(54) УСТРОЙСТВО ДЛЯ АВТОКЛАВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоклавной обработки материалов | 1981 |
|
SU1053865A2 |
| Устройство для автоклавной обработки материалов | 1981 |
|
SU980800A1 |
| Автоклав для тепловлажной обработки строительных материалов | 1985 |
|
SU1321455A1 |
| Автоклавная микроволновая установка | 2020 |
|
RU2740975C1 |
| АВТОКЛАВНОЕ УСТРОЙСТВО И СПОСОБ ИСПАРЕНИЯ ГЕКСАФТОРИДА УРАНА | 2001 |
|
RU2220100C2 |
| Массообменный аппарат | 1983 |
|
SU1142133A1 |
| УСТРОЙСТВО ДЛЯ ПАРОВОЙ ОБРАБОТКИ ПИЩЕВОГО ПРОДУКТА, СЫРЬЯ, МАТЕРИАЛОВ | 2008 |
|
RU2376906C1 |
| РЕКТИФИКАЦИОННАЯ КОЛОННА | 1993 |
|
RU2069069C1 |
| МОДУЛЬНЫЙ БЛОК ПЕРЕГОРОДОК ДЛЯ ВЕРТИКАЛЬНЫХ СТУПЕНЧАТЫХ ПОЛИМЕРИЗАЦИОННЫХ РЕАКТОРОВ | 2006 |
|
RU2407587C2 |
| Автоклав для производства азотной кислоты | 1983 |
|
SU1087170A1 |

1
Изобретение относится к аппаратам работающим под давлением, а конкретно к устройствам, используемым для автоклавной, например тепловлажностной, обработки материалов, и может быть использовано в промышленности строительных материалов, сельском хозяйстве и др.
Известны устройства для автоклавной обработки строительных материалов, включающие цилиндрический автоклав, установленный горизонтально, в который помещают контейнеры с обрабатываемым материалом. Герметичность автоклава обеспечивается крышкой с затвором байонетного типа D
Однако эти устройства не позволяют повысить производительность автоклава за счет снижения затрат времени непосредственно не идущих на технологический процесс обработки.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для
обработки материалов, содержащее агрегаты обработки (автоклавы) и контейнеры под обрабатываемьШ материал, щарнирно соединенные в замкнутую цепь Г2.
Недостаток известного устройства - невозможность проведения отдельных операций обработки под избыточным давлением.
Цель изобретения - повышение роизвод1|тельности и обеспечение проведения отдельных операций обработки под избыточным давлением.
