правлении движения жйлок. Ролик 6 стонпирован на направляющих 7 -с воаможНОстыо перемещения вдоль нал.равления движения жилок и ф|И)К сации его положения посредство1М рычажной системы 8 с .муфтаMiH 9.
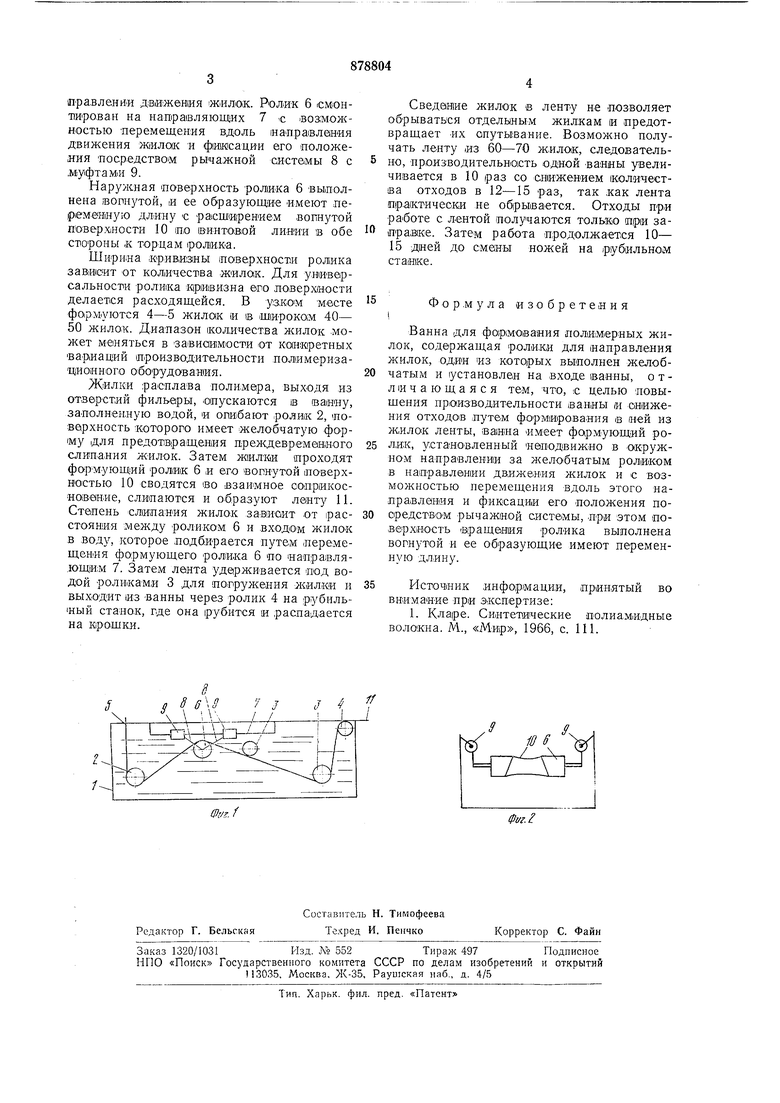
Наружная поверхность рол1ИКа 6 выполнена вогнутой, и ее образующие имеют перемвниую длину € pacmHipeHiHeM вопнутой nOBepxjHOCTH 10 ио 1ви-нтовой линии В обе стороны .к торцам ролика.
Ширина .кривизны иоверхности ролика зав,и1сит от количества жилок. Для универсальности ролияса кривизна его .поверхности делается расходящейся. В узком месте форм уются 4-5 жилок и IB Ш1ироком 40- 50 ЖИЛО.К. Диапазон количества жилок может меняться в Заенаимюсти от коииретных Вариаций производительности полимеризащионHioro оборудов ания.
Жилки расплава полимера, выходя из отверстий фильеры, опускаются IB озанну, заполнен.ную водой, и опвбают .ролик 2, поверхность которого имеет желобчатую форму для предот1вра щен1ня преждевремвниого сли нания жилок. Затем Ж1ИЛК|И проходят фарМующий ролик 6 (И его волнутой поверхностью 10 сводятся IBO взаимное соприкос«ОВвние, слипаются и образуют лант} И. Степень слипа-ния жилок зависит от расстоян:ия .между роликом 6 и входом жилок в воду, которое .подбирается путем перемещения формующего ролика 6 по «аправля.ющим 7. Затем лента удерживается под водой роликами 3 для погружения жилки и выходит из ванны через ролик 4 на рубиль1НЫЙ стаио.к, где она рубится и .распадается на крошки.
Сведение жилок в ленту не позволяет обрываться отдельным жилкам и предотвращает их опутывание. Возможно получать ленту из 60-70 ж.илок, следовательно, про.изводительно1сть одной ваины увеличивается в 10 раз со снижением (количества отходов в 12-15 раз, так .как лента пр.а1ктически не обрьшается. Отходы при с лентой получаются только при заправке. Затем работа продолжается 10- 15 дней до смены ножей на р убильном станке.
