(54) ВЕРТИКАЛЬНАЯ КОЛЬЦЕВАЯ ПЕЧЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для запекания мясных изделий | 1979 |
|
SU865252A1 |
| СПОСОБ ВЫПЕЧКИ ХЛЕБА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2120758C1 |
| ВЕРТИКАЛЬНАЯ КАРУСЕЛЬНАЯ ЭЛЕКТРОПЕЧЬ С ЗАЩИТНОЙ АТМОСФЕРОЙ | 1966 |
|
SU183228A1 |
| Механизированный стеллаж | 1982 |
|
SU1039823A1 |
| СПОСОБ НАГРЕВА ТЕРМОУСАДОЧНОЙ ПЛЕНКИ В ТЕРМОТОННЕЛЕ УПАКОВОЧНОЙ ЛИНИИ | 2011 |
|
RU2488529C1 |
| Туннельная электропечь с контролируемой атмосферой | 1989 |
|
SU1725049A1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА МЕШКОВ ДЛЯ СТЕРИЛЬНОГО РАСТВОРА ПРОДУКТА | 2017 |
|
RU2685399C1 |
| Электропечь сопротивления с подвесным конвейером | 1981 |
|
SU979821A1 |
| ТЕРМОТОННЕЛЬ ДЛЯ УПАКОВКИ ПРОДУКЦИИ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ И СПОСОБ УПАКОВКИ ПРОДУКЦИИ | 2011 |
|
RU2491214C1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
I
.Изобретение относится к термообработке деталей, в частности к коисгрукции вертикальных кольцевых печей для нагрева деталей, например в эл.ектронной технике.
Известна кольцевая печь, содержащая свод с продольным сводовым каналом для подачи газов в рабочее пространство печи, стены с выполненными в них вертикальными каиалами, соединенными с продольным сводовым каналом, и установленный в тоннели печи вращающийся под 1.
Наиболее близкой к предлагаемой является верти1(альная кольцевая печь, содержащая нагревательную камеру с входным и выходным отверстиями, обращенными вниз карусель со штангами с люльками. Карусель выполнена в виде вращающегосй диска с укрепленными на нем штангами с люльками для перемещеиия деталей, в такой печи рабочее пространство нагревательной камеры смонтировано на двух металлических полукольцах, образующих тороидальной формы рабочую камеру и опирающихся своими концами на плиту.
В такой печи люльки с деталями, укреп ленные на диске с горизоитальиой осью вращения, совершают круговое движение, для
возможности осуществления такого перемещения рабочая камера печи выполнена в виде половины прямоугольного тороида, образованного двумя полукольцами 2.
При нагреве замкнутого пространства имеющего, в частности, форму половины прямоугольного тороида, имеют место в нем неустановившиеся конвекционные потоки. Согласно закону распределения температуры при нагреве такого замкнутого пространства максимальная температура в нем находится
10 в верхней точке продольного сечения поверхности рабочей камеры в зоне нагрева. Все другие точки продольного сёчення поверхности рабочей камеры по мере своего удалення от верхней точки, имеют температуру, меньшую, чем температура в указанной верх
15 ней точке, причем температура в каждой из них меньше, чем температура в каждой выше расположенной точке, т. е. различной, таким образом, все эти точки продольного сечения поверхности рабочей камеры находятся на разных температурных уровнях.
20 По мере движения диска по окружности люльки с деталями в зоне нагрева проходят разные температурные уровнн и удается обеспечить заданный температурный режим
термообработки деталей в зоне нагрева рабочей камеры печи.
При этом не удается получить более или менее широкую зону нагрева с заданным температурным режимом, что- в конечном счете приводит к снижению качества выпускаемой -продукции.
Цель изобретения - повышение качества термообработки деталей.
Поставленная цель достигается тем, что в известной печи, содержащей нагреватель,ную камеру с входным и выходным отверстиями, обращенными вниз, карусель со штангами и с люльками с деталями, карусель выполнена в виде кольцевой рамы с отверстиями под штанги и копира, размещенного внутри кольцевой рамы, при этом штанги имеют пальцы, взаимодействующие с копирами. Нагревательная камера имеет П-образную форму.
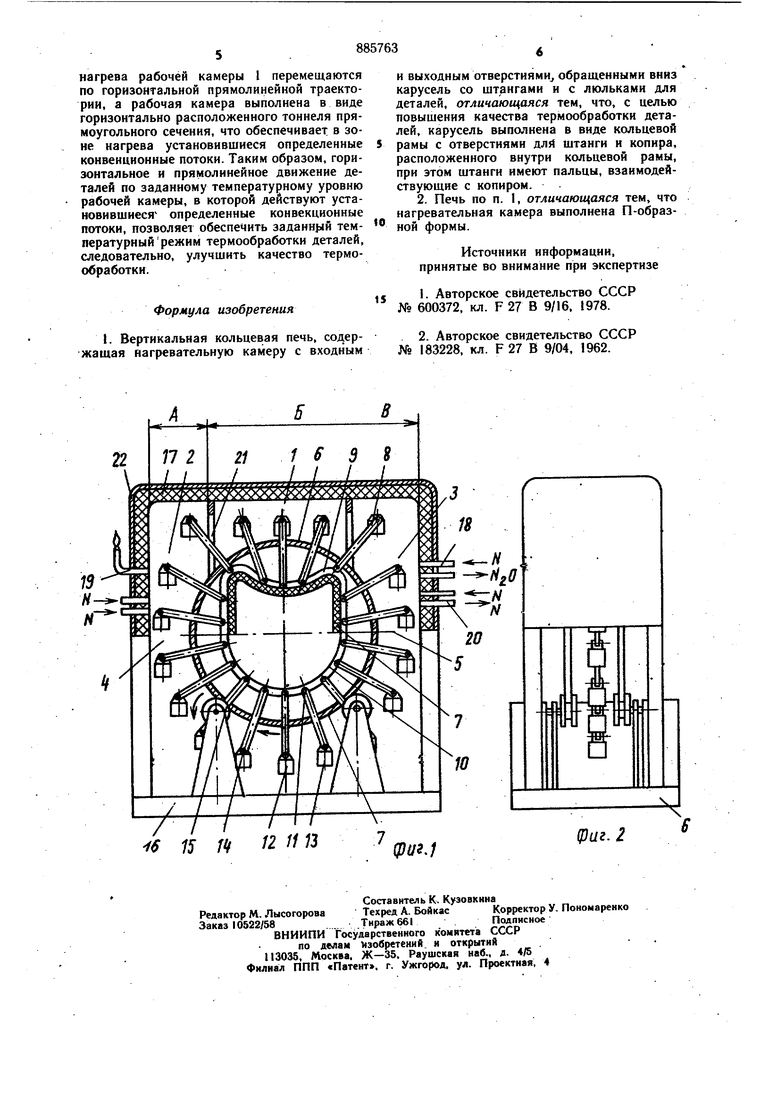
На фиг. I изображена вертикальная кольцевая яечь, разрез; на фиг. 2 - то же, вид слева.