Поставленная цель достигается тем, что устройство, включающее ав15токлав со штуцерами и контейнеры под обрабатываемый материал, шарнирно соединенные в замкнутую цепь, снабжено уплотните л ьными пер,егородками, шарнирно связанными с контейнерами.
20
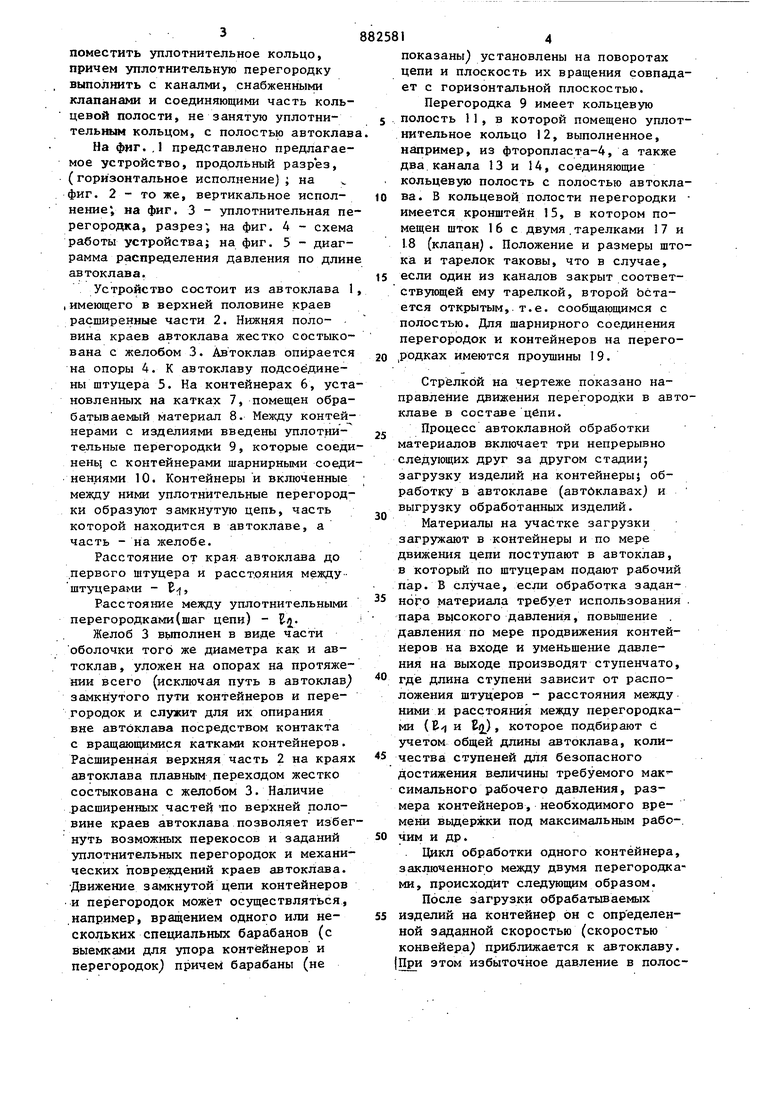
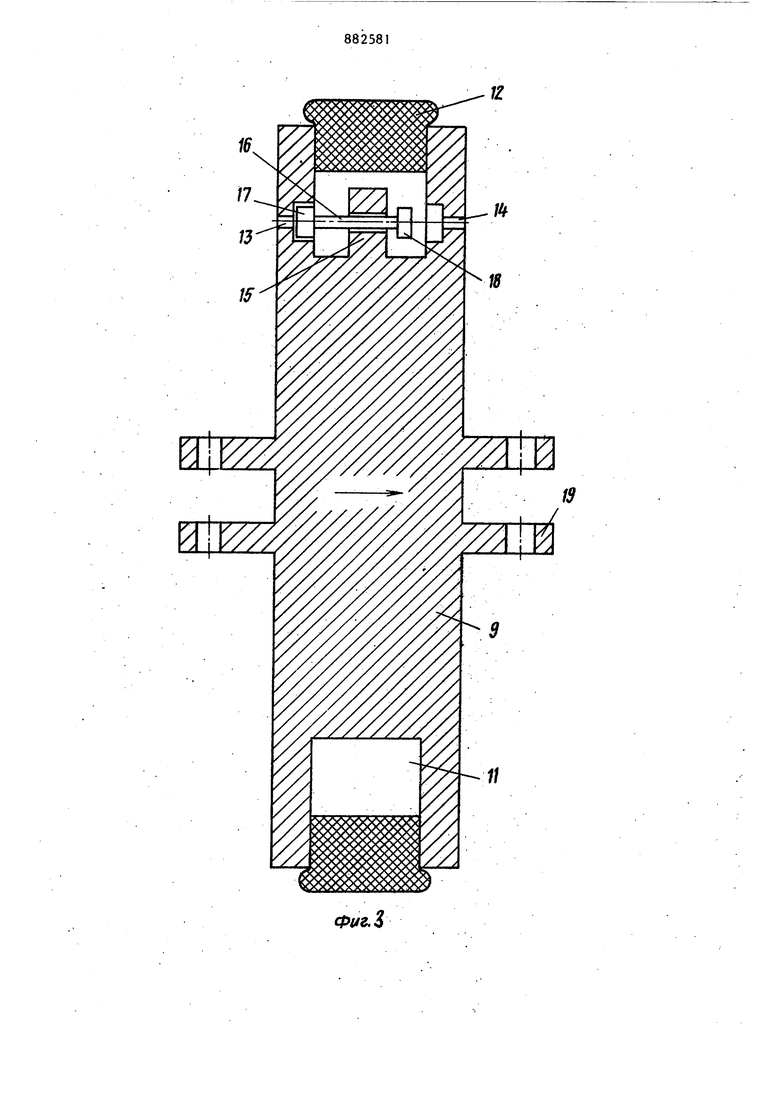
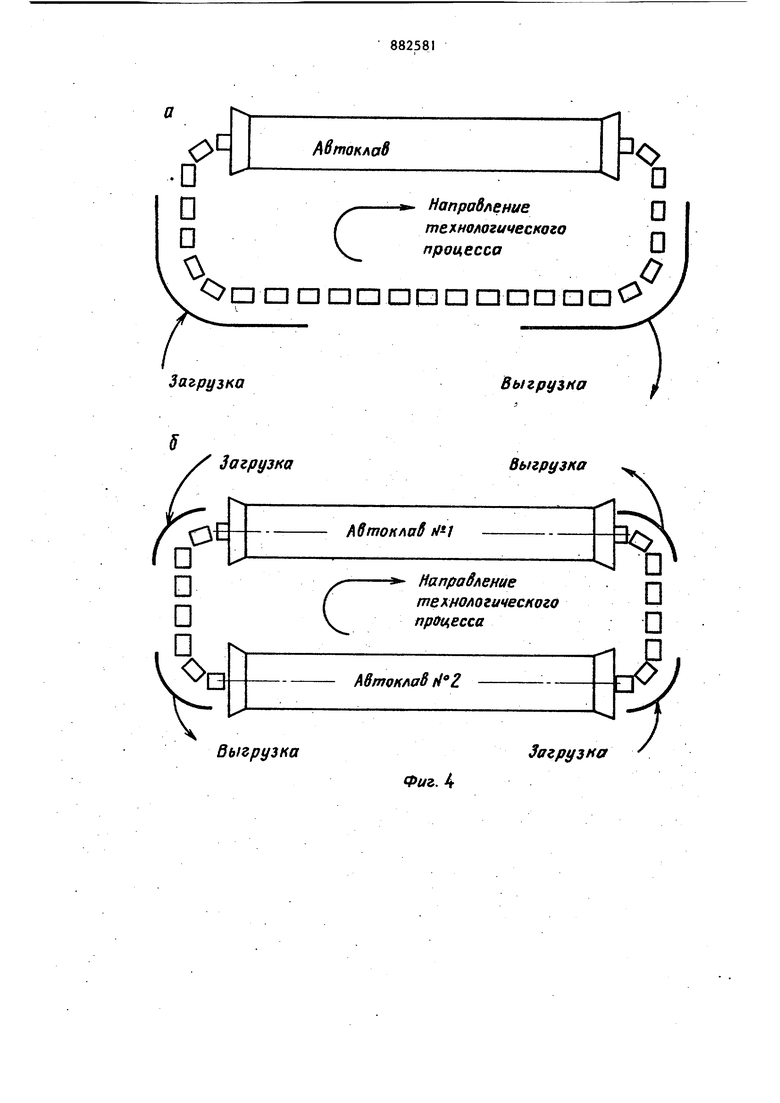
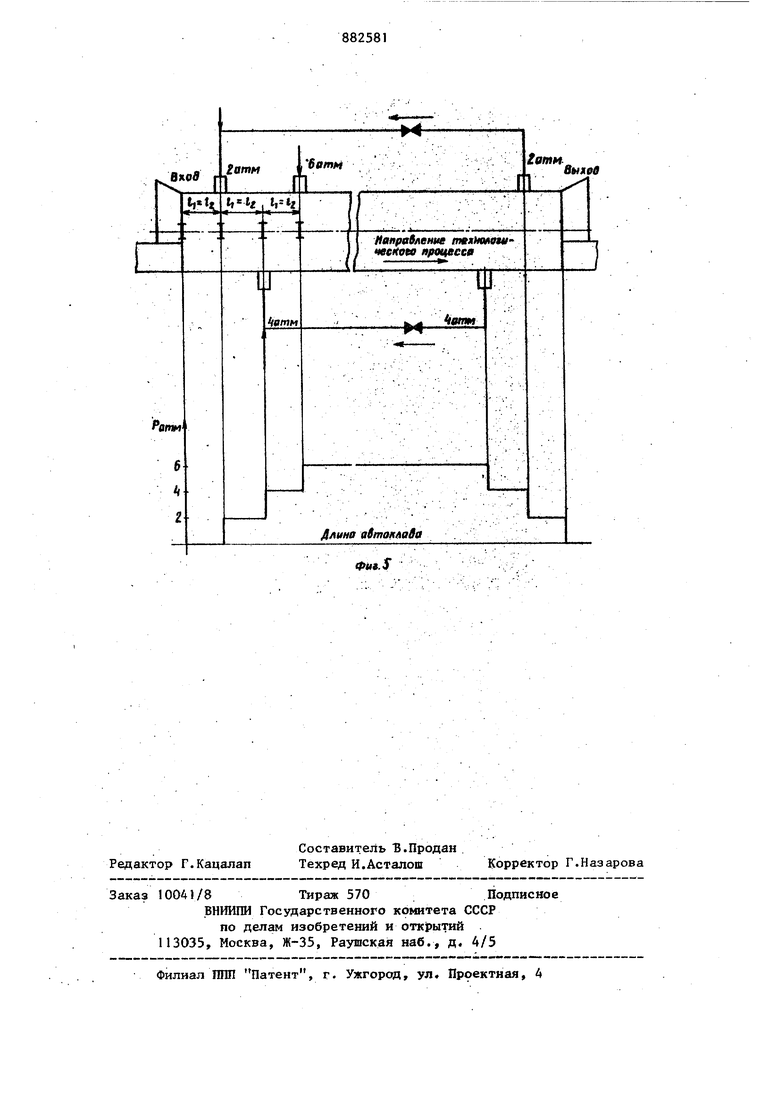
При этом целесообразно на поверхности уплотнительной перегородки, обращённой к стенке автоклава, выполнить кольцевую полость, в которую поместить уплотнительное кольцо, причем уплотнительную перегородку выполнить с каналми, снабженными клапанами и соединяющими часть кольцевой полости, не занятую уплотнительным кольцом, с полостью автоклав На фиг.,1 представлено предлагаемое устройство, продольный разрез, (горизонтальное исполнение); на фиг. 2 - то же, вертикальное исполнение; на фиг. 3 - уплотнительная пе регородка, разрез; на фиг. 4 - схема работы устройства; на фиг. 5 - диаграмма распределения давления по длин автоклава. Устройство состоит из автоклава ,имеющего в верхней половине краев расширенные части 2. Нижняя поло- . вина краев автоклава жестко состыкована с желобом 3. Автоклав опирается на опоры 4. К автоклаву подсоединены штуцера 5. На контейнерах 6, уст новленных на катках 7, помещен обрабатываемый материал 8. Между контей нерами с изделиями введены уплотнительные перегородки 9, которые соеди нены с контейнерами шарнирными соеди нениями 10. Контейнеры и включенные между ними уплотнительные перегород ки образуют замкнутую цепь, часть которой находится в автоклаве, а часть - на желобе. Расстояние от края автоклава до первого штуцера и расстояния междуштуцерами - Е, Расстояние между уплотнительными перегородками(шаг цепи) - Ej. Желоб 3 вьтолнен в виде части оболочки того же диаметра как и автоклав , уложен на опорах на протяжении всего (исключая путь в автоклав} замкнутого пути контейнеров и перегородок и служит для их опирания вне автоклава посредством контакта с вращающимися катками контейнеров. Расширенная верхняя часть 2 на краях автоклава плавным переходом жестко состыкована с желобом 3. Наличие .