(54) СПО ОБ КОНТРОЛЯ НАТЯЖЕНИЯ СЕТКИ
трАФлг:г: юй ПЕЧАТНОЙ ФОРМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля натяжения трафаретной сетки | 1976 |
|
SU593091A1 |
| СПОСОБ КОНТРОЛЯ НАТЯЖЕНИЯ СЕТЧАТОЙ ОСНОВЫ ТРАФАРЕТНОЙ ПЕЧАТНОЙ ФОРМЫ | 2005 |
|
RU2299814C2 |
| УСТРОЙСТВО НАТЯЖЕНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2422286C2 |
| Устройство для натяжения сетки на трафаретную раму | 1978 |
|
SU718300A1 |
| Способ изготовления трафаретной печатной формы | 1981 |
|
SU977199A1 |
| Устройство для натяжения сетки на трафаретную печатную форму | 1978 |
|
SU776940A1 |
| Мишень-ворота | 1985 |
|
SU1284570A1 |
| ТЕРМОЧУВСТВИТЕЛЬНЫЙ МАТЕРИАЛ ДЛЯ ТРАФАРЕТНЫХ ПЕЧАТНЫХ ФОРМ ДЛЯ ТРАФАРЕТНОЙ ПЕЧАТИ, СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЭТОГО МАТЕРИАЛА И ТРАФАРЕТНАЯ ПЕЧАТНАЯ МАШИНА | 2002 |
|
RU2283773C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТНОЙ ПЕЧАТНОЙ ФОРМЫ | 2002 |
|
RU2222037C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТНОЙ ПЕЧАТНОЙ ФОРМЫ (ВАРИАНТЫ) | 2004 |
|
RU2278406C2 |
I
Изобретение относится к полиграфическому машиностроению и может быть использовано при трафаретном способе печати.
Известен способ контроля сетки трафаретной печатной формы, заключающийся в создании прогиба сетки и определении по нему величины натяжения. Способ предусматривает контроль натяжения сетки как при изготовлении печатной формы, так и в процессе ее эксплуатации 1|.
Однако известный способ не мо.жет обеспечить объективный контроль натяжения сетки, особенно из высокомодульнь1х материалов,, на раме трафаретной печатной формы по всей ее площади с высотой точностью.
Цель изобретения - повышение точности контроля.
Указанная цель достигается тем, что прогиб сетки создают свободно падающим телом, а определение натяжения сетки производят по длительпости соударений тела и сетки.
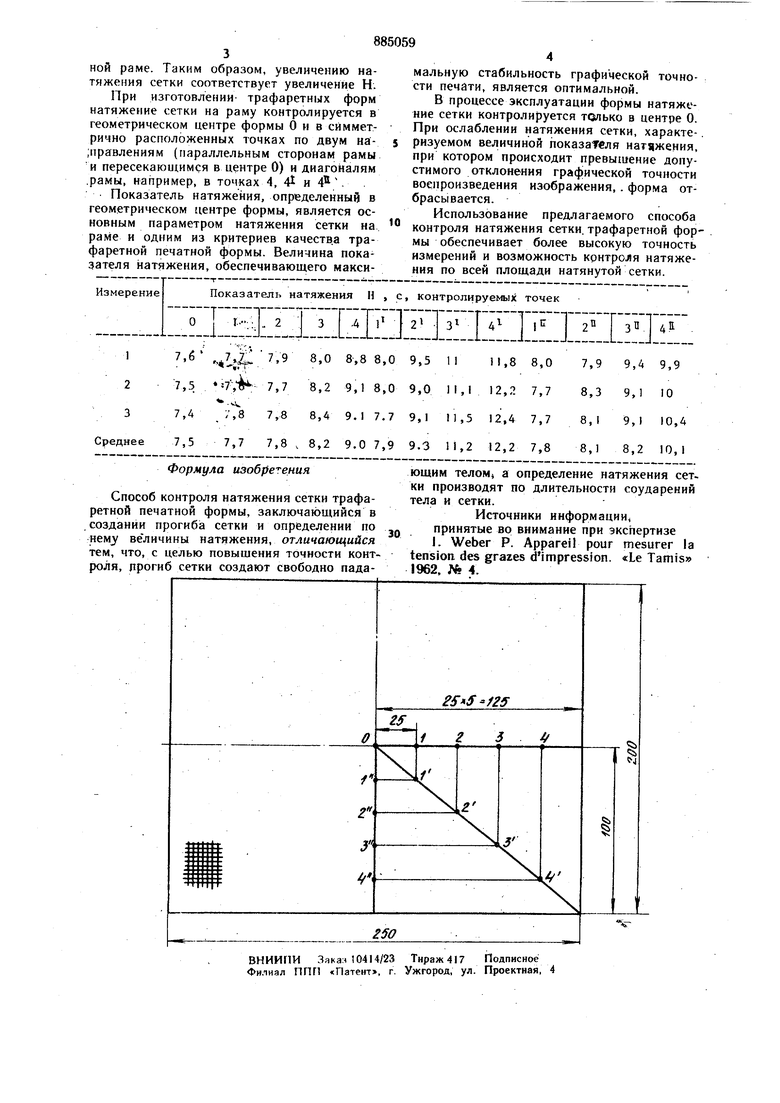
На чертеже представлена схема расположения точек новер.хности сетки, подвергающихся контролю натяжения.
Сущность данного способа можно пояснит., примером контроля натяжения капрбriOBofi сетки линиатурой 76 лин/см по ГОСТ .632- -72. Данная сетка натянута на раму размером 20X25 см, относительная величина двухосной деформации сетки при этом составляет 6%.
Стальной шарик диаметром 12 мм через стеклянную трубку диаметром 13 мм опускают с высоты 30 мм на поверхность натянутой сетки, после чего регистрируют
10 длительность соударений шарика и сетки.
Для каждой точки производят три измерения.
Значения показателей натяжения отра 5 жены в таблице.
Как видно из таблицы, минимальное значение показателя натяжения Н наблюдается в геометрическом центре трафаретной печатной формы, затем по мере уменьшения расстояния от контролируемой точки до тор20 ца рамы величины Н возрастают и достигают максимального значения в ее углах, что соответствует действительному распре. делению натяжения сетки па прямоугольной раме. Таким образом, увеличению натяжения сетки соответствует увеличение Н.
При изготовлении трафаретных форм натяжение сетки на раму контролируется в геометрическом центре формы бив симметрично расположенных точках по двум на;правлениям (параллельным сторонам рамы и пересекающимся в центре 0) и диагоналям .рамы, например, в точках 4, 4 и 4.
Показатель натяжения, определенный в геометрическом центре формы, является основным параметром натяжения сетки на раме и одним из критериев качества трафаретной печатной формы. Величина показателя натяжения, обеспечивающего максимальную стабильность графической точности печати, является оптимальной.
В процессе эксплуатации формы натяжение сетки контролируется тсзлько в центре 0. При ослаблении натяжения сетки, характе-. ризуемом величиной показателя натяжения, при котором происходит превышение допустимого отклонения графической точности воспроизведения изображения, . форма отбрасывается.
Использование предлагаемого способа контроля натяжения сетки, трафаретной формы обеспечивает более высокую точность измерений и возможность контроля натяжения по всей площади натянутой сетки.
