В питающий бункер 10 засыпан сыпучий материал И, который удерживается электромагнитным клапаном 12.
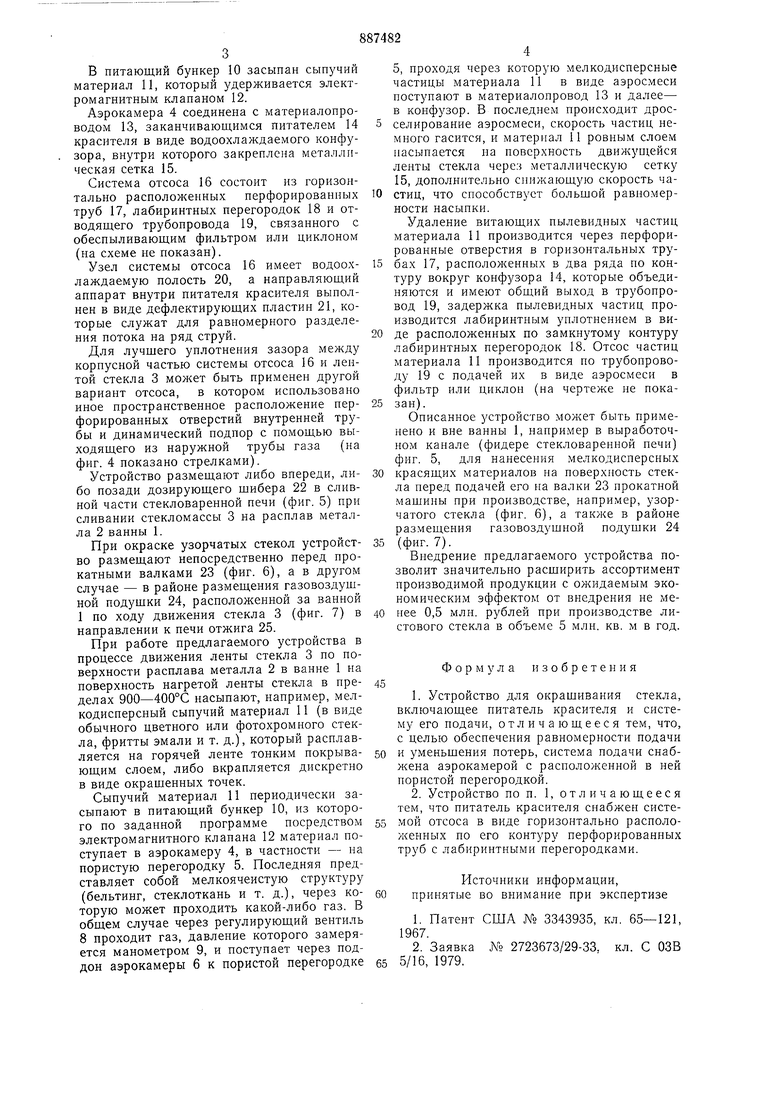
Аэрокамера 4 соединена с материалопроводом 13, заканчивающимся питателем 14 красителя в виде водоохлаждаемого коифузора, внутри которого закреплена металлическая сетка 15.