расширенных частей по верхней половине краев автоклава позволяет избе нуть возможных перекосов и заданий уплотнит ельных перегородок и механических повреждений краев автоклава. Движение замкнутой цепи контейнеров и перегородок может осуществляться, например, вращением одного или нескольких специальных барабанов (с выемками для упора контейнеров и перегородок) причем барабаны (не 14 показаны) установлены на поворотах цепи и плоскость их вращения совпадает с горизонтальной плоскостью. Перегородка 9 имеет кольцевую полость I1, в которой помещено уплотнительное кольцо 12, выполненное, например, из фторопласта-4, а также два канала 13 и 14, соединяющие кольцевую полость с полостью автоклава. В кольцевой полости перегородки имеется кронштейн 15, в котором помещен шток 16с двумя.тарелками 17 и 18 (клапан). Положение и размеры штока и тарелок таковы, что в случае, если один из каналов закрыт соответствуннцей ему тарелкой, второй Ьстается открытым,. т.е. сообщающимся с полостью. Для шарнирного соединения перегородок и контейнеров на перего,родках имеются проушины 19. Стрелкой на чертеже показано направление движения перегородки в автоклаве в составе цбпи. Процесс автоклавной обработки материалов включает три непрерывно следующих друг за другом стадии загрузку изделий на контейнеры; обработку в автоклаве (автбклавах и выгрузку обработанных изделий. Материалы на участке загрузки загружают в контейнеры и по мере движения цепи поступают в автоклав, в который по штуцерам подают рабочий Пар. В случае, если обработка заданного материала требует использования . пара высокого давления, повьш1ение . давления по мере продвижения контейнеров на входе и уменьшение давления на выходе производят ступенчато, где длина ступени зависит от расположения штуцеров - расстояния между ними и расстояния между перегородками (Exj и о), которое подбирают с учетом общей длины автоклава, количества ступеней для безопасного достижения в.