Предметом изобретения является способ изготовления швов, обеспечивающих герметичность кабин путем прокладывания в клепаных швах уплотнительной пленки и последующего нанесения на швы дополнительной уплотнительной пленки.
Известные способы изготовления швов подобного рода не обеспечивают достаточной прочности и герметичности кабин на всем диапазоне возможных в эксплуатации нагрузок и температур и в то же время весьма трудоемки.
Описываемый способ исключает указанные недостатки. Это достигается применением в качестве уплотняющего элемента пленок, изготовленных из клея, например, БФ-4, с последующим покрытием швов этим же клеем и термообработкой их для перевода пленок из клея в необратимое состояние и обеспечения требуемого сцепления клея со склепываемыми элементами.
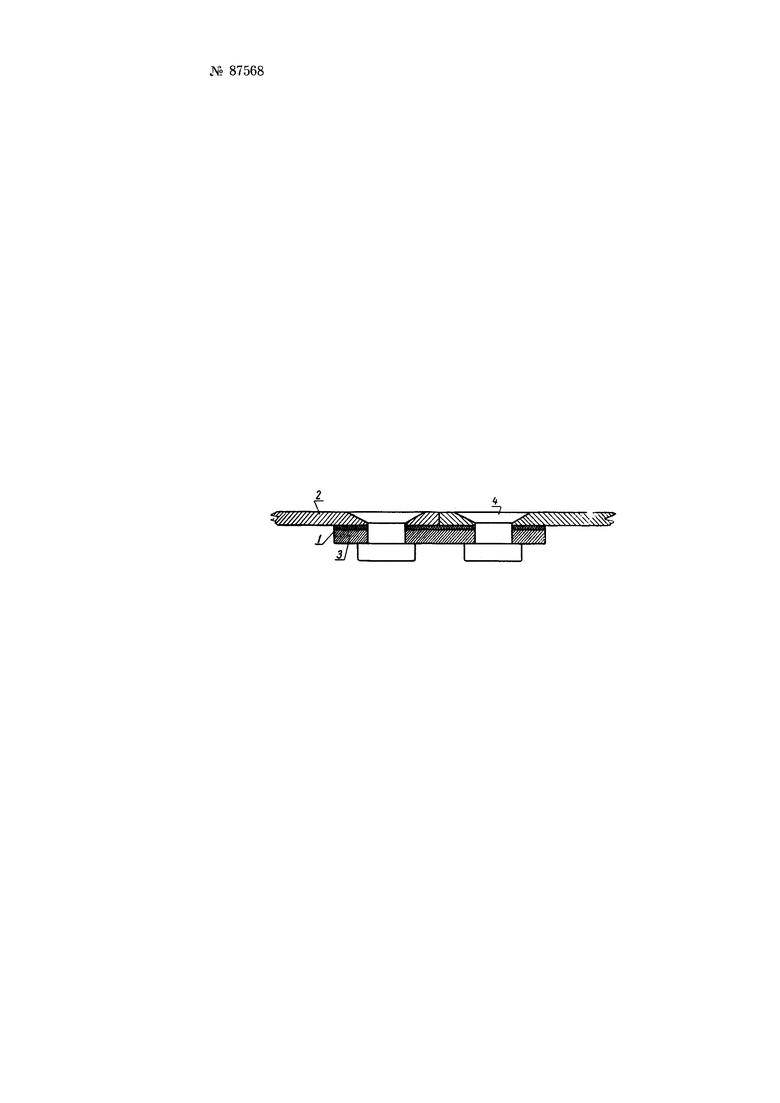
На чертеже изображен поперечный разрез клепаного герметичного шва (без нанесения дополнительного уплотнителя).
В качестве уплотняющего элемента 1, прокладываемого между склепываемыми элементами 2 и 3 при выполнении швов герметических кабин, применяют пленку, изготовленную из клея БФ-4. В качестве дополнительного уплотнителя применяют тот же клей БФ-4 (растворенный в бензоле), которым производится дополнительная герметизация швов.
Дополнительная герметизация производится после клепки путем двукратного нанесения клея БФ-4 на швы изнутри кабины с помощью пульверизатора с некоторым интервалом по времени между нанесением слоев. После дополнительного уплотнения производится термообработка собранной конструкции для обеспечения требуемого сцепления клея со склепываемыми элементами 2 и 3.
Уплотнитель из клея БФ-4 обладает свойствами, обеспечивающими надежную герметизацию кабин в самых неблагоприятных атмосферных условиях и тяжелых эксплуатационных режимах. Кроме того, он является хорошим антикоррозийным покрытием и позволяет широко использовать в конструкциях герметических кабин сочетание различных сплавов с другими материалами.
Процесс герметизации уплотнителей в виде пленки из клея БФ-4 представляет фактически склеивание обшивки с каркасом кабины. Заклепки 4 служат средством обеспечения необходимого прижатия обшивки к каркасу в процессе склейки. При этом обеспечивается возможность широкого изменения геометрических параметров шва (увеличение шага клепаного шва, расстояния между рядами заклепок и др.).
Все это позволяет снизить трудоемкость технологического процесса, сократить цикл производства и уменьшить вес конструкции кабины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания герметичного клепаного шва | 1957 |
|
SU111345A1 |
| СВАРНЫЕ ШВЫ С ПОЛИМЕРНЫМ УПЛОТНИТЕЛЕМ | 2003 |
|
RU2325981C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ РАБОЧИХ ШВОВ ПЕРЕРЫВОВ БЕТОНИРОВАНИЯ | 2009 |
|
RU2415232C1 |
| ПЕРЕРАБАТЫВАЕМЫЙ ПАКЕТ | 2021 |
|
RU2829668C2 |
| МНОГОСЛОЙНЫЙ КЛЕЕВОЙ МАТЕРИАЛ | 2012 |
|
RU2506296C2 |
| ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА | 2007 |
|
RU2595555C2 |
| ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА | 2007 |
|
RU2441825C2 |
| ПОДИНА ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2068035C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ И УТЕПЛЕНИЯ МЕЖПАНЕЛЬНЫХ ШВОВ | 2019 |
|
RU2729089C1 |
| ЛЕГКО ВСКРЫВАЕМАЯ И ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА С ДИСКРЕТНОЙ ЛЕНТОЙ И ПОЛОТНОМ С ВЫРУБНЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2516477C2 |
Способ изготовления швов, обеспечивающих герметичность кабин, путем прокладывания уплотнительной пленки в клепаных швах и последующего нанесения на них дополнительной уплотнительной пленки, отличающийся тем, что, с целью увеличения прочности и герметичности кабин на всем диапазоне возможных в эксплуатации нагрузок и температур и снижения трудоемкости изготовления кабины, в качестве уплотняющего элемента применяют пленки, изготовленные из клея, например, БФ-4, с последующим покрытием швов этим же клеем, а для перевода пленок из клея в необратимое состояние и обеспечения требуемого сцепления клея со склепываемыми элементами швы подвергают термообработке.