Фор.мула изобретения
Ванна для формования полим ерных жилок, содержащая р.оли.ки для направления жилок, один из которых выполнен желобчатым и установлен на входе ванны, отличающаяся тем, что, с целью повышения производительности ванны и снижения отходов лутем формирования в ней из жилок ленты, ;ванна имеет фармующий роЛ.ИК, установленный неподвижно в окружном направлении за желобчатым роликом в направлении дв.ижения жилок и с возможностью перемещения вдоль этого направления и фиксации его положения посредством рычажной системы, .при этом поверхность вращения ролика выполнена вогнутой и ее образующие имеют переменную длину.
Источник .информации, принятый
во внимание при эксп:ертизе:
1. Кларе. Синтетические полиамидные волокна. М., «Мир, 1966, с. 111.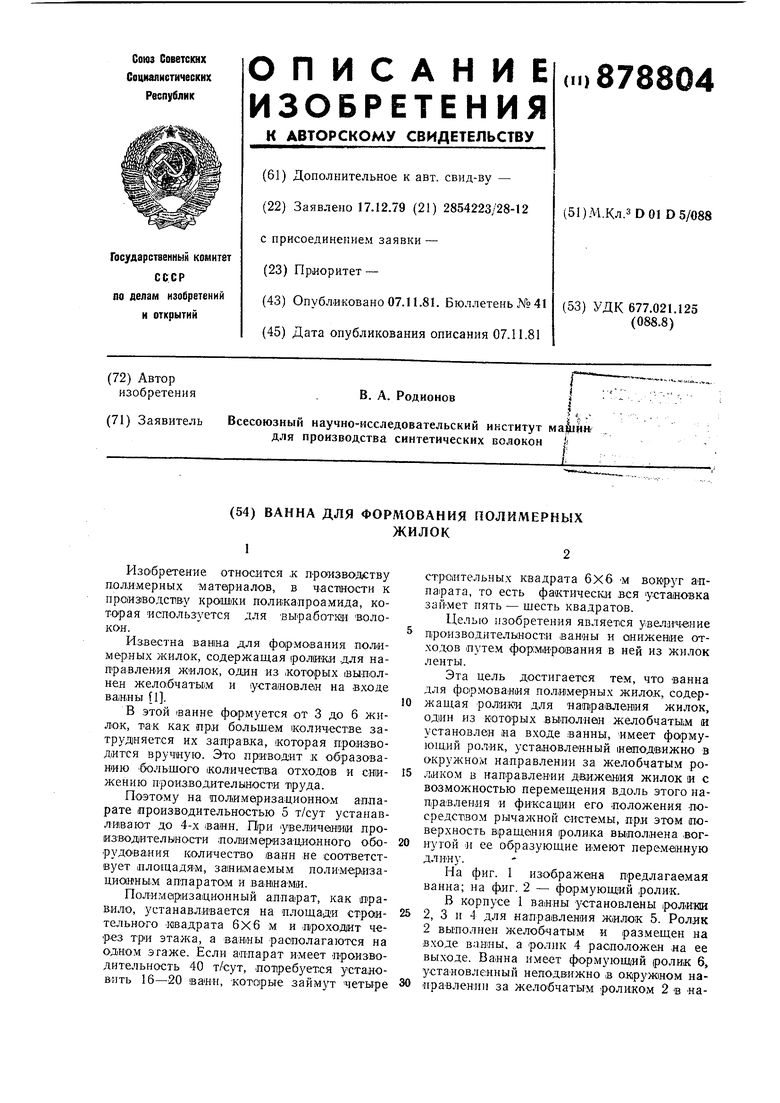
| название | год | авторы | номер документа |
|---|---|---|---|
| Ванна для формирования ленты из полимерных жилок | 1986 |
|
SU1353844A2 |
| Ленточный конвейер | 1990 |
|
SU1795952A3 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗАНОЙ ЖИЛКИ, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ РЕЗАНОЙ ЖИЛКИ И РЕЗАНАЯ ЖИЛКА | 2011 |
|
RU2547298C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ДЛЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2273545C2 |
| ЛЕНТОЧНЫЙ ТРАНСПОРТЕР | 2002 |
|
RU2214354C1 |
| ТОКООТВОД ДЛЯ ЭЛЕКТРОДА СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА | 2005 |
|
RU2299498C2 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ТАБАЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2350233C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПЕРИМЕТРА ПРЕДМЕТОВ НЕПРАВИЛЬНОЙ ФОРМЫ | 1972 |
|
SU327370A1 |
| КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 1996 |
|
RU2118285C1 |
| КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 1999 |
|
RU2170203C1 |
. f
фиг.1