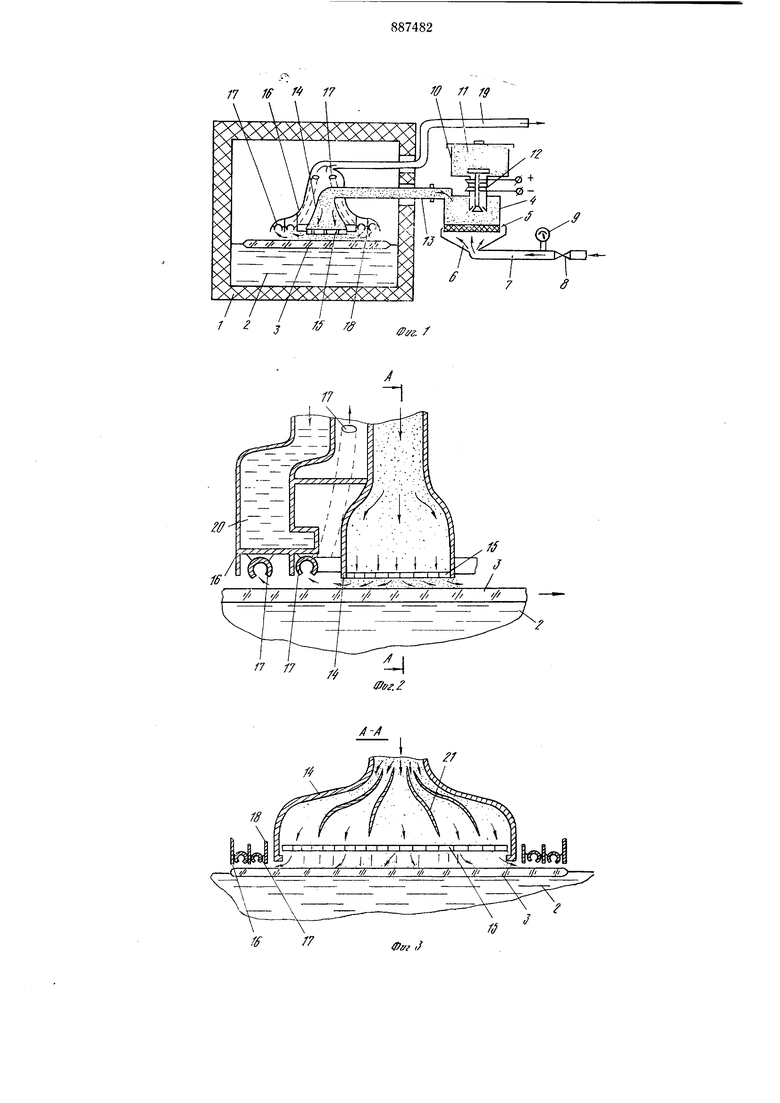
Система отсоса 16 состоит из горизонтально расположенных перфорированных труб 17, лабиринтных перегородок 18 и отводящего трубопровода 19, связанного с обеспыливающим фильтром или циклоном (на схеме не показан).
Узел системы отсоса 16 нмеет водоохлаждаемую полость 20, а направляющий аппарат внутри питателя красителя выполнен в виде дефлектирующих пластин 21, которые служат для равномерного разделения потока на ряд струй.
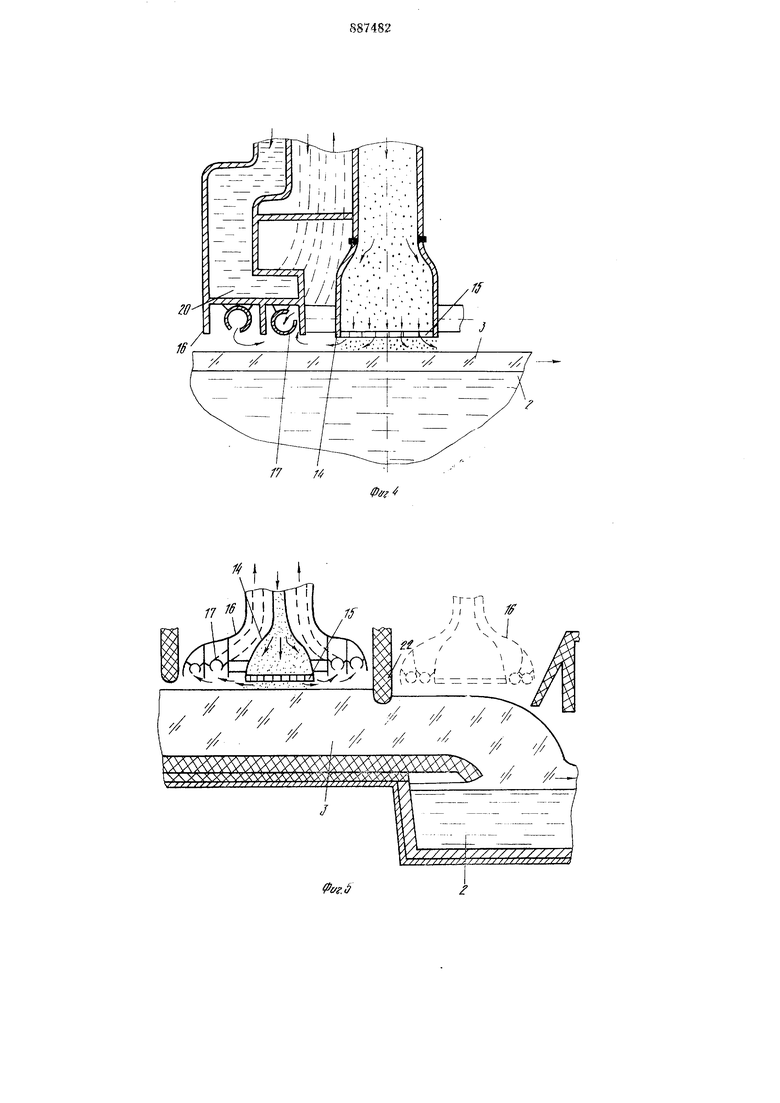
Для лучшего уплотнения зазора между корпусной частью системы отсоса 16 и лентой стекла 3 может быть применен другой вариант отсоса, в котором использовано иное пространственное расположение перфорированных отверстий внутренней трубы и динамический подпор с помощью выходящего из наружной трубы газа (на фнг. 4 показано стрелками).
