРЕВА ИЗДЕЛИЙ | 2003 |
|
RU2254692C2 |
| Установка для нагрева изделий | 1977 |
|
SU753911A1 |