ип1Я параллельно его оси, причем стсржлн слаблсены головками, например, цилиндрической формы, сопрягаемыми с Т-.образ11ыми кольцевыми цазами, вьшолиелными в торце проставочного кольца, жестко связаннего со стзиицей гребного винта.
Кроме того, проставочное кольцо пр-исоединено к ступице гребного винта посредством болтового соедннения, а механизм фиксации гребного винта выполнен в виде захватов, подвижно установленных с возможностью фиксации в радиальном направлении в Т-образных направляющих, выполненных в опорном кольце, и сменного нроетавочного диска, установленного в отверстия опорного кольца, причем каждый захват выполнен в виде стойки, несущей шарнирно закрепленный упор и установленной на ползуне, сопряженном с радиальной направляющей опорного кольца.
Кроме того, стойка каждого захвата выполнена съемной и снабжена V-образной опорой; силовая головка установлена на раме, снабженной упругими опорами и съемными компенсирующими грузами, а головки стержней выполнены цилиндрическими.
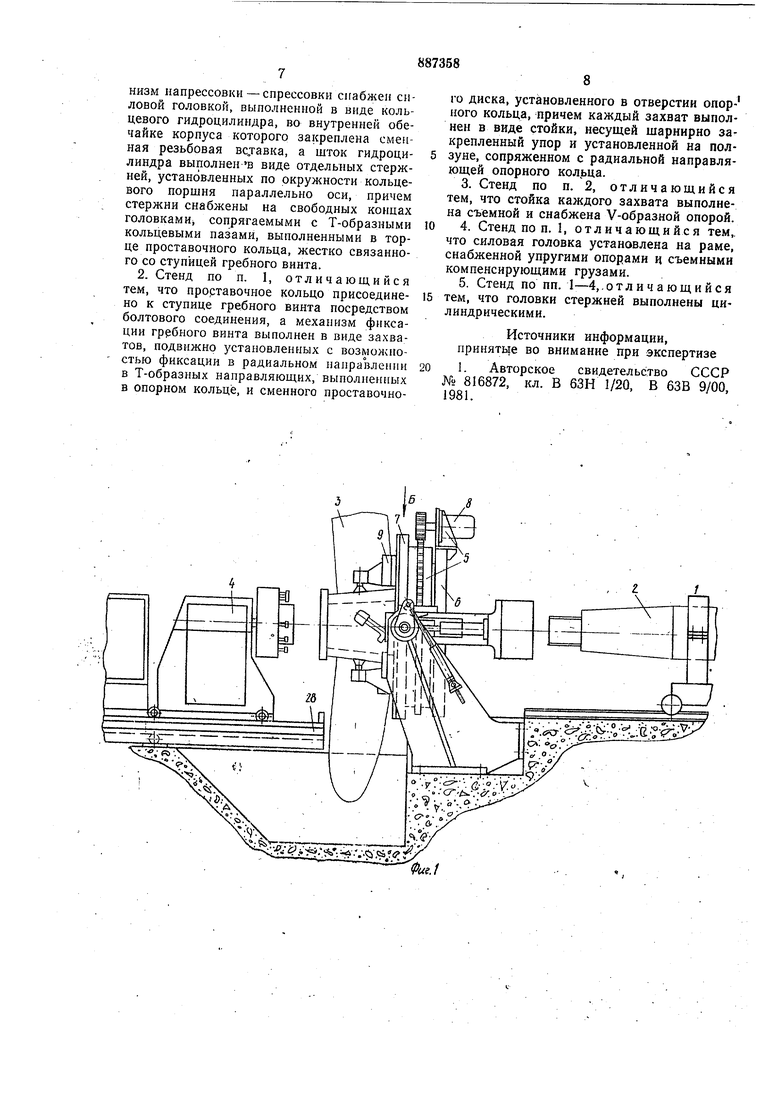
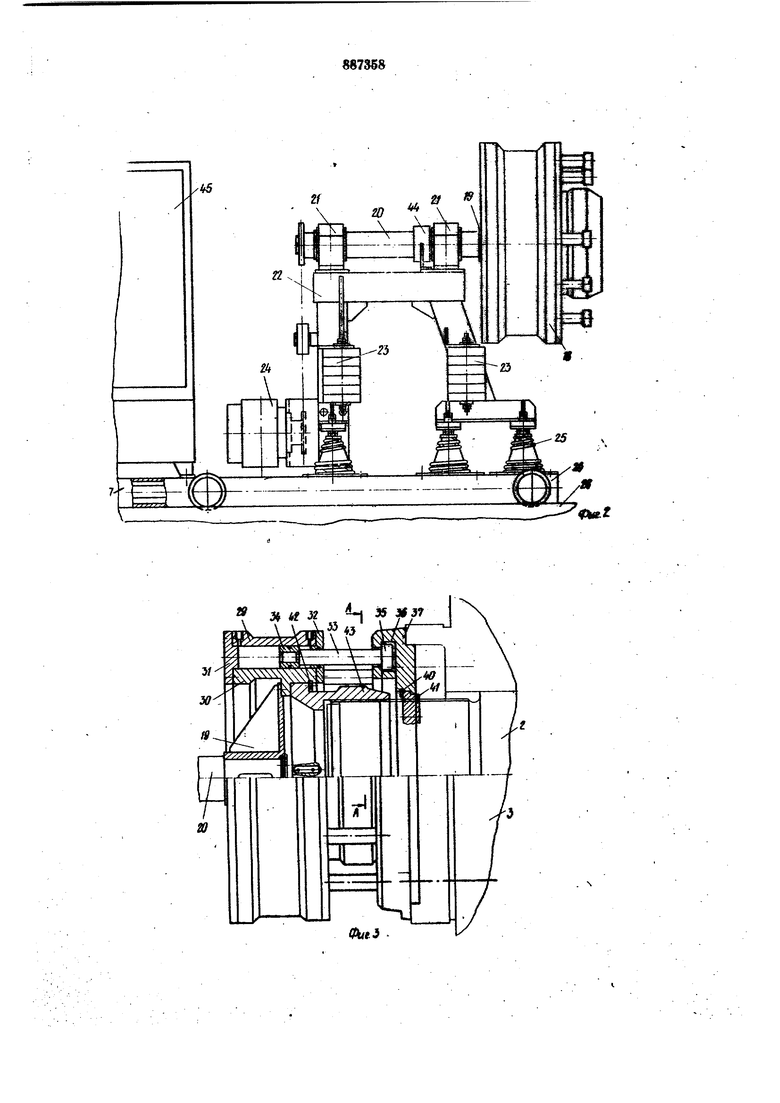
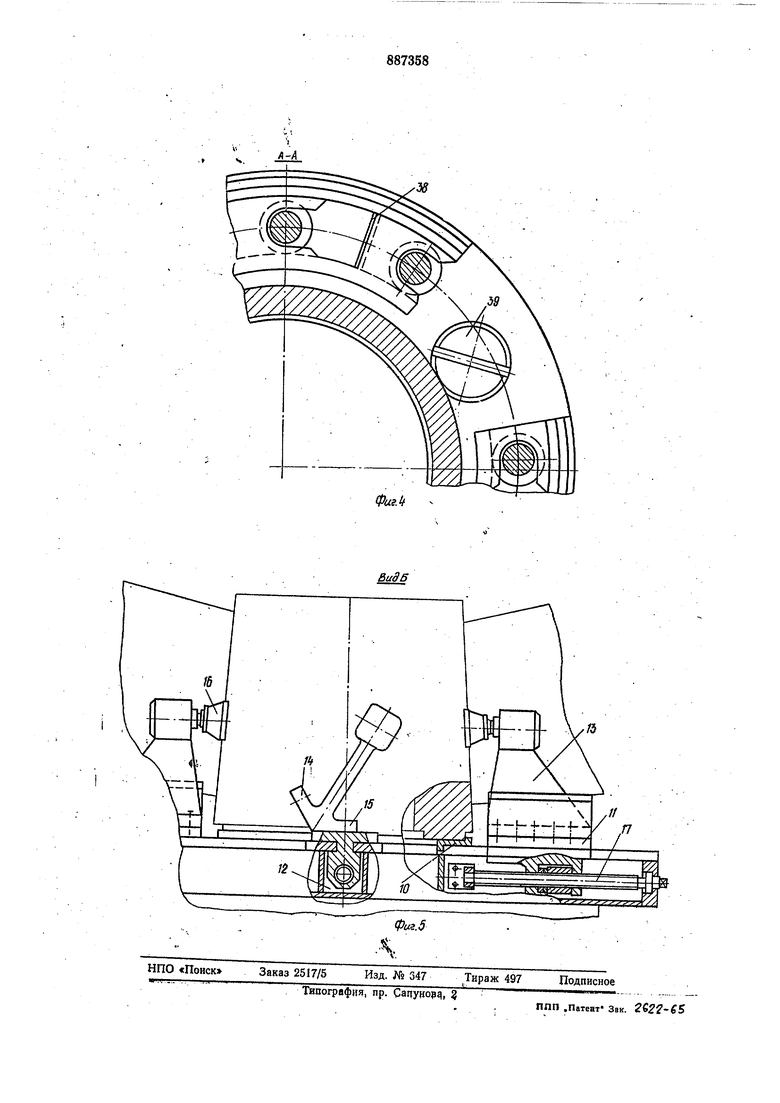
На фиг. 1 дан стенд, общий вид; на фиг. 2 - механизм напрессовки - спрессовки, общий вид; на фиг, 3 - силовая головка, общий вид; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - вид Б на фиг. I.
