(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРАФАРЕТНОЙ ПЕЧАТНОЙ
12 Изобретение относится к формным процессам, в частности к способам изготовления трафаретных печатных форм. Известен способ изготовления трафаретной печатной формы, путем нанесения скрепляющего термопластического вещества на рамку, размещения трафарета на рамке, свободной установки на трафарет по контуру рамки прижимного элемента для предваритель ной фиксации трафарета, нагрева рамки с трафаретом и прижимного элемент до температуры размягчения скрепляющего вещества, фиксации трафарета на рамке и охлаждения Cl3. Недостатком известного способа является наличие неконтролируемого прогиба трафарета.Дело в том, что заготовка трафарета всегда имеет какой-то прогиб, который получается в процессе формирования рисунка, а так как этот трафарет- просто разме-щается на рамке и не натягивается на ней, т.е. прогиб не устраняется, то , он, естественно, остается и у готовой трафаретной формы после полимеризации скрепляющего вещества. Из-за наличия неконтролируемого прогиба трафарета, при нанесении через
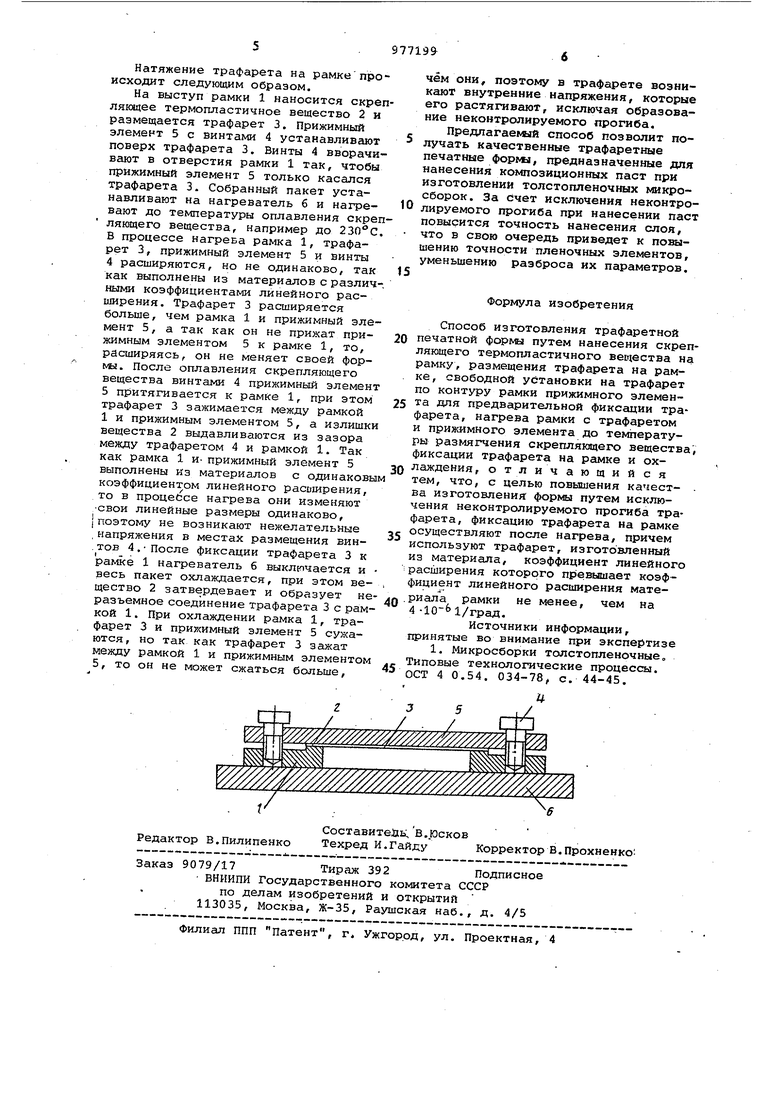
ФОРМЫ такой трафарет кo moзициoниыx паст, применяемых при изготовлении толстопленочных мцкросборок, не обеспечивается точность и равномерность нанесенного слоя пасты, что в свою очередь приводит к большому разбросу параметров пленочных элементов микросборок. Цель изобретения - повышение качества изготовления печатных форм, путем исключения неконтролируемого прогиба трафарета. Указанная цель достигается тем, что в способе изготовления трафаретной печатной формы путем нанесения скрепляющего термопластичного ве;щества на рамку, размещения трафарета на рамке, свободной установки на трафарет по контуру рамки прижим ного элемента для предварительной фиксации трафарета, нагрева рамки с трафаретом и прижимного элемента до температуры размягчения скрепляющего вещества, фиксации трафарета на рамке и охлаждения, фиксацию трафарета на рамке -осуществляют после нагрева, причем испопьзуют трафарет, изготовленный из материала, коэффициент линейного расширения которого ОЕ вышает коэффициент линейного расширения материала рамки не менее, чем на 4-10 1/град. Сущность способа заключается в том, что трафарет, имеющий какой-то первоначальный прогиб, нагревается вместе с рамкой и прижимным элементом. Так как он не зафиксирован на рамке и свободно удлиняется при нагреве, сохраняя свою форму, то перл воначальный прогиб трафарета сохраняется. После нагрева и фиксации тра фарета прижимным элементом кромки осуществляется их совместное охлаждение. Поскольку рамка выполнена из материала с коэффициентом линейного расширения, меньшим коэффициента линейного расширения трафарет то при охлаждении трафарет стремится уменьшиться в размерах больше рамки а так как он на рамке зафиксирован, то уменьшиться больше рамки он не мо жет и вследствие этого происходит его растяжение на величину, которую можно определить по формуле дЕ .t-PTO-t-o. то- W ()t- РТО, л г (Ы-г - J t - Е, где лР - величина натяжения, трафаре та; лЕ-f- величина удлинения трафаре та при нагреве; лЕр- величина удлинения рамки при нагреве; d-f- коэффициент линейного расш рения трафарета; . oLp- коэффициент линейногорасш рения рамки; t - температура нагрева трафар та и рамки; первоначальная длина трафа Igf.