(54) ЛИТЕЙНАЯ ФОРМА

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для получения отливок направленной кристаллизацией | 1978 |
|
SU740403A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1984 |
|
SU1337185A1 |
| Устройство для получения отливок направленной кристаллизацией | 1987 |
|
SU1608018A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| Устройство для получения отливок с хордопараллельной структурой | 1987 |
|
SU1516224A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1990 |
|
SU1770069A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1987 |
|
SU1528615A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Устройство для отливки валков | 1978 |
|
SU740402A1 |
, Изобретение относится к литейном производству, в частности к литейным формам для получения отливок, например, постоянных магнитов, турбинных лопаток и др., имеющих столбчатую кристаллическую структуру и может быть использовано в машиностроении и других отраслям промышленности, связанных с литьем. Известны многополостные литейные формы, выполненные из огнеупорного материала (силлиманита, шамота) методом прессования 1. Эти формы перед установкой на хо лодильник и заливкой металлом требу ют нагрева в специальных печах до те пературы 1350-1700 С. Известны также литейные форма, и готовленные методом выплавляекшх мо делей иЛи из высокоглиноземных материалов, которые нагреваются током высокой частоты непосредственно холодильнике и после заливки выводя ся из зоны нагрева 2. Недостатком этих форм является сложность изготовления и высокая стоимость, большой расход электроэнергии на их нагрев, сложная и низ копроизводительная -технология получения отливок со столбчатой структурой . Наиболее близкой к предлагаемой является литейная форма, содержащая формообразующую вставку, установленную на холодильник, и наружные сухие песчаные стержни, формирующие литниковую систему и прибыльную полость 3 ; Недостатком такой конструкции формы является большой расход дорогостоящего сплава на литниковую систему и прибыльную часть, обогревающую стенки формообразующей вставки. На сами отливки приходится 20-30% от веса заливаемого металла. Цель изобретения - увеличение . выхода годного. Указанная цель достигается тем, что в известной литейной форме, содержащей формообразующую вставку, установленную на холодильник и наружные сухие песчаные стержни, формирующие литниковую систему и прибыльную полость, формообразующая вставка выполнена с наружными ребрами жесткости, входящими во внутренние пазы, выполненные в наружных стержнях, с созданием закрытых воздушных теплоаккумулирукицих поверхностей, отделенных от заливаемой металлом прибыльной полости стенками формообразующей вставки и стенкой внутреннего паза одного из наружных стержней, йри этом литниковая система оформлена в наружном стержне, размещенном под чашей и выполнена в виде расходящихся от центра лучеобразных ка налов, переходящих в прибыльную полость .