еличины требуемого максимального рабочего давления, размера контейнеров, необходимого времени вьщержки под максимальным рабе-, чим и др. Цикл обработки одного контейнера, заключенного между двумя перегородками, происходит следуюпщм образом. После загрузки обрабатываемых изделий на контейнер он с определенной заданной скоростью (скоростью конвейера) приближается к автоклаву. При этом избыточное давление в полостях обоих перегородок отсутствует, так как один из каналов каждой полости соединен с атмосферой. После приближения к краю автоклава внутрь его начинает втягиваться первая перегородка. После того как она минует расширенную часть автоклава начинают подавать пар с давлением в 2 атм, так как тот объем достиг отверстия штуцера с 2 атм. При этом пар поступает в канал 14 первой перегородки, отжимает тарелку 18, запирает тарелкой 17 и канал 13 и создает в полости давление 2 атм. Созданное в полос ти давление действует на уплотнитель ный материгш 12, прижимая его к стенке автоклава и обеспечивая герметичность . По мере прохождения в автоклав первой перегородки вторая перегородк также минует расширенный край автоклава и, так как рассматриваемый объем с контейнером достиг отверстия штуцера с вводом пара в 2 атм, этот объем начинает заполняться паром, при этом происходит уплотнение второ перегородки. Одновременно со впуском пара с давлением в 2 атм .в рассматриваемый объем происходит впуск пара с давлением в 4 атм в объем преды дущий (если расстояние между штуцерами равно расстоянию между перегородками) и с некоторым запаздыванием впуска с давлением 4 атм (если расстояние между штуцерами больше). При этом давление на уплотнительный материал в первой перегородке становит ся равным 4 атм. Таким образом, исключена возможность перепуска пара от объема с большим давлением в объем с меньшим. Во время продвижения рассматриваемого объема в средней части автоклава, где давление