Стенд состоит из устройства 1 поддержания и подачи гребного вала 2 к ступице гребного винта 3, механизма 4 напрессовки - спрессовки и устройства 5 поддержания и вращения гребного винта, содержащего кантуемую платформу 6 с центральным отверстием, на которой соосно и подвижно вокруг оси установлено опорное кольцо 7, снабженное приводом 8 вращения.
Устройство 5 поддержания и вращения гребного винта содержит механизм 9 фиксации гребного винта, состоящий из сменного .проставочного диска 10, слулсйщего для центрирования и фиксирования от радиального смещения опорного торца гребного винта, и ползунов 11, сопрягаемых с охватывающими их радиальными направляющими пазами 12, выполненными в опорном кольце. На каждом ползуне смонтирована стойка 13 с V-образной опорой, образованной двумя рабочими площадками - левой 14 и правой 15.
Стойка 13 снабжена шарнирно закрепленным упором 16 для фиксации ступицы гребного винта. Ходовые винты 17, смонтированные в пазах опорного кольца, предназначены для перемещения и фикси зовакия в радиалыюм направлепяп ползунов П. Для возможности фиксации трех и четырех лопастных винтов, количество направляющих пазов 12 выбрано равным шести.
Механизм напрессовки - спрессовки содержит силовую головку 18, насаженную посредством планшайбы 19 на вал 20, смонтированный в подщипниках 21 на раме 22. Рама несет сменные компенсирующие грузы 23, а также гидромотор 24 привода вращения вала, и на пружинных опорах 25 установлена на раме тележки 26, перемещаемой гидроцилиндром 27 по выдвижной платформе 28.
Силовая головка 18 состоит из двух обечаек 29 и 30, соединенных в кольцевой гидроцилиндр кольцевыми крышками 31 и 32. В передней крыщке 32 выполнены отверстия для прохода стержней 33. соединенных с кольцевым порщнем 34.
Стержни 33 снабжены на концах головками 35 цилиндрической формы, которыми они входят в рабочем положении в Т-образные пазы 36 проставочного кольца 37. Цазы расположены по окружности, торца кольца, причем наружный участок каждого паза ущирен с одной из сторон до размера, необходимого для вхождения головки штока в паз. Пазы снаблсены упорами 38 для ограничения окружного перемещения в пазах головок штоков с целью вывода их из пазов.
Проставочное кольцо 37 присоединено к ступице гребного винта болтами 39, ввинчиваемыми в щтатные резьбовые отверстия ступицы гребного винта, предназначенные для съемника гребного винта. К проставочному кольцу могут крепиться посредством стопорных полуколец 40 сменные диски 41 с отверстиями под болты крепления их к ступицам гребных винтов разных типоразмеров.