Устройство размещают либо впереди, либо позади дозирующего шнбера 22 в сливной части стекловаренной печи (фиг. 5) нри сливании стекломассы 3 на расплав металла 2 ванны 1.
При окраске узорчатых стекол устройство размещают непосредственно перед прокатными валками 23 (фнг. 6), а в другом случае - в районе размещения газовоздущной подущки 24, расположенной за ванной 1 по ходу движения стекла 3 (фиг. 7) в направлении к печи отжига 25.
При работе предлагаемого устройства в процессе движения ленты стекла 3 по поверхности расплава металла 2 в ванне 1 на поверхность нагретой ленты стекла в пределах 900-400°С насыпают, например, мелкодисперсный сыпучий материал 11 (в виде обычного цветного или фотохромного стекла, фритты эмали и т. д.), который расплавляется на горячей ленте тонким покрывающим слоем, либо вкрапляется дискретно в виде окрашенных точек.
Сыпучий материал И периодически засыпают в питающий бункер 10, из которого по заданной программе посредством электромагнитного клапана 12 материал поступает в аэрокамеру 4, в частности - на пористую перегородку 5. Последняя представляет собой мелкоячеистую структуру (бельтинг, стеклоткань и т. д.), через которую может проходить какой-либо газ. В общем случае через регулирующий вентиль 8 проходит газ, давление которого замеряется манометром 9, и поступает через поддон аэрокамеры 6 к пористой перегородке
5, проходя через которую мелкодисперсные частицы материала 11 в виде аэросмеси поступают в материалопровод 13 и далее- в конфузор. В последнем происходит дросселирование аэросмеси, скорость частиц немного гасится, н материал 11 ровным слоем насыпается на поверхность движун1,ейся ленты стекла через металлическую сетку 15, дополнительно снижающую скорость частиц, что способствует большой равномерности насыпки.
Удаление витающих пылевидных частиц материала И производится через перфорированные отверстия в горизонтальных трубах 17, расположенных в два ряда по контуру вокруг конфузора 14, которые объединяются и имеют общнй выход в трубопровод 19, задержка пылевидных частиц производится лабиринтным уплотнением в виде расположенных по замкнутому контуру лабиринтных перегородок 18. Отсос частиц материала 11 производится по трубопроводу 19 с подачей их в виде аэросмеси в фильтр или циклон (на чертеже не показан).
Описанное устройство может быть применено и вне ванны 1, например в выработочном канале (фидере стекловаренной нечи) фиг. 5, для нанесения мелкодисперсных
красящих материалов на поверхность стекла перед подачей его на валки 23 прокатной машины при производстве, например, узорчатого стекла (фиг. 6), а также в районе размещения газовоздушной подушки 24
(фиг. 7).
Внедрение предлагаемого устройства позволит значительно расширить ассортимент производимой продукции с ожидаемым экономическим эффектом от внедрения не менее 0,5 млн. рублей при производстве листового стекла в объеме 5 млн. кв. м в год.
Формула изобретения
1.Устройство для окрашивания стекла, включающее питатель красителя и систему его подачи, отличающееся тем, что, с целью обеспечения равномерности подачи
н уменьшения потерь, система подачи снабжена аэрокамерой с расположенной в ней пористой перегородкой.
2.Устройство по п. 1, отличающееся тем, что питатель красителя снабжен системой отсоса в виде горизонтально расположенных по его контуру перфорированных труб с лабиринтными перегородками.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3343935, кл. 65-121, 1967.
2.Заявка № 2723673/29-33, кл. С ОЗВ 5/16, 1979.