постоянно и равно максимальному рабочему, происходит непосредственно обработка материала. После того как, по мере приближения к выходу из автоклава в предыдущем объеме, давление упадет до 4 атм давление пара рассматриваемого объема в 6 атм отожмет тарелку I7 канала 13 первой перегородки и таким образом закроет канал 15, исключив 16 перепуск через него пара с давлением 6 атм, так в полости первой перего- родки сохранится давление в 6 атм. После продвижения контейнера и падения давления в рассматриваемом объеме до 4 атм в полости первой перегородки будет 4 атм, и т.д. Таким образом, в кольцевой полости любой перегородки, находящейся в любой части автоклава, наибольшее давление из двух с.межных с ней объемов. Благодаря изобретению технологический процесс обработки -материалов замкнут и непрерывен. При этом каждый контейнер проходит все необходимые стадии и возвращается к исходной, совершая кругооборот. Формула изобретения 1.Устройство для автоклавной обработки материалов, включаюцее автоклав со штуцерами и контейнеры под обрабатываемый материал, шарнирно соединенные в замкнутую цепь, отличающееся тем, что, с целью повьш1ения производительности и обеспечения проведения отдельных операций обработки под избыточным давлением, устройство снабжено уплот- нительными перегородками, шарнирио связанными с контейнерами. 2.Устройство по п.1, отличающееся тем, что на поверхности уплотнительной перегородки, обращенной к стенке автоклава, вы-. полнена кольцевая полость, устройство снабжено размещенным в кольцевой полости уплотнителыалм кольцом, причем уплотнительная перегородка выполнена с каналами, снабженными клапанами и соединяющими часть кольцевой полости, не занятую уплотнительным кольцом с полостью автоклава Источники информации, принятые во внимание при экспертизе 1.Шишков Н.А. Безопасность эксплуатации автоклавов, М., Стройиздат, 1978, с. 5-15. 2.Зубатов В.А., Чугунов Е.А., Щцин И.А. Механическое оборудование стекольных заводов. М., Машинострое1975, с. 161 (прототип).