Внутренняя обечайка 30 присоединена к планшайбе 19 и имеет кольцевой паз под стопорные полукольца 42 для крепления сменных резьбовых вставок 43.
Подвод рабочей жидкости от гидросистемы к гидроцилиндру головки осуществляется через муфту 44, охватывающую вал и два внутренних канала, выполненных в валу (на фигурах не показаны).
Гидросистема стенда обслуживается гидростанцией 45..
Стенд работает следующим образом.
На опорное кольцо 7 платформы 6 устанавливают проставочный диск 10 и устанавливают на него внешним грузоподъемным средством (на фигурах не показано) гребной винт 3.
На верхний торец ступицы гребного винта укладывают проставочное кольцо 37 и крепят к нему болтами 39,
Производят фиксацию ступицы гребного виита перемещением ползунов 11 посредством ходовых винтов 17 до плотного контакта упоров 16 с поверхностью ступицы.
Если требуется зафиксировать гребной винт, наприм ер, с четырьмя лопастями (механизм фиксации гребного винта настроен
на три лопасти), то предварительно пропзводят перестановку ползунов 11 с ходовыми в.интами 17 в соответствующие радиальные пазы 12.
Необходимость в перемонтаже стоек 13 на ползунах с правой рабочей площадки 15 опоры на левую 14 или наоборот возникает в случае, когда гребной винт имеет другое направление вращения, чем то, на которое были ранее смонтированы стойки.
Платформа с гребным винтом кантуется из горизонтального положения в вертикальное..
Гребпой вал устанавливают на опоры тележек устройства ноддержания гребного вала.
Гребной винт поворачивается вокруг оси посредством привода 8 вращения до совпадения шпоночного паза ступицы со шпонкой гребпого вала.
Прокран1енный конус гребного вала вводится в конус ступицы гребного винта.
В силовую головку 18 устанавливают резьбовую вставку 43, соответствующую резьбовому хвостовику гребного вала.
Выдвижная платформа 28 перемещается к ступице гребного винта.
Механизм 4 напрессовки - спрессовки подводится гидроцилиндром 27 к ступице гребного винта до вхождения резьбовой вставки 43 в резьбу хвостовика гребного вала.
Производят проверку и при необходимости регулировку центровки силовой головки относительно хвостовика гребного вала посредством съемных компенсирующих грузов 23.
Осуществляется автоматизированный процесс напрессовки - спрессовки ступицы гребного вннта на вал. При этом процессом унравляют соответствующие реле давления в гидравлическоГг системе стенда, подавая импульсы в цепи управления при возрастании давления рабочей жидкости в моменты Достижения предельных положений взаимодействующих элементов механизма напрессовки-спрессовки.
Процесс происходит следующим образом.
Механизм 4 напрессовки-спрессовки перемещается гидроцйлиндром 27 к ступице гребного винта при одновременном вращении гидромотором 24 головки 18. Силовая головка вращается до упора внутреннего торца резьбовой вставки 43 в торец резьбового хвостовика вала. В этот момент происходит реверс гидромотора и головка совершает вращательное движение в противоположную сторону примерно на 0,5 оборота.
Рабочая жидкость низкого давления по.ступает в левую кольцевую подпоршневую полость гидроцилиндра головки.
Стержни 33 выдвигаются к ступице гребного винта до упора головок 35 в торец проставочного кольца 37,
Гидромотор включается на врапюлие головки против часовой стрелки (если смотреть в сторону гребного винта со стороны головки). Силовая головка вращается до тех пор, пока головки 35 не войдут в пазы 36. проставочного кольца 37 и не установятся в предельном по окружности пазов положении.
В этот момент в левую подпоршневую полость гидроцилиндра головки начнет поступать рабочая жидкость высокого давления - происходит напрессовка ступицы гребного винта на вал.
По достижении давления рабочей жидкости, равного предельной величине, соответствующей выбранному усилию напрессовки, происходит реверс гидроцилиндра головки - рабочая жидкость высокого давления поступает в правую подпоршневую полость, происходит снрессовка ступицы гребного винта с вала посредством головок 35.
В момент падения давления рабочей жидкости (в момент срыва ступицы с вала) гидромотор включается на вращение силовой головки по часовой стрелке.