/7 Iff f /7
A
/ j ../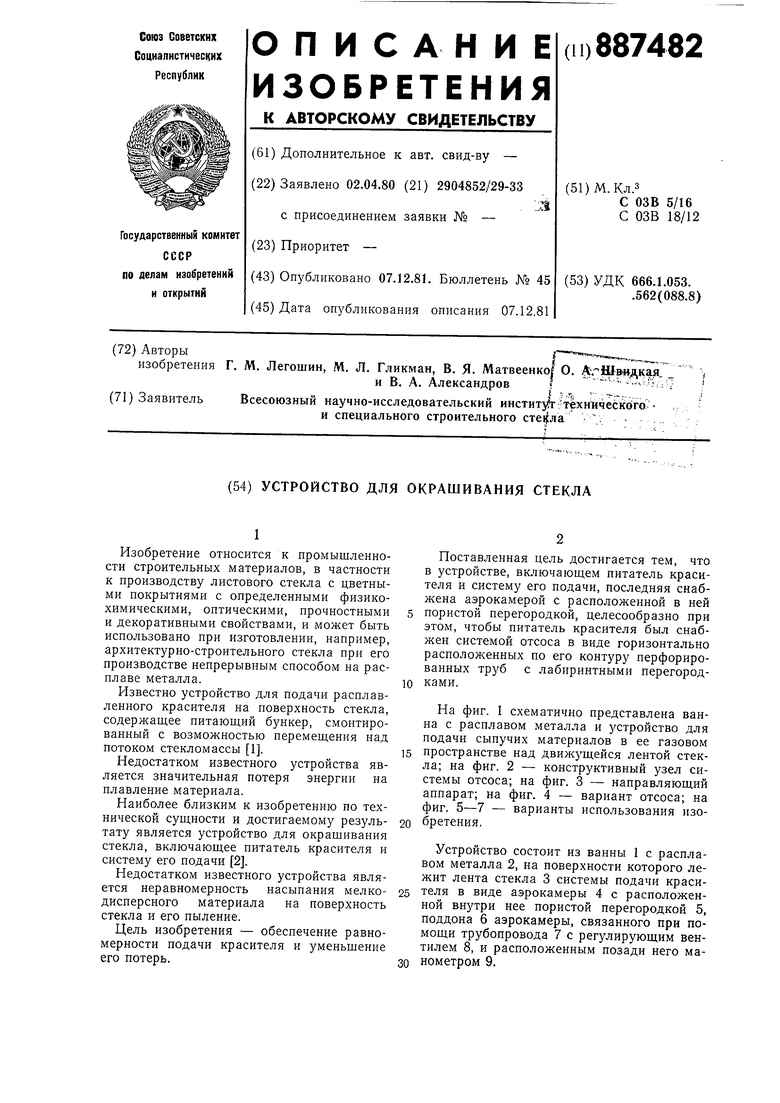
| название | год | авторы | номер документа |
|---|---|---|---|
| Порошковый питатель | 1991 |
|
SU1801609A1 |
| Устройство для пневматического транспортирования и хранения сыпучего материала | 1985 |
|
SU1291510A1 |
| Устройство для подготовки лабораторных проб | 1981 |
|
SU1000834A1 |
| ШЛЮЗОВЫЙ ПИТАТЕЛЬ | 2016 |
|
RU2642022C2 |
| ШЛЮЗОВЫЙ ПИТАТЕЛЬ | 2005 |
|
RU2310594C2 |
| ПНЕВМАТИЧЕСКАЯ ТРАНСПОРТНАЯ УСТАНОВКА | 2005 |
|
RU2291830C1 |
| Способ пневматической перегрузки сыпучего материала и установка для его реализации | 1985 |
|
SU1298163A1 |
| СПОСОБ ПНЕВМАТИЧЕСКОГО ТРАНСПОРТИРОВАНИЯ ПОРОШКООБРАЗНОГО ОКИСЛИТЕЛЯ С ДОБАВКАМИ | 2001 |
|
RU2202507C2 |
| Устройство для электростатического нанесения порошкообразных материалов на внутреннюю поверхность труб | 1989 |
|
SU1699633A1 |
| СПОСОБ ПНЕВМАТИЧЕСКОЙ ВЫГРУЗКИ ПЛОХОСЫПУЧЕГО ОКИСЛИТЕЛЯ | 2007 |
|
RU2342306C1 |

1
v.6
гг-р
Ж