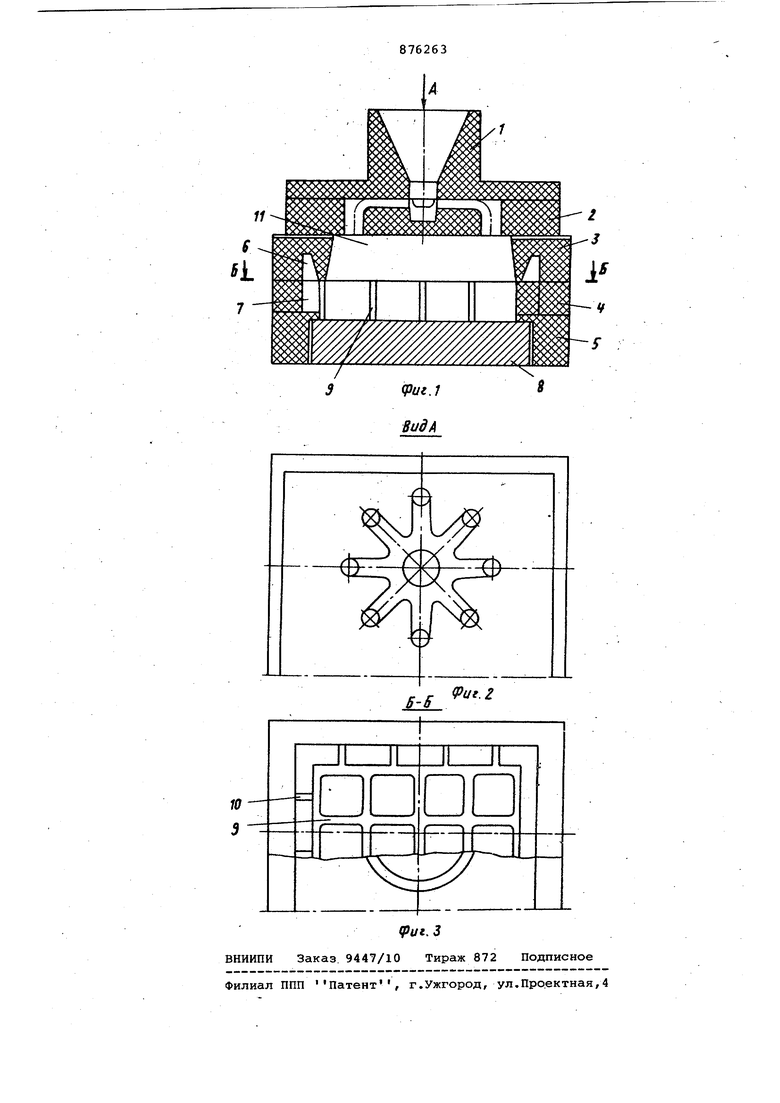
На фиг. 1 изображена схема литейной формы, вертикальный разрез; на фиг. 2 - вид А на фиг. 1; на фиг.З разрез Б-Б на фиг. 1.
Литейная форма состоит из литниковой чаши 1, верхнего наружного стержня-крышки 2, наружных стержней 3,4,5 с внутренними пазами б и 7, холодильника 8 и формообразующей вставки 9 с ребрами 10 жесткости. Внутренние пазы 6 и 7, внешние стенки формообразующей вставки 9 и ребра 10 жесткости создают закрытые воздушные теплоаккумулирующие полости. Наружный стержень 3 образует прибыльную полость 11.
Литниковая ча)иа, наружные стержни и формообразующая вставка представляют собой сухие песчаные стержни.
Заливаемый металл через литниковую чашу и.литниковые каналы заполняют полости формообразующей вставки Кристаллизация начинается от холодильника в направлении перпендикулярном его поверхности, тепло жидкого металла нагревает воздух в тепл аккумулирующих полостях, и создаются условия однонаправленного столбчатого затвердевания при отсутствии бокового роста; действительное соотношение температурного градиента в жидком металле и скорости кристаллизации должно быть выше критического. Прибыль поддерживает эти условия в течение времени, достаточного для образования cтoлбчaтoй зоны по всей высоте отливки.
Применение предлагаемой формы позволяет получать отливки со столбчатой структурой, сформированной по всему объему на длину 100-120 мм,т.е превышающую обычные размеры подобных отливок.
Экономический эффект от внедрения, учитывая годовой выпуск подобных магнитов, составит только за счет экономии шихтовых материалов 200-400 тыс. рублей.
Формула изобретения
Литейная форма, преимущественно 5 для получения отливок со столбчатой структурой, содержащая формообразующую вставку, установленную на холодильник, и наружные сухие песчаные стержни, формирующие литниковую систему и прибыльную полость, отличающаяся тем, что, с целью увеличения выхода годного, формообразующая вставка выполнена с наружными ребрами жесткости, входящими во 2 внутренние пазы, выполненные в наружных стержнях, с созданием закрытых воздушных теплоаккумулирующих полостей, отделенных от заливаемой металлом прибыльной полости стенками формообразующей вставки и стенкой
внутреннего паза одного из наружных стержней при этом литниковая система оформлена в наружном стержне, размещенном под чашей и выполнена в виде расходящихся от центра лучеобразных каналов, переходящих в прибыльную полость.
Источники информации, принятые во внимание при экспертизе
вып. 8 с. 2 3.