- первоначальная длина рамки ро Таким образом, устраняется проги трафарета. Чтобы гарантированно исключить неконтролируемый прогиб тра фарета, необходимо, чтобы разница коэффициентов линейных расширений рамки и трафарета составляла не менее 4 10 1/град, при этом экспери ментально установлено, что нагревая трафарет длиной 100 мм при 200°С, устраняется прогиб/ равный 2,0 мм. Разность коэффициентов линейного ра ширения трафарета и рамки должна бы не менее 4 -10 1/град. Для обоснова ния выбранной разности рассмотрим схему натяжения трафарета: Натянутый трафарет, закрепленный в точках А и В, занимает положение АСВ. Первоначальное положение трафа рета ADB, а ррогиб трафарета раве еличине СО. Прогиб трафарета CD ри его длине ЛОВ, равной 100 мм, бычно составляет 1,0 - 1,5 мм, при спытаниях прогиб составил 1, 3. мм : см. протокол испытаний), Будем считать, то максимальный прогиб может быть авен 2,0 мм. Определим, какой должа быть разность коэффициенте лиейного расширения трафарета и рами , чтобы исключился максимальный рогиб, при условии, что температуа нагрева трафарета и рамки равна 20°С, это соответствует температуре айки низкотемпературными припоями, апример припоем ПОС 61. Рассмотрим треугольник ACD. Сторо а АО после охлаждения трафарете должа уменьшиться и стать равной сторое АС, т.е. ДО-АС(Л-г )-{tK- tj AD, де oij - коэффициент линейного расширения трафарета; сАр - коэффициент линейного расширения рамки; t - температура нагрева трафарета и рамки; t н - начальная температура трафарета и рамки,равная 20 С. С другой стороны, разность стороны АО и АС можно выразить иначе (используя теорему Пифагора): AO-AC AD-VAD - coV Приравняем Правые части указанных уравнений и получим: (o;-r-oip)-(t - t).AD AD-VAD-CD . . AD - со2 откуда -Ыр - (t-tH)-AD Подставим в формулу соответствую1цие значения AD ADB/2 50 мм, М1 t 220°С, tH- 20°С и получим: , . 50-Y2500-4 cii-o p-.jj20-20)x$ir ..50, 4-10-м 1/град.), т.е. разность коэффициентов линейного расширения трафарета и рамки дЬжна быть не менее 1/град,, если она будет меньше, то максимальный неконтролируемый прогиб трафарета равный 2,0 мм при температуре нагрева 220°С не устранится. На чертеже представлена схема натяжения трафарета на рамке. Рамка 1 имеет по периметру выступ для нанесения скрепляющего вещества 2 и размещения трафарета 3 и отверстия под винты 4. Прижимный элемент 5 с отверстиями под винты 4 устанавливают поверх трафарета 3 так, чтобы винты 4 могли вворачиваться в рамку 1. Собранный пакет устанавливают на нагревателе 6. Трафарет 3 изготовлен из меди, а рамка 1 и прижимный элемент - из стали 3. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для декорирования изделий | 1977 |
|
SU735316A1 |
| Способ изготовления трафаретной формы | 1986 |
|
SU1384402A1 |
| Трафаретная форма | 1986 |
|
SU1391948A1 |
| Устройство для трафаретной печати на воздухопроницаемом текстильном материале | 1977 |
|
SU991940A3 |
| Способ эмалирования изделий из алюминиевых сплавов | 1983 |
|
SU1120034A1 |
| Способ установки деталей в зону печати трафаретной машины | 1988 |
|
SU1708645A1 |
| Устройство для трафаретной печати рисунка на заготовках печатных плат | 1980 |
|
SU938424A1 |
| Машина трафаретная для многокрасочной печати | 1984 |
|
SU1266747A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТРАФАРЕТНОЙ ПЕЧАТИ | 2010 |
|
RU2552902C2 |
| Способ изготовления запоминающих матриц на ферритовых сердечниках | 1980 |
|
SU928404A1 |