Головка вращается до упора боковых поверхностей головок стержней в концевые упоры 38 в пазах опорного кольца.
В этот момент гидромотор отключается, а головки выводятся из пазов опорного кольца.
Стержни втягиваются в корпус гидроцилиндра до упора и гидромотор включается на вращение головки в сторону, соответствующую свинчиванию резьбовой вставки с хвостовика гребного вала, а гидроцилиндр 27 - на отвод механизма напрессовки - спрессовки от ступицы гребного винта.
После выхода резьбовой вставки с хвостовика вала тележка механизма откатывается до выбирания полного хода гидроцилиндра 27.
На этом автоматизированный процесс напрессовки - спрессовки .заканчивается. После окончания пригонки гребной вал выводят из ступицы гребного винта и отводят за пределы платформы.
Выдвижная платформа отводится, от гребного винта.
Производится кантовка платформы с гребным винтом из вертикального положения в горизонтальное и выгрузка винта с платформы.i
Таким образом, предлагаемое изобретение осуществляет полную автоматизацию процесса напрессовки-спрессовки, за счет чего увеличивается производительность стенда.
Формула изобретения
60
1. Горизонтальный стенд для пригонки
ступиц гребных винтов по авт. св. № 816872,
отличающийся тем, что, с целью по65 вышения производительности стенда, механизм напрессовки - спрессовки С1габн{ен силовой головкой, выполненной в виде кольцевого гидроцилиндра, во внутренней обечайке корпуса которого закреплена сменная резьбовая вс.тавка, а шток гидроцилиндра выполнен В виде отдельных стержней, установленных по окружности кольцевого поршня параллельно оси, причем стержни снабжены на свободных концах головками сопрягаемыми с Т-образными кольцевыми пазами, выполненными в торце проставочного кольца, жестко связанного со ступицей гребного винта. 2. Стенд по п. I, отличающийся тем, что прортавочное кольцо присоединено к ступице гребного винта посредством болтового соединения, а механизм фиксации грибного винта выполнен в виде захватов, подвижно установленных с возможностью фиксации в радиальном нанравлеппи в Т-образных направляющих, выполненных в опорном кольц е, и сменного проставочно88735 10 15 20 8 го диска, установленного в отверстии опорного кольца, причем каждый захват выполнен в виде стойки, несущей шарнирно закрепленный упор и установленной на ползуне, сопряженном с радиальной направляющей опорного кольца. 3. Стенд по п. 2, отличающийся тем, что стойка каждого захвата выполнена съемной и снабжена V-образной опорой. 4. Стенд по п. 1, отличающийся тем,. что силовая головка установлена на раме, снабженной упругими опорами и съемными компенсирующими грузами. 5. Стенд по пп. 1-4,.отл и ч ающийся тем, что головки стержней выполнены цилиндрическими. Источники информации, принятие во внимание при экспертизе 1 Авторское свидетельство СССР № 816872, кл. В 63Н 1/20, В 63В 9/00, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный стенд для пригонкиСТупиц гРЕбНыХ ВиНТОВ | 1979 |
|
SU812650A2 |
| Горизонтальный стенд для пригонкиСТупиц гРЕбНыХ ВиНТОВ | 1979 |
|
SU816872A1 |
| Горизонтальный стенд для пригонки ступиц гребных винтов | 1981 |
|
SU988656A2 |
| Устройство для спрессовки гребных винтов | 2022 |
|
RU2797061C1 |
| Устройство для монтажа и демонтажа судового гребного винта | 1988 |
|
SU1562315A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2258586C1 |
| Узел соединения ступицы гребногоВиНТА C гРЕбНыМ ВАлОМ | 1979 |
|
SU823219A1 |
| Стенд для испытания судовых дейдвудных устройств | 1985 |
|
SU1306810A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА, В ЧАСТНОСТИ НАСОСНЫЙ АГРЕГАТ | 2011 |
|
RU2554048C2 |
| Автомат для тепловой сборки | 1976 |
|
SU560729A1 |
5b;-g ;;c.:.u-..-,t:a,o; -i.: : ... , i1
га
0uti
38
Фиг.