16
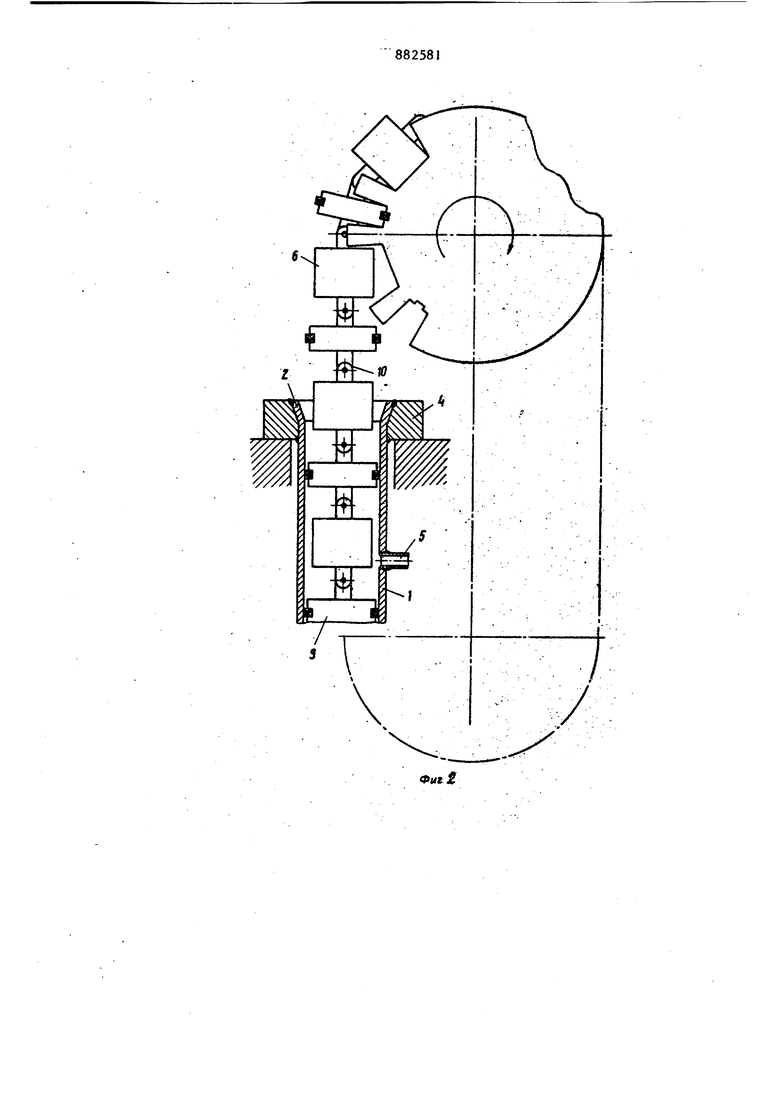
Ф1/г.З ,D Авт Осз апп выгрузка
Фиг. 4 клав Направление технологического процесса аарппаппа Bb/zpysffff Выгрузка втоклаб ill Направление технологического пр014есса Автоклаб1 Ч Загрузко