Вертикальная кольцевая печь содержит П-образную рабочую камеру 1, выполненную в виде горизонтально расположенной тоннели с изогнутыми вниз под прямым углом входным и выходным каналами 2 и 3, имеющими обращенные вниз соответственно входное и выходное отверстия 4 и 5 для ввбда и вывода .вращающейся кольцевой рамы 6, имеющей форму окружности, что обеспечивает простоту изготовления и равномерность частоты вращения ее. Вращающаяся кольцевая рама 6 содержит отверстия 7, в которых свободно установлены и перемещаются штанги 8. Внутри кольцевой рамы 6 установлен копир 9, имеющий паз 10, в который перемещаются штанги 8 при помощи установленных на их концах пальцами 11. На другом конце штанги 8 подвешены .люльки 12 с деталями 13 при помощи шарниров 14, таким образом, люльки с деталями контактируют с копиром 9 через кольцевую раму 6 посредством штанги 8.
Штанги 8 связаны друг с другом кольцевой рамой 6 путем радиального расположения их в отверстиях 7. Штанги 8 перемещаются автономно по копиру 9 при вращеНИИ рамы 6, причем радиальное перемещение штанг 8 осуществляется по копиру 9 при помощи жестко связанных с ними пальцев 11 установленных в пазу 10 копира.9.
Горизонтально расположенная тоннель с изогнутыми под прямым углом входным и выходным каналами 2 и 3 выполнена с прямоугольным сечением.
Рабочая камера 1 разделена на три зоны: зону А предварительного нагрева деталей 13, зону Б нагрева и выдержки деталей 13, зону В охлаждения деталей 13.
Кольцевая рама 6 опирается на приводные ролики 15, которые в свою очередь опираются на плиту 16, .на плиту 16 опирается также рабочая камера 1, имеющая теплоизоляцию 17, внутри рабочей камеры I
установлены также нагревательные элементы (не показаны).
Рабочая камера 1 имеет отверстия 18 и 19 для ввода и вывода защитного газа, например водорода, при этом отверстия 18 и 19 расположены во входном и выходном каналах 2 и 3, в этих каналах 2 и 3 установлены азотные затворы 20, предотвращающие проникновение окружающей среды, например воздуха, внутрь рабочей камеры 1 через отверстия 18 и 19.
Все зоны А. Б и В рабочей камеры 1 отделены друг от друга перегородками 21, в которых имеются щели для прохода люлек 12. Все три зоны А, Б и В закрыты общим металлическим кожухом 22.
Печь работает следующим образом.
Загрузив очередную люльку 12 деталями 13, включают приводные ролики 15, от вращения которых приходит во вращение кольцевая рама 6, по мере вращения кольцевой рамы 6 по окружности вращаются и закрепленные на ней штанги .8, которые также еще и перемещаются прямолинейно по радиусу кольцевой рамы 6 от воздействия копира 9 на пальцы 11 штанг 8, следовательно штанги 8 совершают заданное копиром 9 плоскопараллельное движение, тем самым обеспечивая горизонтальное прямолинейное движение люлек 12 с деталями 13 в зоне нагрева рабочей камеры 16 что приводит к обеспечению заранее заданного температурного режима нагрева деталей 13.
Таким образом, люльки с деталями перемещаются вместе со Штангами и кольцевой рамой, но в определенный момент, в частности, в зоне нагрева рабочей камеры, люльки с деталями перемещаются уже строго по пути, заданному копиром. При этом, копир выполнен таким образом, что люльки с деталями в зоне нагрева рабочей камеры перемещаются горизонтально прямолинейно, т. е. по одному и тому же температурному уровню и, следовательно, проходят путь с заданным температурным режимом.
Выполнение рабочей камеры с изогнутыми вниз входными и выходными каналам11 необходимо для удержания в зоне нагрева рабочей камеры защитной атмосферы, так как эта защитная атмосфера, как правило, 5 имеющая меньший удельный вес, чем окружающая среда, сосредотачивается в верхней части рабочей камеры и самопроизвольный выход ее через указанные каналы практически невозможен. . В горизонтально расположенной тоннели прямоугольного сечения удается создать заданный температурный рюким, так как такая конструкция позвол1 ет обеспечить в зоне нагрева рабочей камеры установившиеся определенные конвекционные потоки 5 и тем самым стабилизировать заданные температурные режимы.
Качество обрабатываемых деталей в данной печи возрастает примерно в 3 раза. Это объясняется тем, что детали в зоне
